Ponte en contacto con Taiguo

Significado del pasteurizador HTST, equipos y especificaciones de la caldera de vapor: guía de selección completa
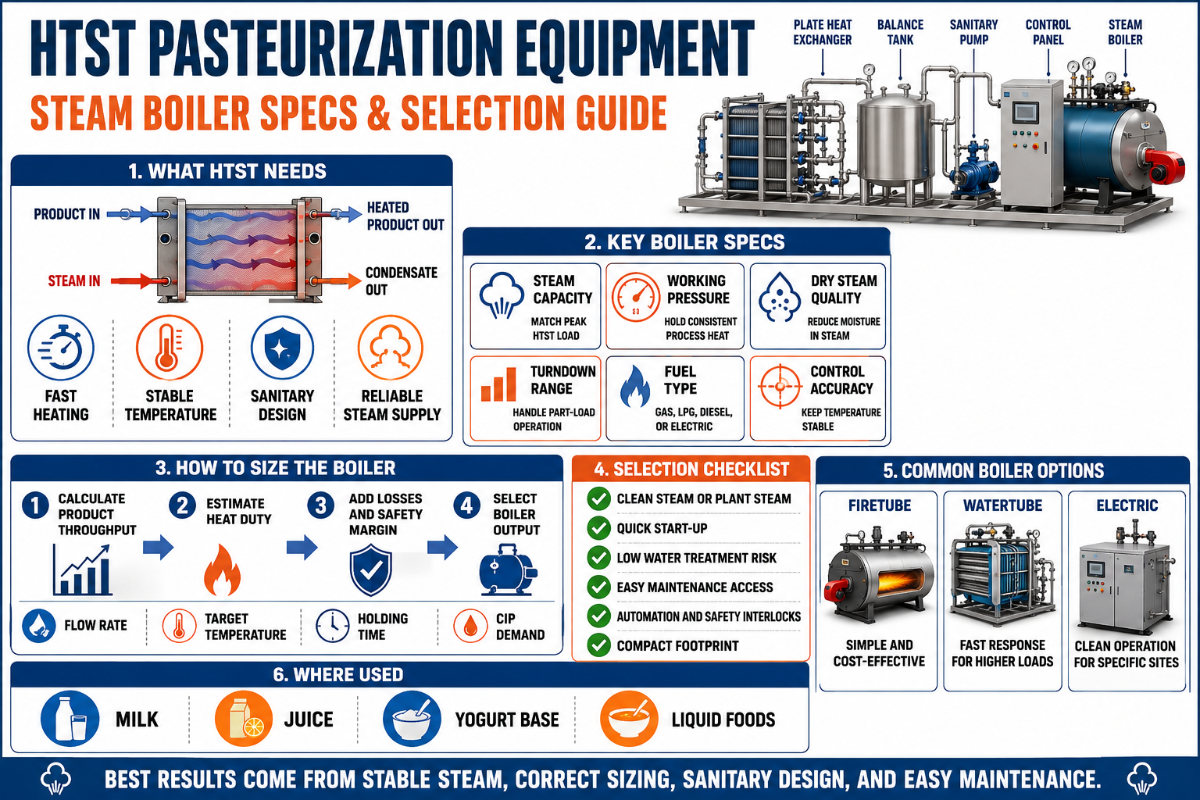
El Significado del pasteurizador HTST Es sencillo en términos regulatorios: un sistema intercambiador de calor de flujo continuo que calienta la leche u otro producto alimenticio líquido a al menos 72 °C (161 °F) y la mantiene a esa temperatura durante al menos 15 segundos antes de un enfriamiento rápido. HTST significa Alta Temperatura Corto Tiempo, el método de pasteurización más utilizado en los Estados Unidos en la actualidad. Esta guía cubre lo que significa HTST, cómo funciona el equipo, la matriz de temperatura/tiempo del USDA, cómo se compara el sistema con las alternativas UHT y tina y, “excepcionalmente, qué tipo de caldera de vapor necesita para alimentar una planta HTST que produce leche y otros productos lácteos. La cobertura del ángulo de suministro de la caldera es poco común en fuentes exclusivas para equipos, pero determina un tercio o más del costo operativo de la planta HTST.
