Get in Touch with Taiguo

HTST Pasteurizer Meaning, Equipment & Steam Boiler Specs: Complete Selection Guide
The HTST pasteurizer meaning is straightforward in regulatory terms: a continuous-flow heat-exchanger system that heats milk or another liquid food product to at least 72 °C (161 °F) and holds it at that temperature for at least 15 seconds before rapid cooling. HTST stands for High-Temperature Short-Time, the most widely used pasteurization method in the United States today. This guide covers what HTST means, how the equipment works, the USDA temperature/time matrix, how the system compares to UHT and vat alternatives, and — uniquely — what kind of steam boiler you need to power an HTST plant producing milk and other dairy products. Coverage of the boiler-supply angle is rare in equipment-only sources, yet it determines a third or more of HTST plant operating cost.
HTST Pasteurizer Meaning (Definition & USDA Standard)

An HTST pasteurizer — also called a flash pasteurizer or HTST pasteurization system — is a continuous-flow heat exchanger that processes liquid or low-viscosity food products by exposing them to high temperature for a short time. Under the U.S. Pasteurized Milk Ordinance (PMO), HTST must reach at least 72 °C (161 °F) for not less than 15 seconds, followed by rapid cooling to below 4 °C. This time-and-temperature combination destroys vegetative pathogens (including Mycobacterium tuberculosis, Coxiella burnetii, Listeria, and Salmonella), inactivates spoilage enzymes and most non-spore-forming microorganisms, and preserves more flavor, color, and heat-sensitive nutrients than older vat methods.
According to the International Dairy Foods Association, HTST is the dominant US pasteurization method because it processes large continuous milk volumes safely while keeping treated milk closer to its raw flavor profile. Industry literature uses “flash pasteurization” and “HTST processing” interchangeably.
Quick Specs: HTST Pasteurization at a Glance
| USDA Standard (PMO) | 72 °C (161 °F) for 15 seconds minimum |
| Industry Operating Range | 70–100 °C product temperature; 15–300 second hold |
| Heat Recovery (regenerative) | Up to 95% with multi-section plate exchangers |
| Heating Media | Hot water (steam-heated from boiler) or electrical resistors |
| Wetted Materials | AISI 316L (plates) / AISI 304 (frame); EPDM gaskets |
| Common Applications | Milk, cream, ice cream mix, juice, beer, plant-based drinks, eggnog, liquid eggs |
How HTST Pasteurization Works (5-Stage Process)
An HTST pasteurization system is built around continuous flow and tight time-and-temperature control. Raw product never sits in a vessel; it flows through stages that heat, hold, and cool in sequence. Five stages define the pasteurization process.
How Does HTST Pasteurization Work?
- Raw product enters a balance tank that buffers feed-pump suction and prevents air entrainment.
- A timing pump pushes the product at controlled flow through the regeneration section of the plate heat exchanger, where incoming cold raw product picks up heat from outgoing hot pasteurized product. Regeneration alone recovers 70–95% of process heat depending on design.
- Pre-heated product enters the heating section, where indirect contact with circulating hot water raises product temperature to the pasteurization setpoint (72 °C minimum).
- Inside the holding tube, the product flows along its length, sized so that the slowest particle dwells at pasteurization temperature for at least 15 seconds. A flow diversion valve at the holding-tube exit returns under-temperature product to the balance tank, preventing any uncertified flow from entering the cold side.
- Pasteurized product gives up its heat in the regeneration section, then passes through chilled-water and glycol cooling sections to reach packaging temperature (typically below 4 °C). From raw inlet to chilled outlet, a single product particle takes only minutes to traverse the entire cycle.
📐 Engineering Note: Why 72 °C / 15 Seconds?
Engineers calibrate the 72 °C / 15 s pair to deliver a 5-log reduction of Coxiella burnetii (the most heat-resistant non-spore-forming pathogen in raw milk) with a built-in safety margin. Products with higher fat content (≥10%) or added sweeteners require an additional 3 °C (5 °F) per the U.S. PMO. Eggnog has its own profile: 80 °C for 25 seconds or 83 °C for 15 seconds.
