Get in Touch with Taiguo

What Is a Firetube Boiler? Meaning, Components, Designs & Industrial Applications
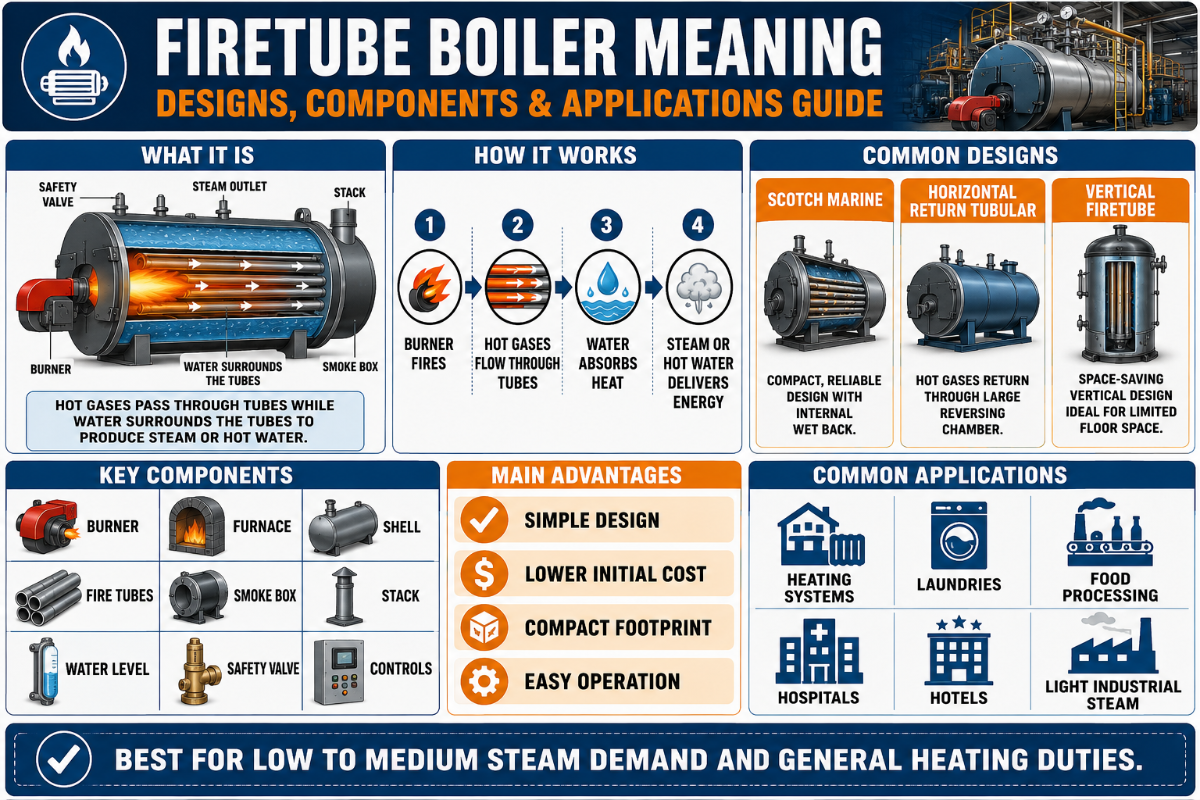
Firetube boiler meaning is simple: a steam boiler with hot combustion gases flowing through metal tubes in a passage inside a water-bodied shell which heats the water till it turns into steam or hot water. The design, used in powered the first generation of practical steam locomotives was invented by French engineer Marc Seguin who patented his multi-tubular boilers in late 1827 and is still the vehicle for low- to medium-pressure industrial heating 200 years later. This guide covers what the term means, how the design developed across six distinct types, every main component, and the six species of firetube units that outperform their water-tube counterparts even in 2026.
What Does “Firetube Boiler” Mean? (Definition & Synonyms)
A fire-tube boiler is a type of boiler in which hot gases from a fire pass through one or more pipes through a closed vessel of water resulting in heat transfer through the walls of the pipe by conduction of heat and convection till the exterior water is saturated steam in appearance. combustion occurs inside an internal furnace (or external firebox), and the flue gas reverberates through a stack at the rear end, giving up most of its thermal energy to the water surrounding it.