Significado del pasteurizador HTST (definición y estándar del USDA)

Un pasteurizador HTST, también llamado pasteurizador flash o sistema de pasteurización HTST, es un intercambiador de calor de flujo continuo que procesa productos alimenticios líquidos o de baja viscosidad exponiéndolos a altas temperaturas durante un breve periodo de tiempo. Según la Ordenanza sobre leche pasteurizada (PMO) de EE. UU., el HTST debe alcanzar al menos 72 °C (161 °F) durante no menos de 15 segundos, seguido de un enfriamiento rápido por debajo de 4 °C. Esta combinación de tiempo y temperatura destruye los patógenos vegetativos (incluidos Micobacterium tuberculosis, Coxiella burnetii, Listeria, y Salmonella), inactiva las enzimas de descomposición y la mayoría de los microorganismos que no forman esporas, y preserva más sabor, color y nutrientes sensibles al calor que los métodos de tina más antiguos.
Según el Asociación Internacional de Alimentos Lácteos, HTST es el método de pasteurización dominante en EE. UU. porque procesa grandes volúmenes continuos de leche de forma segura mientras mantiene la leche tratada más cerca de su perfil de sabor crudo. La literatura de la industria utiliza “pasteurización flash” y “procesamiento HTST” indistintamente.
Especificaciones rápidas: pasteurización HTST de un vistazo
| Estándar del USDA (PMO) | 72 °C (161 °F) durante un mínimo de 15 segundos |
| Rango de operación industrial | Temperatura del producto 70-100 °C; 15-300 segundos de espera |
| Recuperación de Calor (regenerativa) | Hasta 95% con intercambiadores de placas multisección |
| Medios calefactores | Agua caliente (calentada al vapor desde caldera) o resistencias eléctricas |
| Materiales mojados | AISI 316L (placas) / AISI 304 (marco); Juntas EPDM |
| Aplicaciones comunes | Leche, nata, mezcla de helado, zumo, cerveza, bebidas de origen vegetal, ponche de huevo, huevos líquidos |
Cómo funciona la pasteurización HTST (proceso de 5 etapas)
Un sistema de pasteurización HTST se basa en un flujo continuo y un estricto control de tiempo y temperatura. El producto crudo nunca se encuentra en un recipiente; fluye a través de etapas que calientan, retienen y enfrían en secuencia. Cinco etapas definen el proceso de pasteurización.
¿cómo funciona la pasteurización HTST?
- El producto crudo ingresa a un tanque de equilibrio que amortigua la succión de la bomba de alimentación y evita el arrastre de aire.
- Una bomba de sincronización empuja el producto a un flujo controlado a través de la sección de regeneración del intercambiador de calor de placas, donde el producto crudo frío entrante recoge el calor del producto pasteurizado caliente saliente. La regeneración por sí sola recupera 70-95% de calor del proceso según el diseño.
- El producto precalentado ingresa a la sección de calentamiento, donde el contacto indirecto con el agua caliente circulante eleva la temperatura del producto hasta el punto de ajuste de pasteurización (mínimo 72 °C).
- Dentro del tubo de retención, el producto fluye a lo largo de su longitud, dimensionado de modo que la partícula más lenta permanezca a la temperatura de pasteurización durante al menos 15 segundos. Una válvula de desviación de flujo en la salida del tubo de retención devuelve el producto a baja temperatura al tanque de equilibrio, evitando que cualquier flujo no certificado entre en el lado frío.
- El producto pasteurizado cede su calor en la sección de regeneración, luego pasa a través de las secciones de enfriamiento de agua fría y glicol para alcanzar la temperatura de envasado (normalmente por debajo de 4 °C). Desde la entrada cruda hasta la salida fría, una sola partícula de producto tarda sólo unos minutos en atravesar todo el ciclo.
📐 Nota de ingeniería: ¿Por qué 72 °C / 15 segundos?
Los ingenieros calibran el par de 72 °C/15 s para ofrecer una reducción de 5 logs Coxiella burnetii (el patógeno no formador de esporas más resistente al calor en la leche cruda) con un margen de seguridad incorporado. Los productos con mayor contenido de grasa (≥10%) o edulcorantes añadidos requieren 3 °C (5 °F) adicionales según la PMO de EE. UU. El ponche de huevo tiene su propio perfil: 80 °C durante 25 segundos u 83 °C durante 15 segundos.