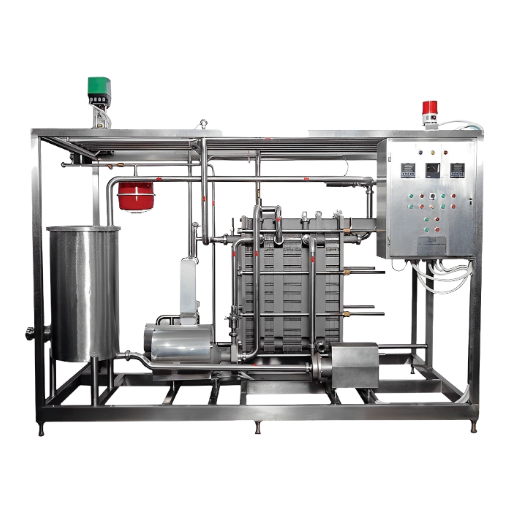
Components of an HTST Pasteurization System

A complete HTST pasteurization system comprises eight functional components, each governed by 3-A Sanitary Standards (US dairy), EHEDG hygienic-design guidelines (EU), or local equivalents.
- Balance tank — Atmospheric-pressure stainless tank that buffers feed flow and prevents air entrainment in the timing pump.
- Timing pump (positive-displacement) — Provides the metered, constant flow that determines holding-tube dwell time. Variable-frequency drive control is standard on modern systems.
- Plate heat exchanger (PHE) with three sections — Regeneration / heating / cooling. Stainless plates (typically AISI 316L) are sealed with food-grade EPDM gaskets. Tubular heat exchangers replace PHE on viscous or particulate products.
- Holding tube — Sloped stainless tube sized so the fastest particle dwells at least 15 seconds at pasteurization temperature. Length is calculated for the actual flow rate.
- Flow diversion valve (FDV) — Three-way automated valve at holding-tube exit that diverts under-temperature product back to the balance tank. Among all the components, this valve is the legally critical fail-safe for pasteurization.
- Hot water set — Closed-loop circuit that heats process water (typically 5–10 °C above product setpoint) using steam from the plant boiler, then circulates it through the PHE heating section.
- Cooling utilities — Chilled water (≈ 1–4 °C) plus glycol or ammonia for products requiring lower outlet temperatures.
- Control system & recorder — PLC-based controller logs temperature and flow continuously. Its strip-chart or digital recorder is the legal proof-of-pasteurization record.
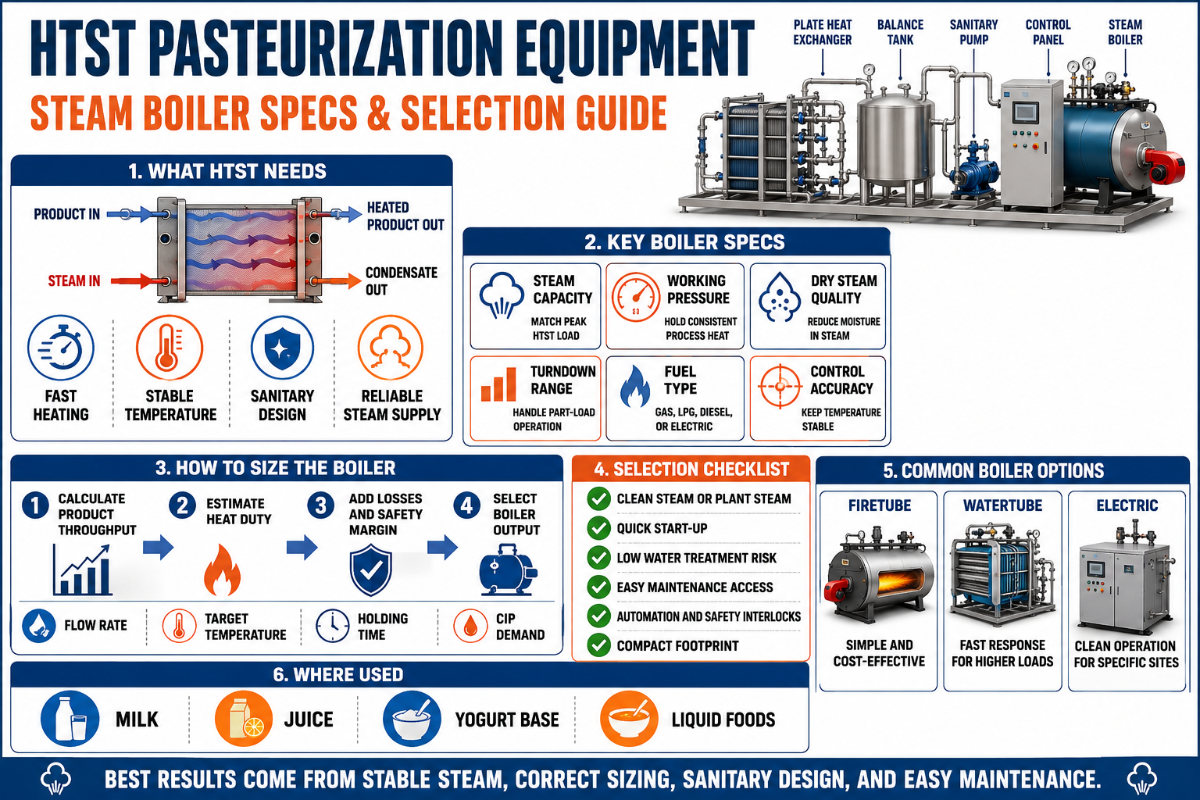
Steam Boiler Requirements for HTST Plants