Industry sources write the term in various ways – “firetube”, “fire-tube”, “fire tube”. “fire tube” and “smoke-tube boiler” are all alternatives: smoke-tube boiler because the visible product coursing through the tubes is smoke and flue gases because the only flame visible is outside. Industry reference site Forbes Marshall steampedia has “shell and tube boilers are also referred to as fire tube or smoke tube boilers”. In procurement, design and standards documents all three appellations are used.
Quick Specs: Firetube Boilers at a Glance
| Inventor / Year | Marc Seguin, patented December 12, 1827 |
| Working Pressure (typical) | Below 300 psi (≈ 2.0 MPa); custom designs reach ≈ 350 psi |
| Steam Capacity (practical max) | ≈ 50,000 lb/hr (≈ 22.7 t/h) |
| Thermal Efficiency | 70–85% conventional; up to 98% (HHV) for condensing hot-water versions |
| Common Standards | ASME BPVC Section IV (heating) & Section VII (operations); EN 12953; BS 2790 |
| Best For | Saturated steam < 22 t/h, hot water heating, food processing, textile, pharma, hotel HVAC |
A Brief History: How the Firetube Boiler Was Invented (1700s–Today)
steam-raising vessels pre-date the firetube concept: early Newcomen and Watt engines used single-flue “haystack” or “wagon” boilers – pressure vessels with one large furnace flue. In 1804, English engineer Richard Trevithick built a high-pressure boiler suitable for a moving locomotive – the evolutionary ancestor of every modern packaged unit.
Multi-tubular firetube design – small tubes in number from corner to corner in the water-filled shell – was patented by French engineer Marc Seguin on 12 December 1827., according to Wikipedia’s Locomotive Seguin entry. Seguin first applied his multi-tubular boiler in river boats on the Rhne in 1828 and an then in a working steam locomotive on the Lyon-Saint-tienne Railway. Robert Stephenson and Henry Booth independently arrived at a similar arrangement for the 1829 “Rocket” locomotive.
Over the course of the 1800s the design split into four classical industrial forms detailed below – the Cornish and Lancashire flued boilers (single and dual large furnace flues); the Scotch marine boiler that kept an ocean fleet moving for nearly a century; and the locomotive boiler with its water-jacketed firebox. Contemporary packaged 3-pass and 4-pass horizontal designs are inheritors of the old Scotch marine design. As noted on Wikipedia’s Fire-Tisuhig boilers entry, “fire-tube boiler” is now used for any of these aged decedents in which combustion gases ultimately travel inside the tubes.
How a Firetube Boiler Works (Working Principle)
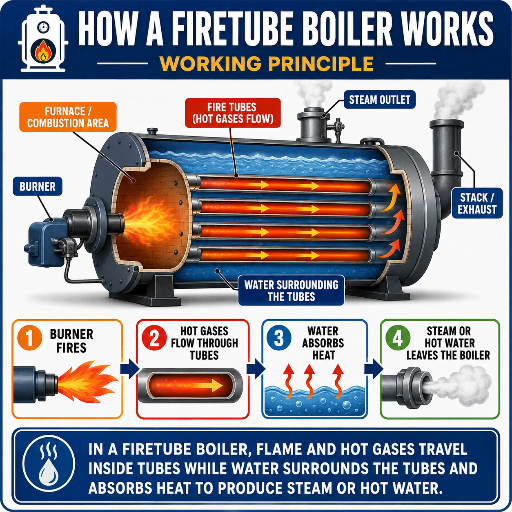
At its heart a fire tube boiler is a heat exchanger that converts a fuel’s chemical energy into useful thermal energy through four sequential stages. Fuel is atomized at the burner, ignited inside the combustion chamber, the resulting hot combustion gases pass through one or more tube banks, and steam or hot water leaves through the outlet header.
How Does a Fire Tube Boiler Work? (Step-by-Step)
- Within the furnace flame-chamber, the burner mixes fuel (natural gas, light oil, heavy fuel oil, biogas, or – in the past – coal) with combustion air and ignites the mixture within the combustion chamber. Flame temperature reaches around 1,200–1,400 °C, well above the metal temperature designed to the tube.
- Hot combustion gases flow down the central furnace tube, transferring heat by radiation to the tube wall and then to the surrounding water by conduction. This first pass alone can heat the water in the lower half of the shell to within 30–50 °C of saturation temperature.
