Get in Touch with Taiguo

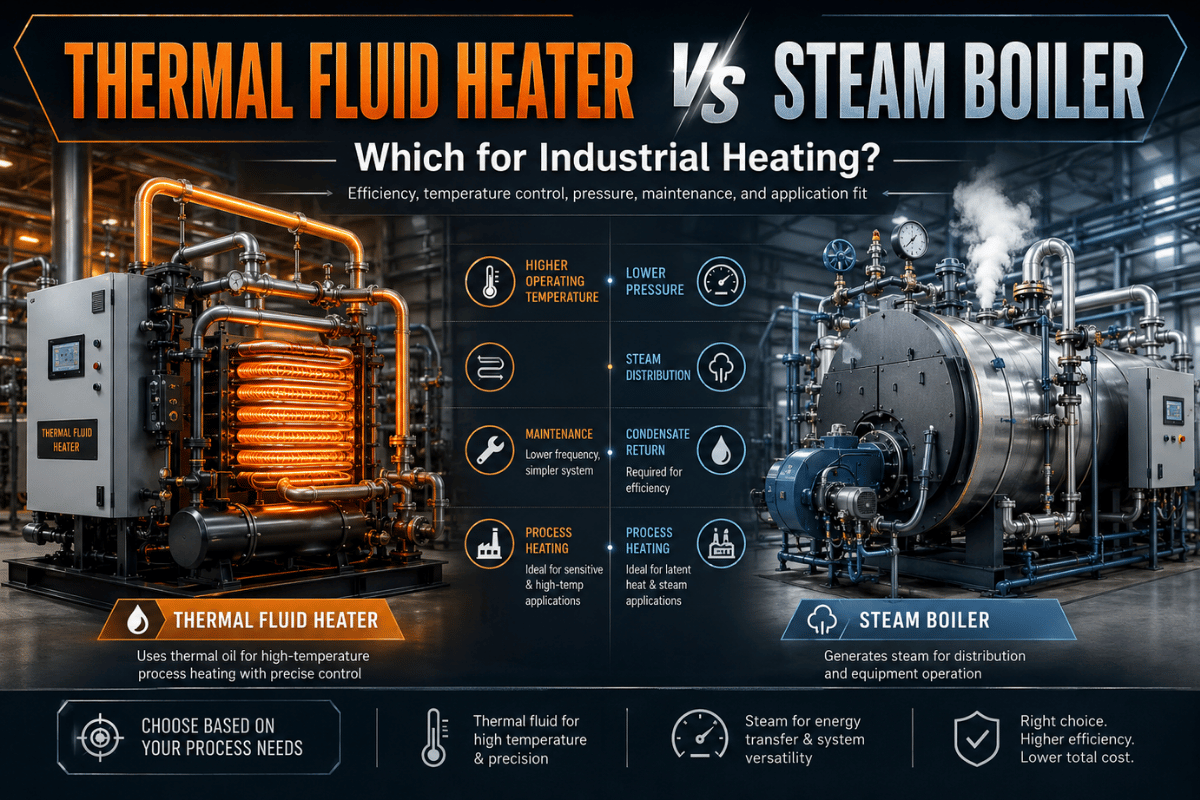
When comparing the pros and cons of a thermal fluid heater vs steam boiler for your industrial process application, the decisions aren’t about acquisition cost alone. Whether higher operating pressure, better operating pressure, or a lower level of complexity is what you need, all roads look very different in terms of how they stack up under your system conditions. If your aim isn’t to let steam do the heavy lifting, consult our easy-to-use tool and extensive database.