Most HTST equipment guides stop at the pasteurizer skid. They overlook the question that determines a quarter to a third of plant operating cost: what steam boiler do I need to feed the HTST hot water set? The hot water that actually heats the product is itself heated by indirect steam from a separate boiler — and right-sizing that boiler is where many first-time dairy operators waste capital.
📐 Engineering Note: HTST Plant Steam Demand Formula
Total plant steam demand = HTST hot-water reheat + CIP cycles + ancillary processes (evaporator / spray dryer / culinary steam) + 20% peak-load buffer. For a stand-alone HTST line with no adjacent processes, the rule of thumb is roughly 80–120 kg of steam per 1,000 L (264 gal) of product pasteurized per hour, depending on regeneration efficiency.
Across 49 years of WNS oil-and-gas-fired horizontal 3-pass fire-tube deployments in dairy plants in 100+ countries, Taiguo’s engineering team consistently sees the same matching pattern between HTST throughput and required steam capacity. We map it concretely below.
| HTST Throughput | Plant Profile | Recommended Boiler |
|---|---|---|
| 200–500 gal/h (≈ 0.8–2 t/h product) | Micro-dairy, pilot, lab, on-farm | LHS vertical fire-tube steam generator 0.1–2 t/h |
| 1,000–3,000 gal/h (≈ 4–11 t/h product) | Mid-size dairy or juice plant | WNS oil-gas steam boiler 1–4 t/h |
| 5,000–15,000 gal/h (≈ 19–57 t/h product) | Large multi-line plant (HTST + CIP + evaporator) | WNS 4–20 t/h (multiple units in parallel) |
| Hot water only (no steam ancillary) | Direct hydronic heating to PHE hot water set | CWNS oil-gas hot water boiler 0.35–14 MW |
Two rules from field experience drive the boiler choice. First, sizing for peak rather than average HTST load avoids long low-fire operation, which kills boiler efficiency. Second, dairy plants nearly always add CIP, evaporator, or spray-dryer steam loads later, so leaving 20–25% headroom in initial boiler capacity is cheaper than retrofitting a second boiler. Use our industrial boiler sizing calculator with your projected combined steam load and our boiler operating cost calculator to model fuel cost over a 15-year service life.