- A reversal chamber turns the gases 180° and routes them back through a bank of smaller smoke tubes (the second pass), then forward again through a third bank (the third pass). Each added pass widens the heat transfer surface and reclaims more energy from the cooling flue gases. Modern WNS horizontal 3-pass fire-tube packaged designs drop exhaust temperature from above 1,200°C at the burner down to roughly 200–250°C at the stack, capturing the difference as usable steam.
- Heated water either reaches the set temperature (hot-water boiler) or boils into saturated steam at the top of the shell. A steam dome or steam space collects the dry vapor and routes it through the main stop valve; flue gases vent to atmosphere through the stack. One full steam generation cycle, from cold start to full pressure, takes between 5-15 minutes for a single unit.
📐 Engineering Note: Why Pass Count Matters
The driving heat-transfer equation is Q=UAT lm, where adding an additional pass nearly doubles the available surface A. Industry literature most often lists a 5-8 percentage point efficient heat transfer gain going from 1-pass to 3-pass and a further 1-3 points from 3-pass to 4-pass. Diminishing returns take hold after four passes because the log-mean temperature difference (Tlm) shrinks more quickly than increases in surface area. For the majority of industrial steam loads under 20 t/h, the 3-pass packaged design is now the de facto efficiency/footprint/capital-cost sweet spot.
Smaller installations sometimes invert the layout: a vertical fire-tube steam generator is positioned with the burner at the top of the shell, fires a downward-flame through the short vertical smoke tubes and uses the compact short-flame arrangement at the bottom of the shell to provide direct radiation to the surrounding water bath. Absolute capacity is quite limited (typically below 2 t/h) but footprints are substantially reduced – very useful for laundries, small workshops, and lab steam loads.
Main Components of a Firetube Boiler
Every fire tube boiler — whether a 1.0 t/h vertical lab unit or a 20 t/h packaged horizontal monster — shares the same component family. Reading the parts list helps you decode an OEM quote, a cross-section drawing, or a service manual.
- boiler shell. A cylindrical pressure vessel contains the volume of water housing the tubes. Usually a formed and welded carbon steel vessel sized according to ASME BPVC Section IV or EN 12953.
- Furnace (combustion chamber). A front-most large flue within which the burner flame originates. Accounting for around 40-45% of the total heat transfer, the furnace delivers direct radiation down onto the surrounding water bath.
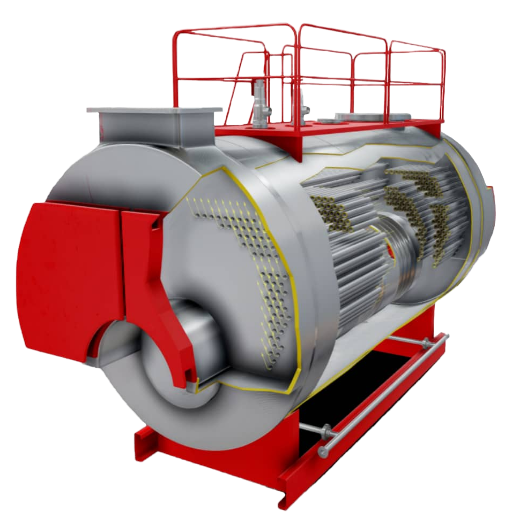
- Smoke tubes (boiler tubes). Smaller diameter tubes arranged arranged in banks running the length of the shell. Kiln-fired gases flow are inside, water surrounds them on the other sides. Typical 10 t/h packaged units mount 80-160 smoke tubes.
- Front and rear tube plates. Heavy steel plates which hold each end of a set of smoke tubes, separating the gas and water sides.
- A reversal chamber (wetback or dryback design) converges and diverges the flue gases between passes. Wetback chambers provide a water jacket and improves heat transfer, a dryback chamber is insulated with refractory material and easier to service.
- Burner units. Each combines the fuel flow with combustion amount of Primary Air into an atomizer and provides the spark ignition source. Modern burners feature a modulating control system for the burner modulation.
- Stacks vent flue gases to atmosphere. An economizer is a optional device to pre-heat incoming feedwater with recycle waste heat and increase the overall efficiency gained to 5-7 additional percentage points.
- Thea safety external mountings as per ASME BPVC pressure-vessel rules), pressure gauge, water level gauge glass, low-water cutoff, blowdown valve, feed check valve, and main stop valve. These are non-negotiable for
Practitioners on industrial boiler forums on a regular basis cite low-water crown-sheet failure as the leading cause of catastrophic firetube destruction – the behavior of float-type low-water cut-offs means that an operator has to clean out the float chamber every so often and cannot rely on the control loop to do so. Maintenance discipline applies equally to compact vertical fire-tube deployed at unmanned sites.