Quick Specs: Thermal Fluid Heater vs. Steam Boiler
| Parameter | Thermal Fluid Heater | Steam Boiler |
| Max Temp (operating) | 300–350°C (mineral oil) up to 400°C (synthetic) |
Up to 250°C (saturated) Up to 540°C (superheated) |
| Operating Pressure | 3–5 bar (0.3–0.5 MPa) | 5–150+ bar (0.5–15+ MPa) |
| Heat Transfer Phase | Single-phase liquid | Two-phase (liquid → vapor) |
| Fluid | Mineral or synthetic thermal oil | Water / steam |
| Latent Heat | None (sensible heat only) | ~970–1,000 BTU/lb at condensation |
| Primary Safety Standard | NFPA 87 (Thermal Fluid Heaters) | ASME BPVC Section I + National Board |
| Combustion Efficiency (typical) | 80–88% | Up to 95% (high-efficiency) |
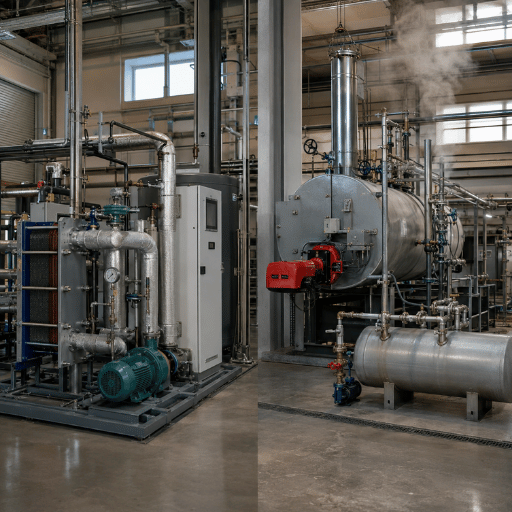
At a Glance: The Two Systems Compared
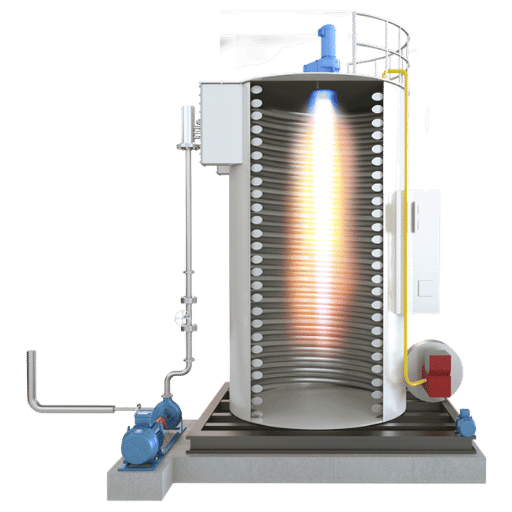
A Thermal Fluid Heater Athermal fluid heater (or a thermal oil boileror hot oil heater) pumps a liquid thermal oil through a fired coil, which heats up the oil, and then circulates it through the process heat exchangers. The oil remains in liquid form – it doesn’t change phases, so steam traps orcondensate lines aren’t required.A steam boiler (or hot water boiler) actually boils water into steam under pressure. Thissteam then carries the heat into the process as it condenses (releases latent heat), andthe condensate flows back into the boiler.
Both have reliable heating system design. The challenge is, which suits your industrial application. What will follow, sections address each differentiating characteristic, along with data based on the engineering of each unit.
How Each System Works: Single-Phase vs. Two-Phase Heating
The main distinguishing difference between a thermal fluid system and a steam system is the process of phase change. From this fundamental difference arises all the following practical benefit and drawbacks.
Single phase thermal fluid heater: This consists of a coil furnace heated indirectly by a closed-loop oil system — thermal oil serves as the heat transfer medium and remains liquid throughout the circuit. The heated oil is pumped from an expansion tank through the furnace coil and into process heat exchangers. As the oil never changes state, energy transfer occurs at constant temperature. This method is restricted to sensible heat only (transfer to change the temperature of the medium). Heat transfer rates depend upon flow rate and temperature differential. Pressures can be maintained low (3-5 bar), irrespective of the operating temperature as there’s no resistance to vapour pressure, which is encountered in the case of high-pressure steam, as no latent heat of vapourisation is involved. According to a plant engineer who has spent over a decade with large scale chemical operations: “Thermal oil is low pressure and goes to 600-800F all liquid, so no condensate and even heating across the equipment.”