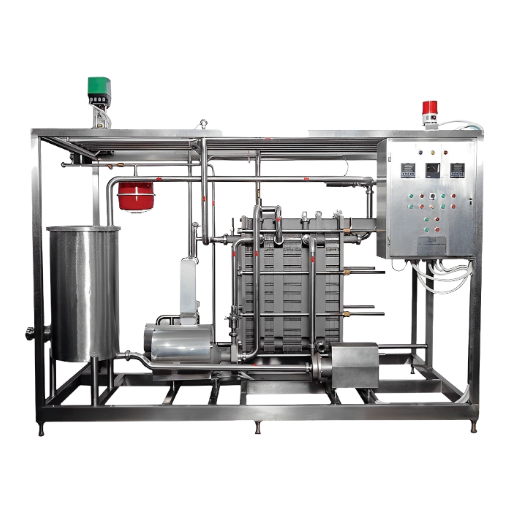
Componentes de un sistema de pasteurización HTST

Un sistema completo de pasteurización HTST comprende ocho componentes funcionales, cada uno regido por Normas Sanitarias 3-A (lácteos de EE. UU.), directrices de diseño higiénico (UE) EHEDG o equivalentes locales.
- Tanque de equilibrio « Tanque de acero inoxidable a presión atmosférica que amortigua el flujo de alimentación y evita el arrastre de aire en la bomba de sincronización.
- Bomba de sincronización (desplazamiento positivo) « Proporciona un flujo constante medido que determina el tiempo de permanencia del tubo de retención. El control de frecuencia variable es estándar en los sistemas modernos.
- Intercambiador de calor de placas (PHE) con tres secciones «Regeneración/calentamiento/enfriamiento. Las placas de acero inoxidable (normalmente AISI 316L) están selladas con juntas EPDM de calidad alimentaria. Los intercambiadores de calor tubulares reemplazan el PHE en productos viscosos o particulados.
- Tubo de sujeción « Tubo inoxidable inclinado de tamaño para que la partícula más rápida permanezca al menos 15 segundos a la temperatura de pasteurización. La longitud se calcula para el caudal real.
- Válvula de desviación de flujo (FDV) « Válvula automatizada de tres vías en la salida del tubo de retención que desvía el producto a baja temperatura de regreso al tanque de equilibrio. Entre todos los componentes, esta válvula es el seguro contra fallos legalmente crítico para la pasteurización.
- Juego de agua caliente “Circuito de circuito cerrado que calienta el agua de proceso (normalmente 5-10 °C por encima del punto de ajuste del producto) utilizando vapor de la caldera de la planta y luego lo hace circular a través de la sección de calentamiento PHE.
- Servicios de refrigeración « Agua fría (¦ 1-1-4 °C) más glicol o amoníaco para productos que requieren temperaturas de salida más bajas.
- Sistema de control y grabador « El controlador basado en PLC registra la temperatura y el flujo continuamente. Su gráfico de tiras o grabadora digital es el registro legal de prueba de pasteurización.
Requisitos de calderas de vapor para plantas HTST
La mayoría de las guías de equipos HTST se detienen en el patín del pasteurizador. Pasan por alto la cuestión que determina entre un cuarto y un tercio del costo operativo de la planta: ¿qué caldera de vapor necesito para alimentar el juego de agua caliente HTST? El agua caliente que realmente calienta el producto se calienta a su vez mediante vapor indirecto de una caldera separada, y en ese tamaño es donde muchos operadores lácteos primerizos desperdician capital.
📐 Nota de ingeniería: Fórmula de demanda de vapor de plantas HTST
Demanda total de vapor de la planta = recalentamiento de agua caliente HTST + ciclos CIP + procesos auxiliares (evaporador/secador por aspersión/vapor culinario) + tampón de carga máxima 20%. Para una línea HTST independiente sin procesos adyacentes, la regla general es aproximadamente 80-120 kg de vapor por 1000 L (264 gal) de producto pasteurizado por hora, dependiendo de la eficiencia de la regeneración.