Types of Firetube Boilers (Designs & Configurations)
One of questions that Google’s “People Also Ask” is bringing up is “What are the three types of fire tube boilers?”—and there is no single canonical answer because firetube boilers are categorized on three orthogonal axes simultaneously. Asking about “the three types” is like asking about “the three kinds of automobiles”: do you refer to body shape, power source, or the number of forward gears?
Firetube machines are likewise categorized by their ancestors, their method of fitting into the liner system, and by pass count—and each individual firetube unit belongs to three independent categories at once.
What Are the Three Types of Fire Tube Boilers?
Most industry references in an industry means that when they refer to “three types” the above three classification axes:
- Historical lines of development: Cornish (single large furnace flues), Lancashire (two parallel furnace flues), Scotch marine (multi-tube, cylindrical – forerunners of the present day packaged designs).
- Power: vertically inclined horizontal fire-tube boiler, horizontal fire-tube boiler, locomotive (horizontal with separate firebox).
- Pass count—2—pass, 3—pass fire-tube boiler, 4—pass The number of times the combustion gases switch directions prior to the stack
Our complete lineage table—what we speak of colloquially as the “1827 to 2026 firetube genealogy”—is as following:
| Type | Era of Dominance | Defining Feature | 2026 Status |
|---|---|---|---|
| Cornish | 1810s–1850s | Single large furnace flue inside a horizontal cylinder | Heritage / preserved use |
| Lancashire | 1840s–1950s | Two parallel furnace flues, larger steam space | Heritage |
| Locomotive | 1830s–1960s | External firebox + many small fire tubes | Heritage railway only |
| Scotch marine | 1860s–1960s (shipping) | Multi-tube cylindrical, internal furnace | Direct ancestor of modern packaged units |
| Vertical fire-tube | 1900s–present | Stand-on-end shell, downward flame | Active for < 2 t/h applications |
| Modern 3-pass / 4-pass packaged | 1960s–present | Factory-assembled, multi-pass horizontal Scotch derivative | Industry standard for 1–22 t/h |
Decision Framework: Match Application to Firetube Type
| If You Need… | Consider | Because |
|---|---|---|
| ≤ 2 t/h steam, tight floor space | Vertical fire-tube | Smallest footprint; simplest control |
| 1–20 t/h steam, packaged delivery | Horizontal 3-pass (Scotch derivative) | Best $/ton; pre-assembled; ≤ 1.6 MPa |
| 0.35–14 MW hot water, no steam needed | Horizontal hot-water firetube | No steam drum; tuned to hydronic loops |
| > 22 t/h or pressure > 2 MPa | Switch family to water-tube | Firetube cylindrical-shell hoop-stress limit reached |
In today’s industrial procurement three Scotch, three way formations fit nearly 100% loads: a modern packaged 3-pass fire-tube boiler (3 pass) for most 1-20 t/h saturated steam, a gas-fired-boiler/cwns-oil-gas-fired-hot-water-boiler“>horizontal fire-tube hot water boiler (hot water) for district heating and HVAC, and a compact vertical fire-tube arrangement for sub 2 t/h applications. Taiguo’s WNS, CWNS and LHS series fell into these three slots.
Firetube vs Water-Tube Boiler: Key Differences
Water-tube boilers reverse the firetube design, with water in the tubes with the combustion gases around, alters every downstream property from the pressure ceiling to the capital investment, as summarized in industry sources:
| Parameter | Fire Tube Boiler | Water Tube Boiler |
|---|---|---|
| What flows in the tubes | Hot combustion gases | Water and water/steam mixture |
| Pressure range (typical) | Below 300 psi (≈ 2.0 MPa) | Up to 5,000 psi (≈ 34 MPa) |
| Steam capacity (practical) | Up to ≈ 50,000 lb/hr (22.7 t/h) | Up to 1,500,000 lb/hr |
| Thermal efficiency | 70–85% conventional | 80–88% conventional |
| Response to load swing | Slower (large volume of water buffers) | Faster (small water inventory) |
| Capital cost per ton | Lower | Higher |
For a more in depth comparison of selection tradeoffs check, out our fire-tube v water-tube boiler comparison guide. When pressure and capacity begin to exceed the firetube envelope a D-type water-tube boiler rated for 4-130 t/h and 3.82 MPa is the solution.