Pasteurization Temperature & Time Matrix (USDA + International)
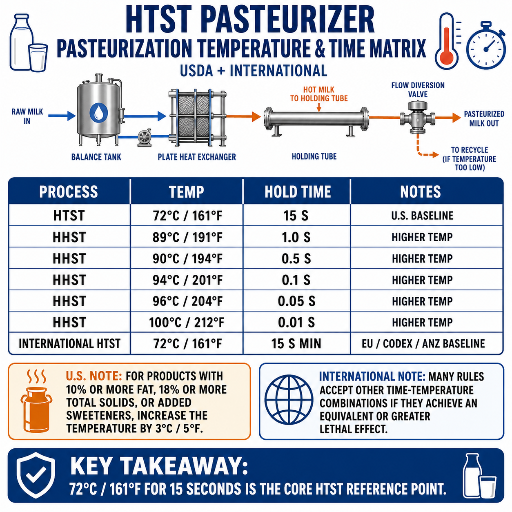
Pasteurization standards specify a temperature/time pair, not a single setpoint. Together, the U.S. Pasteurized Milk Ordinance and IDFA reference give five recognized pasteurization classes; international standards (EU Directive 92/46/CEE, Codex Alimentarius) align broadly with these values for dairy.
| Temperature | Time | Pasteurization Type |
|---|---|---|
| 63 °C (145 °F) | 30 minutes | Vat (LTLT) |
| 72 °C (161 °F) | 15 seconds | HTST |
| 89 °C (191 °F) | 1.0 second | HHST |
| 90 °C (194 °F) | 0.5 seconds | HHST |
| 94 °C (201 °F) | 0.1 seconds | HHST |
| 100 °C (212 °F) | 0.01 seconds | HHST |
| 138 °C (280 °F) | 2.0 seconds | Ultra Pasteurization (UP) |
| ≥138 °C (aseptic) | 2.0–6.0 seconds | UHT (aseptic processing) |
Two adjustments matter for HTST operators. Higher fat content (≥10%) or added sweeteners require an additional 3 °C (5 °F). Eggnog uses its own elevated standard: 80 °C for 25 seconds or 83 °C for 15 seconds. Aseptic UHT operators must file processes with the FDA Process Authority before commercial production.
HTST vs UHT vs Vat Pasteurization
Which Is Better, UHT or HTST?
Neither is universally better — each fits a different product profile and supply-chain reality. HTST gives a 14–21 day refrigerated shelf life and minimally alters flavor; UHT gives a 6–9 month ambient shelf life at the cost of cooked-flavor notes and roughly 30–40% higher capital cost for the additional aseptic packaging line.
| Factor | Vat (LTLT) | HTST | UHT (aseptic) |
|---|---|---|---|
| Process | Batch | Continuous | Continuous + aseptic fill |
| Refrigerated shelf life | 14–21 days | 14–21 days | N/A (ambient) |
| Ambient shelf life | N/A | N/A | 6–9 months |
| Flavor impact | Some cooked notes | Minimal change | Pronounced cooked flavor |
| Capital cost (relative) | Lowest | Mid | Highest (+ aseptic packaging) |
| Best for | Cheese starter, small ice cream batches | Fresh fluid milk, juice, beer, plant drinks | Shelf-stable retail milk, infant formula, coffee creamers |
Industries & Applications of HTST Pasteurization

Among continuous heat-treatment methods, HTST pasteurization is the workhorse of nearly every industry that handles a liquid food product needing safety with minimal flavor change.
- Fluid milk processing — whole, reduced-fat, skim, and lactose-free milk for refrigerated retail.
- Cream and dairy beverages — heavy cream, half-and-half, dairy creamers (sub-UHT shelf-life products).
- Ice cream mix — pre-freezing pasteurization at slightly elevated temperatures for higher fat and total solids content.
- Yogurt and cheese starter milk — pasteurizing the base before culture inoculation for fermented products.
- Fruit juices and nectars — orange, apple, tomato, and tropical juices for refrigerated retail.
- Plant-based beverages — soy, almond, oat, and pea-protein drinks (a fast-growing HTST application segment).