The Steam boiler is the next technology that could be applied to transmit the thermal energy needed for these large industrial processes. The steam boiler heat the water up to its saturation temperature at operating temperature and then converts it to steam or vapor. The steam contains substantial energy with the latent heat of approximately 970-1,000 Btu per pound (based on the National Board of Boiler and Pressure Vessel Inspectors data). This energy is available isothermally (constant temperature) as condensation occurs at point of application using relatively small diameter pipes.
The “Corrosion-Free” Claim: Why Thermal Fluid Heaters Are Not Exempt
Another common misapprehension of thermic fluid heating is the lack of concern about corrosion. When thermic fluids break down thermally, they generate small molecule hydrocarbons, water and carbon dioxide, the most important by-products, which can then accumulate in the expansion tank, potentially resulting in corrosion within the tank walls, expansion tank vent, and upon heat exchanger surfaces. Fluid analysis isn’t a luxury for a thermal fluid heater, it’s the most important piece of preventative maintenance that exists, by a huge factor. This phenomenon is also not a mystery to process engineers; the key maintenance for TFH systems is clean fluid just like water treatment is essential for steam boiler operation.
The advantages and limitations of each system below reflect real-world operational data, not manufacturer spec sheets — distinguishing factors that matter to a plant engineer choosing between the two.
✔ Thermal Fluid Heater — Advantages
- High operating temperature (~400°C) / low operating pressure (3-5 bar)
- No phase change; No steam traps/condensate return.
- Consistent heat distribution across multiple users — no phase-change instability
- Lower installation complexity than high-pressure steam infrastructure; reduced maintenance burden
- No chemical water treatment systems required — unlike steam boiler systems that need continuous treatment programmes
⚠ Thermal Fluid Heater — Limitations
- Flammable; Fire hazard and vapour; NFPA 87 & expansion tank.
- Thermal degradation; oil analysis; replace oil (2-10 years)
- No direct process contact, heating is always indirect
- Cold temperature increases viscosity; may require freeze protection.
- No latent heat of storage buffer effect for supply variations.
✔ Steam Boiler — Advantages
- Latent heat (~970-1,000 BTU/lb) delivers dense energy to process in small dia pipe
- Direct contact capability, sterilization, humidification, steam stripping
- Universal fluid (water) — non-toxic, non-flammable, multi-purpose
- Isothermal process heat available at point-of-use.
- Use existing pressure-reducing stations (PRVs) for conversion.
⚠ Steam Boiler — Limitations
- Requires high pressure. >85 bar for 300°C.
- Steam trap failure, blowdown heat loss, condensate system cost
- Continuous water treatment program essential ($10k–$25k/yr for small boilers)
- Trained, licensed boiler operator often required by jurisdiction
- Water hammer and wet steam.
Temperature Range and Operating Pressure
What temperature can a thermal fluid heater reach?
Typical mineral oil-fired heating systems operate 200 to 320C; peak-temperatures are 300 to 350C depending on the grade of oil, while synthetic oils extend 400 to 400C .However these temperatures are maintained at very low pressure (3 to 5 bar). For context: water boils at 100°C at atmospheric pressure — to deliver saturated steam at 300°C, a boiler must operate at 85 bar, or roughly 85 times atmospheric pressure.
A 300C process using saturated steam will require a minimum of 85 bar boiler pressure. At a 350C required heat, this will approach165+ bar. A Bangladeshi plant requiring 280C process heat using a Gas-fired Thermal Oil boiler, will be operatingat a low pressure of 3 to 4 bar (Class II Vessel,nfpa 87). Steam equipment on the other hand for 280C steam will necessitate over64 bar process conditions (ASME BPVC, Sec 1 high-pressure boiler, classed as Class I). As far as capital installation goes,TFH wins in virtuallyevery category right out of the gate.