A lo largo de 49 años de implementaciones horizontales de tubos de combustión de 3 pasos alimentados con petróleo y gas WNS en plantas lecheras en más de 100 países, el equipo de ingeniería de Taiguo ve consistentemente el mismo patrón coincidente entre el rendimiento de HTST y la capacidad de vapor requerida. Lo mapeamos concretamente a continuación.
| Rendimiento HTST | Perfil de planta | Caldera recomendada |
|---|---|---|
| 200-500 gal/h (« 0,8-2 t/h producto) | Microlácteos, piloto, laboratorio, en granja | Generador de vapor vertical de tubo de fuego LHS 0,1-2 t/h |
| 1.000-3.000 gal/h (« 4-11 t/h producto) | Planta láctea o de jugo de tamaño mediano | Caldera de vapor WNS de petróleo y gas 1-4 t/h |
| 5.000-15.000 gal/h (« 19-57 t/h producto) | Gran planta multilínea (HTST + CIP + evaporador) | WNS 4-20 t/h (múltiples unidades en paralelo) |
| Sólo agua caliente (sin vapor auxiliar) | Calentamiento hidrónico directo al conjunto de agua caliente PHE | Caldera de agua caliente de petróleo y gas CWNS 0,35-14 MW |
Dos reglas de la experiencia de campo impulsan la elección de la caldera. En primer lugar, el tamaño para la carga HTST máxima en lugar de la media evita un funcionamiento prolongado y bajo en el fuego, lo que acaba con la eficiencia de la caldera. En segundo lugar, las plantas lecheras casi siempre agregan cargas de vapor CIP, evaporador o secador por aspersión más adelante, por lo que dejar un margen de 20-25% en la capacidad inicial de la caldera es más barato que modernizar una segunda caldera. Utilice nuestro calculadora de dimensionamiento de calderas industriales con su carga de vapor combinada proyectada y nuestra calculadora de costos operativos de calderas modelar el costo del combustible durante una vida útil de 15 años.
Matriz de temperatura y tiempo de pasteurización (USDA + Internacional)
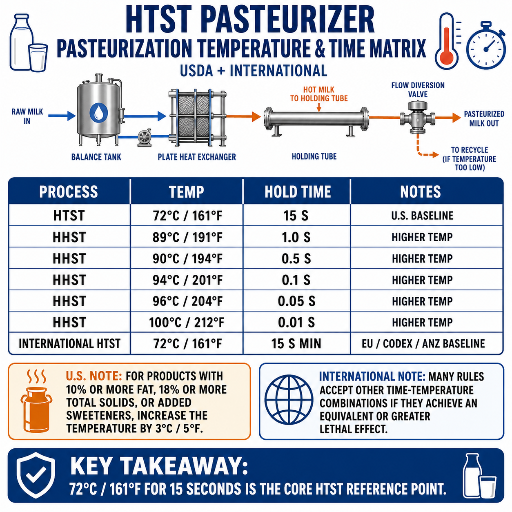
Los estándares de pasteurización especifican un par temperatura/tiempo, no un único punto de ajuste. En conjunto, la Ordenanza sobre leche pasteurizada de EE. UU. y la referencia IDFA dan cinco clases de pasteurización reconocidas; Las normas internacionales (Directiva UE 92/46/CEE, Codex Alimentarius) se alinean ampliamente con estos valores para los lácteos.
| Temperatura | Tiempo | Tipo de pasteurización |
|---|---|---|
| 63 °C (145 °F) | 30 minutos | Iva (LTLT) |
| 72 °C (161 °F) | 15 segundos | HTST |
| 89 °C (191 °F) | 1,0 segundo | HHST |
| 90 °C (194 °F) | 0,5 segundos | HHST |
| 94 °C (201 °F) | 0,1 segundos | HHST |
| 100 °C (212 °F) | 0,01 segundos | HHST |
| 138 °C (280 °F) | 2,0 segundos | Ultrapasteurización (ARRIBA) |
| ≥138 °C (aséptico) | 2,0-6,0 secunde | UHT (procesamiento aséptico) |
Dos ajustes son importantes para los operadores de HTST. Un mayor contenido de grasa (≥10%) o edulcorantes añadidos requieren 3 °C (5 °F) adicionales. Eggnog utiliza su propio estándar elevado: 80 °C durante 25 segundos o 83 °C durante 15 segundos. Los operadores asépticos de UHT deben presentar procesos ante la Autoridad de Procesos de la FDA antes de la producción comercial.
Pasteurización HTST vs UHT vs IVA
¿cuál es mejor, UHT o HTST?