- Beer and craft cider — flash pasteurization protects flavor while extending shelf life.
- Liquid eggs and eggnog — with elevated temperature programs per US PMO Appendix.
How to Select an HTST System
Six selection criteria separate well-specified HTST plants from money-losing ones.
- ✔Capacity to peak demand, not nameplate. Spec the pasteurizer to match your peak hourly throughput, not your average. Oversize hurts efficiency; undersize forces parallel runs that double labor.
- ✔Heat exchanger type matched to viscosity. Plate exchangers for low-viscosity liquids (milk, juice); tubular exchangers for products with particulates or higher viscosity (yogurt drinks, smoothies).
- ✔Regeneration target ≥ 85%. Modern multi-section PHE designs reach 90–95%. Lower regen means more steam burned per litre processed.
- ✔Automation level matched to operator skill. Basic FDV-only manual systems work for small dairies; PLC + SCADA + recipe management is required for multi-product plants and EU 92/46/CEE compliance.
- ✔3-A and EHEDG certification. Verify that wetted parts carry 3-A Sanitary Standards (US) or EHEDG hygienic-design certification (EU). Non-certified equipment fails milk-plant inspections.
- ✔Steam supply matched to combined plant load. Use our boiler sizing tool to right-size the steam side before the pasteurizer is on order — retrofitting boiler capacity costs 3–5× initial sizing.
Disadvantages of HTST Pasteurization

Despite its dominance, HTST pasteurization is not the universal answer. Three structural limitations narrow its fit.
- Refrigeration is mandatory. Pasteurized milk product output must stay below 4 °C from outlet to consumption; an unbroken cold chain is non-negotiable.
- Spores survive. While HTST destroys vegetative pathogens, it cannot inactivate bacterial spores, so the output is commercially safe but not sterile. Products with spore-forming spoilage organisms (some plant-based drinks, certain cream products) need UHT or post-pasteurization aseptic packaging.
- Continuous-flow design favors larger volumes. Below 200 gal/h, vat pasteurization is usually more cost-effective than HTST because the timing pump, control system, and regeneration plates are sized for continuous high-throughput operation.
Dairy Pasteurizer Equipment Market Outlook
Global dairy pasteurizer machine sales reached USD 1.87 billion in 2025 according to Market Research Future, with HTST recognized as the dominant technology segment within it. IndexBox places entry-level fully automated HTST system pricing near USD 180,000 for a 500 gal/h configuration, scaling roughly linearly with throughput.
Two demand-side trends shape 2026–2028 procurement. First, plant-based beverage capacity (oat, almond, pea-protein) is expanding faster than traditional dairy, and most plant-based producers specify HTST for refrigerated formats. Second, regulators across North America and the EU are tightening energy-efficiency requirements on industrial steam systems — making boiler regeneration and condensate-return upgrades a near-term ROI play. For Taiguo’s perspective on choosing the right oil-and-gas steam supply for food and dairy plants, see our complete guide to oil and gas fired boilers.
Frequently Asked Questions
Q: Why is HTST pasteurization the preferred method?
View Answer
HTST is preferred for fluid milk and beverage processing because it processes large continuous volumes safely while preserving most heat-sensitive flavor compounds and nutrients that vat or UHT methods damage. Its continuous-flow plate exchanger also recovers up to 95% of process heat through regeneration, cutting steam consumption per litre of product compared with batch vat pasteurization.
Q: What are the three types of pasteurization?
View Answer
Five process classes appear in the U.S. PMO — Vat (LTLT), HTST, HHST (multiple temperature points), Ultra Pasteurization (UP), and aseptic UHT. When industry sources cite “the three” they usually mean Vat, HTST, and UHT — the three that historically dominated dairy plant procurement. What is called the HHST tier is technically four sub-categories of higher temperature, shorter time profiles between HTST and UP.
Q: What is the HTST 72 °C / 15-second standard based on?