| Process Temperature Target | TFH System Pressure | Steam Saturation Pressure | Practical Winner |
|---|---|---|---|
| 150°C | 1–2 bar | 4.8 bar | Steam (infrastructure often already exists) |
| 250°C | 2–3 bar | ~40 bar | TFH (unless HP steam already installed) |
| 300°C | 3–4 bar | ~85 bar | TFH (clear pressure safety advantage) |
| 350°C+ | 4–5 bar (synthetic fluid) | >165 bar | TFH only (steam is not viable) |
📐 Engineering Note
Pressure, Bar 0 20 40 60 80 100 120 140 160 180 -80 -60 -40 -20 0 20 40 60 80 100 120 140 Temperature of Steam, °C Source: ASME Boiler and Pressure Vessel Code, Sections and II
Thermal Efficiency: Why “95% Combustion Efficiency” Can Be Misleading

Why Steam Still Powers ~99% of Industrial Plants, Despite the Efficiency Gap
“Modern efficient steam boilers are designed to be 90-95% efficient in converting the heat available in fuel to steam”. While a very important consideration, only one part of a steam system, it doesn’t consider system losses from that steam post conversion. According to the US DOE Boiler &chiller optimization Guide, a plant steam system can lose 25 to 45% through; stack loss, blowdown loss, shell losses and distribution/system losses. As such, a system designed to be “90-95% efficient “is usually operating with about 75 to 80% system efficiency in reality.
The principal loss mechanisms are:
- Blowdown heat loss – to prevent mineral build-up that leads to scale/corrosion, a continuous stream (1-8% of feed) of water has to be continuously removed from the bottom of the boiler. That “ blowdown water”is discharged at boiler steam temperature and all of its heat (at boiler temperature and saturation conditions) is wasted.
- Steam trap losses Failed open steam traps are venting live steam to condensate, carrying with them all of the energy from that steam. Industry reports indicate typically 15-20% of steam traps in a plant are failed or failing at any time.
- Condensate recovery and return losses: if condensate isn’t returned to the boiler, cold makeup water replaces it, increasing fuel consumption and chemical spend.
“Steam systems have many energy losses not accounted for by the combustion efficiency figures. Lost energy through blowdown, failed traps and flash steam, while invisible in efficiency reports, are very real when paying your fuel bill.”
Glenn Hahn, Technology Manager, Spirax Sarco Inc., writing for the National Board of Boiler and Pressure Vessel Inspectors
Actual real-world efficiencies for thermal fluid heaters are estimated to be 80-88% – a competitive figure, but not overwhelmingly superior to a well-maintained steam system. The truth about system efficiency is slightly more complex. The argument for thermal fluid heating systems comes down to distribution efficiency (no steam traps, blowdown, limited loss), compared to steam’s efficiency at the heat exchanger point (latent heat, meaning more heat transfer at less volume).
Why does steam remain the workhorse for over 99% of all worldwide industrial applications? Simply put, steam provides a water, non-toxic, non-flammable, all-purpose energy transfer medium. A plant can heat up a jacket, drive a turbine, power an ejector, and strip a column, all on one steam system. It would be a difficult challenge to try to achieve all four from a thermal fluid heater system. Plants that currently run high-pressure steam find pressure-letdown stations for lower temperature processes a more economical option than purchasing and installing an entirely new thermal fluid heating system. Energy use for industrial processes heating in the U.S. represents roughly 31 percent of all manufacturing energy consumption – by far the largest end-use category, according to the American Council for an Energy-Efficient Economy (ACEEE).
💡 Key Takeaway
Combustion efficiency (What the boiler maker claims) System efficiency (What you’re billed for in gas usage). Boiler efficiency: less blowdown lossess, trap losses, and distribution losses. Thermal fluid heater system: Lessheat losses within the heater itself and less fuel use due to oil degradation. In reality,neither systemsoperateat itsrated combustion efficiency.
Safety, Regulatory Compliance, and Operator Certification
Is a thermal oil heater a boiler under the code?