Ninguno de los dos es universalmente mejor « cada uno se adapta a un perfil de producto diferente y a la realidad de la cadena de suministro. HTST da una vida útil refrigerada de 14 a 21 días y altera mínimamente el sabor; UHT ofrece una vida útil ambiental de 6 a 9 meses a costa de notas de sabor cocidas y aproximadamente 30 a 401 TP3T más alto costo de capital para la línea de envasado aséptico adicional.
| Factor | Iva (LTLT) | HTST | UHT (aséptico) |
|---|---|---|---|
| Proceso | Lote | Continuo | Relleno continuo + aséptico |
| Vida útil del refrigerador | 14-21 zile | 14-21 zile | N/A (ambiente) |
| Vida útil ambiental | N/A | N/A | 6-9 meses |
| Impacto del sabor | Algunas notas cocidas | Cambio mínimo | Sabor cocido pronunciado |
| Costo de capital (relativo) | Más bajo | Medio | Más alto (+ envases asépticos) |
| Mejor para | Iniciador de queso, pequeños lotes de helado | Leche líquida fresca, zumos, cerveza, bebidas vegetales | Leche de venta al por menor estable en el estante, fórmula infantil, crema para café |
Industrias y aplicaciones de la pasteurización HTST

Entre los métodos de tratamiento térmico continuo, la pasteurización HTST es el caballo de batalla de casi todas las industrias que manejan un producto alimenticio líquido que necesita seguridad con un cambio de sabor mínimo.
- Procesamiento fluido de leche “leche entera, baja en grasa, desnatada y sin lactosa para venta al por menor refrigerada.
- Cremas y bebidas lácteas « cremas pesadas, mitad y mitad, cremas lácteas (productos de vida útil sub-UHT).
- Mezcla de helado “pasteurización precongelante a temperaturas ligeramente elevadas para un mayor contenido de grasas y sólidos totales.
- Leche inicial de yogur y queso ® pasteurizando la base antes de la inoculación del cultivo para productos fermentados.
- Jugos y néctares de frutas «jugos de naranja, manzana, tomate y tropicales para venta al por menor refrigerados.
- Bebidas de origen vegetal «bebidas de soja, almendras, avena y proteínas de guisantes (un segmento de aplicación HTST de rápido crecimiento).
- La pasteurización instantánea de la cerveza y la sidra artesanal protege el sabor y prolonga la vida útil.
- Huevos líquidos y ponche de huevo « con programas de temperatura elevada según el Apéndice de la PMO de EE. UU.
Cómo seleccionar un sistema HTST
Seis criterios de selección separan las plantas HTST bien especificadas de las que pierden dinero.
- ✔Capacidad para alcanzar el pico de demanda, no placa de identificación. Especifique el pasteurizador para que coincida con su rendimiento horario máximo, no con su promedio. El sobredimensionamiento perjudica la eficiencia; El tamaño insuficiente fuerza ejecuciones paralelas que duplican el trabajo.
- ✔Tipo de intercambiador de calor adaptado a la viscosidad. Intercambiadores de placas para líquidos de baja viscosidad (leche, zumo); Intercambiadores tubulares para productos con partículas o de mayor viscosidad (bebidas de yogur, batidos).
- ✔Objetivo de regeneración ≥ 85%. Los diseños modernos de PHE de secciones múltiples alcanzan 90-95%. Una menor regeneración significa más vapor quemado por litro procesado.
- ✔Nivel de automatización adaptado a la habilidad del operador. Los sistemas manuales básicos exclusivos de FDV funcionan para pequeñas lecherías; Se requiere PLC + SCADA + gestión de recetas para plantas multiproducto y cumplimiento UE 92/46/CEE.
- ✔Certificación 3-A y EHEDG. Verifique que las piezas mojadas lleven la certificación de Normas Sanitarias (EE. UU.) 3-A o de diseño higiénico (UE) EHEDG. Los equipos no certificados no pasan las inspecciones de las plantas lecheras.
- ✔Suministro de vapor adaptado a la carga combinada de la planta. Utilice nuestro herramienta de dimensionamiento de calderas ajustar el tamaño del lado del vapor antes de que el pasteurizador esté en orden «la modernización de la capacidad de la caldera cuesta 3-5 × tamaño inicial.