Industrial Applications of Firetube Boilers
fire tube boilers are commonly installed wherever a plant requires a dependable saturated steam or hot water service below 22 t/h, where basic instrumentation and low capital cost are favored over ultra-high-pressure. Most plants run them for generating steam at saturated conditions, while a few larger units have a superheater coil to provide superheated steam for turbine drives. Eight industries make up the bulk of the installed units worldwide:
- Food and beverage processing — sterilization steam, evaporation, and juice pasteurization (typical 2–10 t/h saturated steam at 0.7–1.0 MPa).
- Textile dyeing and finishing — dyebath heating and cylinder drying (4–15 t/h, often dual-fuel for gas/diesel switch over).
- In hospital sterilization and pharma autoclaves clean steam at 0.3-1.0 MPa for under 2 t/h loads.
- Single pass, hot-water firetube—sites in hotels and districts have applications for HVAC, cold water, and laundry.
- Brewing and distilling kettles: moderate-pressure steam at moderate pressure.
- Pre-heating process water and providing machine pre-heat steam at paper mills.
- Chemical reactor jackets need controlled-temperature batch heat.
- Wood, rubber, and asphalt processing tap process heat below 2 MPa.
One typical deployment looks like this: a Southeast Asian textile dyeing facility ordered a 6 t/h horizontal 3-pass packaged firetube unit fired on natural gas with diesel back-up. Plant operations run on a 16-hour daytime cycle with steady 4 t/h base load and 6 t/h peaks during dyebath fill. Cold start to full pressure takes about 12 minutes, and the modulating burner holds steam pressure within ±0.05 MPa across the 30–100% load range. After 18 months the only unscheduled stop has been a planned safety-valve recertification. That stability profile, replicated across thousands of similar installations in industrial oil and gas fired boilers, is exactly why firetube boilers remain a primary choice for moderate-pressure industrial steam.
Advantages and Limitations of Firetube Boilers

✔ Advantages
- Lower capital cost per ton than equivalent water-tube units
- Simpler internal layout — easier maintenance access
- Big volume of water give good thermal inertia which keep away load fluctuations.
- Compact packaged delivery for capacities under 20 t/h
- Brændstofflexible: naturgas, LPG, diesel, tung brændselsolie, biogas og (i ældre modeller) kul9.
⚠ Limitations
- Pressure just below 2 MPa – over that the hoop stress in the cylindrical shell is too high
- Steam capacity practical ceiling around 22 t/h
- Slower response to sudden load changes than water-tube units
- Greater water inventory higher risk with low-water cutoff failure
- scale buildup causes the efficiency of when untreated feedwater feedwater, the by 8–12% into deposit.
What Are the Disadvantages of Fire-Tube Boilers?
One overwhelming negative is a structural one. A firetube’s pressure rating is limited by the hoop stress in its single large cylindrical shell, and given the ASME BPVC limits (commonly quoted at 17,000psi allowable hoop stress) the plausible pressure ceiling approaches 300psi for most designs. Nothing above that necessitates hugely thick shell plate.
While this is ultimately a physical limit there is also a long-term operational one: operator error. Although the large body of water greatly smooths pressure fluctuation it introduces a severe risk should the low-water cutoff stick. Discussion on industrial boiler forums repeatedly identifies low-water crown-sheet failure as the single most common, catastrophic failure mode.
There are two design choices that designed-in enough room for both extremes. Proper sizing with an industrial boiler sizing calculator so as to evade the 25-30% oversize standard pitfall that causes a unit to work continuously on low fire; and modelled annual operating cost with a boiler operating cost calculator that shows, almost universally, that the cost of fuel v equipment is around 90 to 10 in favor of fuel, making efficiency improvements financially desirable.
Are Firetube Boilers Still Used? Industry Outlook
Yes – and the data is more positive than the headlines imply. In 2024, the global fire tube industrial boiler market was valued by Intel Market Research at USD 2.16 billion, and remains on track by 2034 to reach USD 2.55 billion at a CAGR of 2.5% – still over GBP 11 billion annually in global demand. In the large market, 2025 sales for fire-tube hot-water, water-tube, and co-generating plants totaled over USD 12.1 billion, and by 2035 global Market Insights estimates a CAGR 5.4% through to 2035 – with process Snagaubm benefits driving up demand for freshwater from emerging markets.