No, thermal fluid heaters aren’t classified as boiler equipment under the vast majority of jurisdictional codes. This makes them safer to operate in terms of licensing burden and pressure-related risk. It’s also important from a regulatory licensing standpoint.Boiler equipment, under ASME Boiler and Pressure Vessel Code (BPVC) Section I – Power Boilers, in most states in the United States requires a periodic inspection by a National Board accredited inspector and an authorized licensed boiler operator. However, thermal fluid heaters are designed and built for low-pressure, non-aqueous fluid service, and operate under the NFPA 87: Standard for Thermal Fluid Heaters -a fire safety code regulating the hazards of vapor accumulation and potential ignitions, but not the structural integrity of a pressure vessel.
⚠️ Regulatory Nuance
NFPA 87 (thermal fluid heaters) and NFPA 86 (ovens and furnaces) are separate standards. A thermal oil boiler does NOT fall under NFPA 86 standards.Always check with your local Authority Having Jurisdiction (AHJ) as states may have requirements that extend beyond those contained within the standards.
The practical compliance differences between the two systems:
- steam boiler: need ASME BPVC section I design / fabrication certification. According to National board of boiler and pressure vessel inspectors, hot-water heating boiler must be provided with an ASME certificate of inspection (COI) every 2 years including with internal boiler survey. High pressure steam boiler will typically face yearly inspection in the US jurisdictions, in which a license boiler operator will be required in most state on operating steam boiler greater than 15 PSI.
- Thermal fluid heater: must be NFPA 87 compliant design. design includes features like: oil containment systems; expansion tank venting system; Fire suppression; Interlocked high-temperature cutoffs. no jurisdiction based boiler license is required in most US states. although, nfpa 87(2026 revision is underway) will add additional design requirement for multi-burner fluid heating equipment applications.
- Both Systems: OSHA 29 cfr 1910 General industry standard applies. Employee training; written standard operating procedure; hazard communication will be required for both systems.
Total Cost of Ownership: 10-Year CAPEX + OPEX Comparison
The initial purchase price of a thermal oil boiler is comparable to a steam boiler of equivalent capacity for small-scale industrial processes (e.g., 1–5 t/hr). Over a ten-year timeframe, the total operating cost shifts significantly in favor of thermal oil systems — the right selection can reduce operating costs by $100,000–$250,000 through eliminated water treatment alone. In this study, the estimates for midsize industrial plant operations using the typical range of industry-established costs are applied. Actual estimates would vary by type of fuel, water conditions, and operating hours, and have been sourced and reviewed from multiple sources within the industry for use in these comparisons; they should be validated for use in your facility against firm quotation(s).
| Cost Category | Thermal Fluid Heater | Steam Boiler |
|---|---|---|
| Initial Equipment | Comparable (slight premium for expansion tank + pump) | Comparable baseline |
| Installation (piping/civil) | Lower: no condensate return, no steam traps | Higher: steam trap stations, condensate return lines, water treatment room |
| Annual Water Treatment | $0 (no water circuit) | $10,000–$25,000/yr for small plants (2–5 t/hr) |
| Fluid Replacement | $5,000–$20,000 every 2–5 years (mineral oil) or 5–10 years (synthetic) | $0 (water is replenished, not replaced) |
| Steam Trap Maintenance | N/A | $200–$600/trap replacement; failed traps add 5–15% to fuel costs |
| Operator Licensing | Not required in most U.S. jurisdictions | Licensed boiler operator often mandatory for HP steam |
| Inspection Fees | Lower (NFPA 87 — not ASME pressure vessel code) | National Board inspection every 1–2 years; fees vary by state |
💡 TCO Reality Check
Water treatment can have a major impact that’s frequently not discussed on steam boiler total cost of ownership calculations. On a 2-5 t/ hr steam boiler scale, a full chemical program will include cost of the chemicals; scheduled services by the chemical vendor; and the process monitoring costs – and will typically add $10,000–$25,000 per year . Over 10 years, this translates into $100,000-$250,000 in treatment costs alone and could negate the purchase cost difference in favor of a steam boiler,depending on water and steam conditions. Consult our boiler operating cost calculator to determine your facility-specific values for your application.