Desventajas de la pasteurización HTST

A pesar de su predominio, la pasteurización HTST no es la respuesta universal. Tres limitaciones estructurales limitan su ajuste.
- La refrigeración es obligatoria. La producción de productos lácteos pasteurizados debe mantenerse por debajo de los 4 °C desde el punto de salida hasta el consumo; una cadena de frío ininterrumpida no es negociable.
- Las esporas sobreviven. Si bien el HTST destruye los patógenos vegetativos, no puede inactivar las esporas bacterianas, por lo que el resultado es comercialmente seguro pero no estéril. Los productos con organismos que forman esporas (algunas bebidas de origen vegetal, ciertos productos en crema) necesitan UHT o envases asépticos posteriores a la pasteurización.
- El diseño de flujo continuo favorece volúmenes mayores. Por debajo de 200 gal/h, la pasteurización en tina suele ser más rentable que la HTST porque la bomba de sincronización, el sistema de control y las placas de regeneración están dimensionados para un funcionamiento continuo de alto rendimiento.
Perspectivas del mercado de equipos pasteurizadores lácteos
Según los informes, las ventas mundiales de máquinas pasteurizadoras de lácteos alcanzaron los 1.870 millones de dólares en 2025 Futuro de la investigación de mercado, con HTST reconocido como el segmento tecnológico dominante dentro de él. IndexBox sitúa los precios del sistema HTST totalmente automatizado de nivel básico cerca de 180.000 dólares estadounidenses para una configuración de 500 gal/h, escalando aproximadamente linealmente con el rendimiento.
Dos tendencias del lado de la demanda dan forma a las adquisiciones de 2026-2028. En primer lugar, la capacidad de bebidas de origen vegetal (avena, almendras, proteína de guisante) se está expandiendo más rápido que la de los lácteos tradicionales, y la mayoría de los productores de origen vegetal especifican HTST para formatos refrigerados. En segundo lugar, los reguladores de América del Norte y la UE están endureciendo los requisitos de eficiencia energética en los sistemas de vapor industriales, lo que hace que la regeneración de calderas y las actualizaciones de retorno de condensado sean un juego de retorno de la inversión a corto plazo. Para conocer la perspectiva de Taiguo sobre la elección del suministro de vapor de petróleo y gas adecuado para plantas alimenticias y lácteas, consulte nuestra guía completa de calderas alimentadas con petróleo y gas.
Preguntas frecuentes
P: ¿Por qué la pasteurización HTST es el método preferido?
Ver respuesta
Se prefiere HTST para el procesamiento fluido de leche y bebidas porque procesa grandes volúmenes continuos de manera segura y al mismo tiempo preserva la mayoría de los compuestos de sabor sensibles al calor y nutrientes que dañan los métodos vat o UHT. Su intercambiador de placas de flujo continuo también recupera hasta 95% de calor de proceso mediante regeneración, reduciendo el consumo de vapor por litro de producto en comparación con la pasteurización por lotes de tina.
P: ¿Cuáles son los tres tipos de pasteurización?
Ver respuesta
En la PMO de EE. UU. aparecen cinco clases de proceso: Vat (LTLT), HTST, HHST (múltiples puntos de temperatura), Ultra Pasteurización (UP) y UHT aséptico. Cuando las fuentes de la industria citan “los tres”, generalmente se refieren a Vat, HTST y UHT, los tres que históricamente dominaron la adquisición de plantas lácteas. Lo que se llama nivel HHST son técnicamente cuatro subcategorías de perfiles de temperatura más alta y tiempo más corto entre HTST y UP.
P: ¿En qué se basa el estándar HTST de 72 °C/15 segundos?
Ver respuesta
Está calibrado para ofrecer una reducción de 5 logs Coxiella burnetii, el patógeno no formador de esporas más resistente al calor asociado históricamente con la leche cruda. Lograr la misma muerte Micobacterium tuberculosis, Listeria, y Salmonella ocurre con márgenes de seguridad cómodos. Este punto de referencia aparece en 21 CFR 131 y la Ordenanza sobre leche pasteurizada de la FDA, con equivalentes internacionales en la Directiva de la UE 92/46/CEE.
P: ¿Necesito una caldera de vapor separada para una línea HTST?