View Answer
It is calibrated to deliver a 5-log reduction of Coxiella burnetii, the most heat-resistant non-spore-forming pathogen historically associated with raw milk. Achieving the same kill on Mycobacterium tuberculosis, Listeria, and Salmonella happens with comfortable safety margins. This benchmark appears in 21 CFR 131 and the FDA Pasteurized Milk Ordinance, with international equivalents in EU Directive 92/46/CEE.
Q: Do I need a separate steam boiler for an HTST line?
View Answer
In nearly all cases, yes. Each pasteurizer’s plate heat exchanger heats product through indirect hot water rather than direct steam, but that hot water must itself be heated by steam from a plant boiler (or by electric resistors for very small operations). A 1,000 gal/h dairy line typically needs a 1–2 t/h steam boiler dedicated to the HTST hot water set, plus additional capacity for CIP and other ancillary heat loads. Sizing the boiler to combined peak demand with a 20% buffer is the standard approach.
Q: What is the difference between HTST and flash pasteurization?
View Answer
There is no functional difference — “flash pasteurization” and “HTST processing” describe the same continuous-flow heat-treatment design. Beverage and beer industries tend to use the “flash” label; dairy and regulatory documents tend to use “HTST”. Both refer to processing at 72 °C or higher for 15 seconds or longer, followed by rapid cooling.
Sizing a steam boiler for your HTST plant?
Get a Taiguo engineering review of your combined HTST + CIP + ancillary steam load.
About This HTST Pasteurization Guide
Compiled by the Taiguo Boiler engineering team based on 49 years of designing and commissioning oil-and-gas-fired steam boilers for food and dairy plants in 100+ countries. USDA temperature/time data is referenced verbatim to the International Dairy Foods Association and the FDA Pasteurized Milk Ordinance. Equipment specifications draw from published industry references and our deployment experience matching WNS, CWNS, and LHS series boilers to HTST hot water circuits. Pricing and market data are dated to 2025 and may shift as commodity steel and component costs move.
References & Sources
- Pasteurization — International Dairy Foods Association (USDA temperature/time chart)
- Dairy processing: HTST pasteurization systems — Canadian Food Inspection Agency
- Flash pasteurization — Wikipedia (terminology and history)
- High-Temperature Short-Time Pasteurization – an overview — ScienceDirect
- Dairy Pasteurizer Machines Market Size 2035 Forecast — Market Research Future
- General Specifications for Dairy Plants Approved for USDA Inspection — USDA Agricultural Marketing Service
Related Articles
- Oil and Gas Fired Boiler Guide — How they work, types, and selection
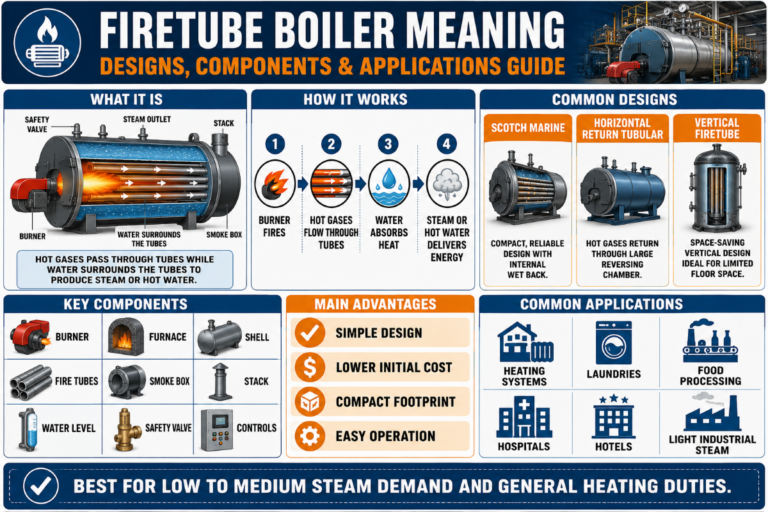
- Firetube Boiler Meaning — Designs, components, and applications
- Steam Boiler vs Thermal Fluid Heater — When to choose each technology
- Fire-Tube vs Water-Tube Boiler — Structural and performance comparison