Which Industries Use Each System?

Determining when to apply a thermal fluid heating system versus a steam boiler comes down to the specific application – is steam directly required or would an indirect heating system suffice?
| Industry | TFH Suitability | Steam Suitability | Deciding Factor |
|---|---|---|---|
| Asphalt / Bitumen | ✔ Preferred | Rarely used | Requires 200–280°C indirect heating; TFH is the industry standard |
| Plastics / Rubber Processing | ✔ Preferred | Limited use | Precise temperature control at 150–300°C; no water contamination risk |
| Textile / Drying | ✔ Common | Also common | TFH for high-temp indirect drying; steam for direct steam injection humidification |
| Chemical Processing | ✔ Common (reactors, heat exchangers) | ✔ Common (reboilers, stripping) | Steam for direct contact and multi-purpose use; TFH for isolated high-temp circuits |
| Food Processing | Limited (indirect frying/heating) | ✔ Preferred | Food-grade steam required for sterilization; regulatory preference for water-based systems |
| Pharmaceuticals | Niche (API synthesis) | ✔ Dominant | Autoclave sterilization requires direct steam contact; WFI (Water for Injection) production |
| Paper / Pulp | Rare | ✔ Dominant | Direct steam injection for pulping; turbine drives from high-pressure steam |
| Oil & Gas Pipeline Heating | ✔ Preferred | Limited | TFH avoids freeze risk on remote sites; no water injection risk in oil circuits |
Which Should You Choose? The 4-Variable Selection Framework
Having analyzed literally hundreds ofindustrial applications, a common thread exists: four basic questions determine the proper system for most applications. SinceTaigue manufacturesbo th steam boilers and oil & gas fired thermal oil heaters, it’s not an effort to steer an application to one type or the other. Rather, it’s purely an evaluation of fit.
The 4-Variable Selection Framework — Answer These in Order
Q1: Does your process require operating temperature above 300°C?
YES → Choose TFH. Steam at this temperature requires 85+ bar and HP boiler certification. TFH delivers it at 3–4 bar.
NO → Continue to Q2.
YES → Choose TFH. Steam at this temperature requires 85+ bar and HP boiler certification. TFH delivers it at 3–4 bar.
NO → Continue to Q2.
Q2: Does your process require direct steam contact? (sterilization, humidification, steam stripping, turbine drives)
YES → Choose Steam. No thermal fluid system can substitute for direct steam contact in sterilization or injection applications.
NO → Continue to Q3.
YES → Choose Steam. No thermal fluid system can substitute for direct steam contact in sterilization or injection applications.
NO → Continue to Q3.
Q3: Is water scarce, expensive to treat, or is your site in a freeze-risk environment?
YES → Choose TFH. Oil circuits do not freeze; no water treatment programme; no blowdown. In water-scarce or remote locations, TFH operating costs are materially lower.
NO → Continue to Q4.
YES → Choose TFH. Oil circuits do not freeze; no water treatment programme; no blowdown. In water-scarce or remote locations, TFH operating costs are materially lower.
NO → Continue to Q4.
Q4: Do you already have high-pressure steam infrastructure at the site?
YES → Choose Steam (pressure letdown). A pressure-reducing valve station costs a fraction of a new TFH installation. Use what you have.
NO → TFH is worth a detailed TCO comparison for your specific capacity. Request a sizing recommendation.
YES → Choose Steam (pressure letdown). A pressure-reducing valve station costs a fraction of a new TFH installation. Use what you have.
NO → TFH is worth a detailed TCO comparison for your specific capacity. Request a sizing recommendation.
consider a new complex in Southeast Asia for a chemical production facility. there’s no pre-existing steam system on site, but process fluid is required to be heated to 260C using a jacket application, and water is relatively scarce on the industrial site. question #1 – Is the process temperature 260C or below, but not above 300C? Y/N. Q2 – Is there any requirement for direct steam injection in the process? Y/N. Q3 – are you at all concerned with water conservation in the long term? Y/N. in this case, answer to 1,2, and 3 are “yes”. the clear answer here’s to install a thermal oil heater. also in this case, a biomass boiler would also meet the process temperature need and avoid ongoing natural gas costs. Zegbrk_0007.