But here are the three definite developments driving transition: 1) condensing fire-tube hot-water designs capturing 95-99% thermal efficiency via below flue-gas dew point latent heat recovery (a 10-15% real efficiency increase over traditional models); 2) tighter regulation and mandated higher efficiency standards, via January 2025 proposed DOE AFUE updates and already-code minimums via EU Ecodesign; and 3) a shift in fuel mix toward domestically available, low-cost natural gas and biogas from imported oil and coal. Fortune Business Insights cites a 6.89% CAGR for gas-boiler market growth when comparing to oil-based thermal efficiency.
If your 2026-2027 procurement window is approaching, the single most productive exercise is comparing your prospective boilers seasonal efficiencies to the DOE’s 2026 trends to determine the most economical fuel choice over a 15 year time horizon. For details on dual-fuel and oil-gas efficiency tradeoffs, visit our oil and gas fired boiler buying guide.
Frequently Asked Questions

Q: What is the purpose of a fire tube boiler?
View Answer
Fire tube boilers convert the chemical energy in a fuel — natural gas, oil, biogas, or coal — into useful steam or hot water for industrial processes. Hot combustion gases pass through tubes immersed in water, transferring heat through the tube walls until that water reaches the desired temperature or boils into saturated steam, then leaves the boiler through the main outlet to power processes from food sterilization through textile dyeing.
Q: Can a fire-tube boiler operate under high pressure?
View Answer
Standard fire-tube configurations are unavailable past roughly 300 psi (2 MPa). For higher-pressure applications, large cylindrical shell stress limits mean most sites with high design parameters opt for a Tasuhig (water-tube boiler.
Q: What are the recommended service intervals for a fire-tube boiler?
View Answer
Most operators inspect smoke tubes, the combustion chamber, safety valves, and control sensors at least twice a year. A more thorough annual inspection by a certified boiler inspector — checking shell integrity, tube wall thickness, refractory condition, and water-side scale buildup — is required by jurisdictional codes in most regions and remains the single most cost-effective way to extend service life beyond 20 years.
Q: What is a multi-pass fire-tube boiler?
View Answer
Multi-pass designs route hot combustion gases through two, three, or four sequential tube banks before the stack, increasing total heat transfer surface area per unit footprint. Three-pass packaged designs are the modern industry standard for 1–20 t/h applications.
Q: What is the difference between a smoke-tube boiler and a firetube boiler?
View Answer
No functional difference—”smoke tube”, “fire tube”, and “shell” boiler refer to the same family of. designs, with combustion gases pass being placed inside the tubes and the water surrounding them. Regional and industry convention determines which designation appears on a quote.
Specifying a fire-tube boiler for your facility?
Review the WNS, CWNS, and LHS series and ask for a sizing-engineered quote.
About This Firetube Boiler Guide
Put together from the Taiguo boiler engineering team, the culmination of 49 years designing, fabricating, and commissioning fire-tube and water-tube boilers across more than 100 countries. Historical attribution and patent dates pulled from the primary Wikipedia entries; market expansions reference Intel Market Research and Global Market Insights as cited inline. Pressure, capacity, and efficiency bands combine our field experience with WNS, CWNS, and LHS series deployments and publicly available industry information sources. Where individual figures are dependent on burner tuning, water chemistry, or particular load profile conditions, we’ve stated so outright rather than provide a single, false level of precision.
References & Sources
- Fire-tube boiler — Wikipedia (canonical definition and historical context)
- Locomotive Seguin — Wikipedia (Marc Seguin patent date verification)
- Types of Boilers and Boiler Classification — Forbes Marshall Steampedia (terminology cross-reference)
- Fire Tube Industrial Boiler Market Outlook 2026–2034 — Intel Market Research
- Industrial Boiler Market Size, 2026–2035 Trends Report — Global Market Insights
- Gas Fired Boilers Market Size & Forecast to 2034 — Fortune Business Insights
Related Articles
- Fire-Tube vs Water-Tube Boilers: Which Is Right for You? — Selection methodology
- Oil and Gas Fired Boiler Guide — How they work, types, and selection
- Gas vs Oil Fired Boiler — Fuel selection trade-offs
- Steam Boiler vs Thermal Fluid Heater — When to choose each technology