Quote this framework in capital expenditure proposals. Four binary questions that structure a heating system selection for any committee audience – the logic is traceable and defensible.
Industrial Process Heating in 2025–2026: Why This Decision Is Getting More Complex
The thermal fluid heater vs. steam boiler decision was relatively stable for decades. In 2025-2026, three converging forces are adding a new layer of complexity that engineers specifying new systems need to factor in.
1. Electrification is arriving faster than expected for process heat. The process-heating-systems“>U.S. Department of Energy’s Process Heating Systems program – which identified process heating as approximately 31% of total U.S. manufacturing energy consumption – prioritized process heat decarbonization in its 2024 Better Buildings Summit. Electric thermal fluid heaters (resistance or heat pump-based) are now commercially available up to several MW capacity and offer a zero-combustion alternative where grid electricity is clean and competitive. If your new facility has a >10-year horizon and your jurisdiction is implementing carbon pricing, the “TFH vs Steam” question may soon expand to “Electric TFH vs Fuel-Fired TFH vs Steam.”
2. NFPA 87 is being updated for 2026. The forthcoming NFPA 87 (2026 edition) incorporates new requirements for multi-burner thermal fluid heater installations, derived from NFPA 86 (2023) language on multi-burner ovens. If you’re specifying a large-capacity system (multiple burner trains), design it to meet the 2026 edition – retrofitting to code after commissioning is expensive.
3. The heat transfer fluids market is growing at 7.7% CAGR (2024-2030), driven by specialty chemical processing and electronics manufacturing demand. New synthetic fluids offer higher temperature stability and longer service intervals than the mineral oils of a decade ago – further improving TFH economics for high-temperature applications. If you evaluated TFH five years ago and found the fluid replacement interval prohibitive, it’s worth revisiting with current synthetic fluid options.
💡 Action Point for 2025–2026 Specifications
If you’re sizing a new industrial heating system with a >10-year operating horizon, build a three-way comparison: fuel-fired steam boiler / fuel-fired TFH / electric TFH. The electric option may not win today on capital cost, but factor in projected carbon costs. Use our industrial boiler sizing calculator as a starting point for capacity and fuel consumption estimates.
Frequently Asked Questions
What is the difference between a thermic fluid heater and a steam boiler?
View Answer
A thermic fluid heater circulates mineral or synthetic oil at low pressure (3-5 bar), transferring heat to process equipment indirectly – no phase change, no steam traps. Temperatures reach 350-400C. A steam boiler converts water to pressurized steam, which releases latent heat (~970-1,000 BTU/lb) at the point of use. Reaching 300C with saturated steam requires over 85 bar, plus condensate return and water treatment infrastructure.
Is a thermal oil heater a boiler?
View Answer
Although a thermal oil heater doesn’t fall into the “boilers” classification in most regulations. The use of steam boilers generally relies on section I of the ASME Boiler and Pressure Vessel Code (BPVC) and often requires inspection by the National Board and licensed operators, although this varies from one U.S. jurisdiction to another. A thermal fluid heater falls under fire safety standard NFPA 87: Standard for Thermal Fluid Heaters and not under pressure vessel code. In most U.S. states, steam generation is usually a process involving water under high pressures so there are special boiler operator licensing requirements. Since TFH is an oil the maximum operating pressures are generally limited to 3 to 5 bar(3 to 5 bars) at temperature and the boiler operator licensing doesn’t apply.
Can a thermal fluid heating system produce steam?
View Answer
High Pressure steam boilers are steam systems that operate above 10.3 barg(bar gage) which usually require licensed operators, National Board inspection. Low-Pressure steam can also be produced in a TFH system by the installation of a waste heat steam generator (WHSG) which is in effect a thermal oil-to-water heat exchanger within the TFH system. When it’s beneficial to use steam (such as in cleaning/sanitizing and humidification and sometimes to drive mechanical loads such as steam turbines) but indirect, high-temperature indirect heating is also needed, this “hybrid system” can be a reasonable choice. While it adds to the cost of the installation as compared to either a standalone steam system or a standalone thermal fluid system it often makes a good choice when both conditions are met at a given facility.
What is the most efficient form of industrial heating?
View Answer
Which has the greater efficiency? It really depends on what metric you use. The efficiency values we quote are typically total system efficiency after considering all inherent system losses. High efficiency steam boilers are capable of 95% combustion efficiency ( at the stack ) but that typically drops to 75 to 80% after accounting for blowdown, lost condensate and failed steam traps, and piping losses as identified in the DOE Steam System Survey Guide. The TFH has significantly lower parasitic losses since there’s no blowdown and no condensate return system, resulting in system efficiencies of 80 to 88%. While the conversion of electrical energy to heat by an electrical resistance heater can approach 99% the cost of energy for it usually prohibitively higher. If you need heat above 200 °Celsius (400 °F) thermal fluid system is almost always more efficient.
When does a steam boiler outperform a thermal fluid heater?
View Answer
Steam is preferable when one or more of the following conditions are met: • The application requires direct steam-contact sterilization, humidification, steam stripping, or autoclaving. • A pre-existing, high-pressure steam system with extensive infrastructure can be used through simple pressure let-down in lieu of installation of a new thermal fluid heating system. • The process temperature is below 150 °Celsius (300 degrees F) and latent heat energy at pressure is more cost-effective than indirect heating via oil. • The process also involves a requirement for steam to drive mechanical loads (turbines, ejectors, compressors, etc.) or where there’s no other substitute for direct steam-drive machinery. In all other cases a direct comparison of system economics should be conducted.
Not Sure Which System Fits Your Process?
Give our engineering team at Taiguo your temperatures, capacity, and constraints. We’ll help you select the most efficient solution, complete with the necessary sizing information, in under 24 hours.
About This Analysis
Whether steam or thermal oil, how to make the choice. Taiguo can supply to you a boiler in which to use the steam heat generated from thermal oil. this comparative, but not judgmental, analysis uses readily available engineering data, based upon industry codes, “best practices” and practitioner input, to establish the trade-offs to consider. This analysis is for informational purposes, only, and all calculations and decision-making require the input of our engineers. If the data originates from a single source or requires further investigation, we indicate such, or flag if verification at the site is necessary. The ‘4 Variable selection frame work’ described below mirrors how we our engineers would go about the decision making for an entirely new process heating specification for an industrial facility.
References & Sources
- Process Heating Systems – U.S. Department of Energy, Office of Industrial Technologies
- Improving Process Heating System Performance: A Sourcebook for Industry, Third Edition – U.S. Department of Energy
- Steam System Survey Guide – U.S. Department of Energy, Office of Energy Efficiency and Renewable Energy
- Energy Use and Carbon Emissions in U.S. Manufacturing – American Council for an Energy-Efficient Economy (ACEEE)
- Boiler Efficiency and Steam Quality – National Board of Boiler and Pressure Vessel Inspectors
- ASME Boiler and Pressure Vessel Code (BPVC) – American Society of Mechanical Engineers
- NFPA 87: Standard for Thermal Fluid Heaters – National Fire Protection Association
Related Articles
- Complete Guide to Thermal Oil Boilers – Design, operating parameters, and selection criteria
- Steam Boiler Maintenance Guide – Water treatment, blowdown, and steam trap management
- Types of Industrial Boilers – Fire-tube, water-tube, and specialty boiler configurations
- Industrial Heat Exchangers Guide – How to match exchanger type to your heating system
- Oil and Gas Fired Boiler Guide – Fuel selection and combustion efficiency for industrial boilers
Reviewed by the Taiguo Engineering Team – specialists in thermal oil boiler and industrial steam boiler design and manufacturing since 2004.