Ver respuesta
En casi todos los casos, sí. El intercambiador de calor de placas de cada pasteurizador calienta el producto a través de agua caliente indirecta en lugar de vapor directo, pero esa agua caliente debe calentarse mediante vapor de una caldera de planta (o mediante resistencias eléctricas para operaciones muy pequeñas). Una línea lechera de 1000 gal/h normalmente necesita una caldera de vapor de 1-2 t/h dedicada al conjunto de agua caliente HTST, además de capacidad adicional para CIP y otras cargas de calor auxiliares. El enfoque estándar es dimensionar la caldera según la demanda máxima combinada con un amortiguador 20%.
P: ¿Cuál es la diferencia entre HTST y pasteurización flash?
Ver respuesta
No existe ninguna diferencia funcional: “pasteurización flash” y “procesamiento HTST” describen el mismo diseño de tratamiento térmico de flujo continuo. Las industrias de bebidas y cerveza tienden a utilizar la etiqueta “flash”; Los documentos lácteos y reglamentarios tienden a utilizar “HTST”. Ambos se refieren al procesamiento a 72 °C o más durante 15 segundos o más, seguido de un enfriamiento rápido.
¿dimensionar una caldera de vapor para su planta HTST?
Obtenga una revisión de ingeniería de Taiguo de su carga de vapor auxiliar HTST + CIP + combinada.
Acerca de esta guía de pasteurización HTST
Compilado por el equipo de ingeniería de Taiguo Boiler basado en 49 años de diseño y puesta en servicio de calderas de vapor alimentadas con petróleo y gas para plantas alimenticias y lácteas en más de 100 países. Los datos de temperatura/tiempo del USDA se remiten palabra por palabra a la Asociación Internacional de Alimentos Lácteos y a la Ordenanza sobre leche pasteurizada de la FDA. Las especificaciones de los equipos se basan en referencias publicadas de la industria y nuestra experiencia de implementación que relaciona las calderas de las series WNS, CWNS y LHS con los circuitos de agua caliente HTST. Los datos de precios y mercado datan de 2025 y pueden cambiar a medida que se mueven los costos de los componentes y el acero básico.
Referencias y fuentes
- Pasteurización « Asociación Internacional de Alimentos Lácteos (gráfico de temperatura/tiempo del USDA)
- Procesamiento de lácteos: sistemas de pasteurización HTST « Agenția Canadiană de Inspecție Alimentiei
- Pasteurización flash « Wikipedia (terminología e historia)
- Pasteurización a corta duración a alta temperatura - una descripción general « ScienceDirect
- Pronóstico del tamaño del mercado de máquinas pasteurizadoras de lácteos para 2035 « Futuro de la investigación de mercado
- Especificaciones generales para plantas lecheras aprobadas para inspección del USDA « Servicio de Comercialización Agrícola del USDA
Artículos relacionados
- Guía de calderas alimentadas con petróleo y gas « Cómo funcionan, tipos y selección
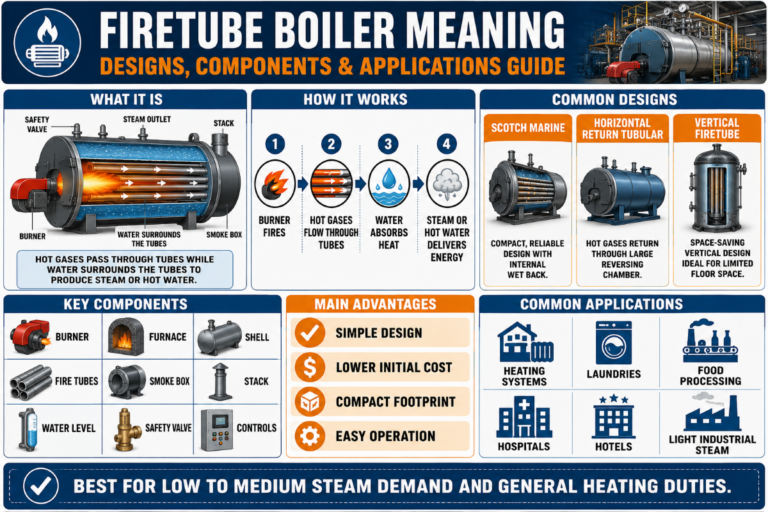
- Significado de caldera Firetube « Diseños, componentes y aplicaciones
- Caldera de vapor versus calentador de fluido térmico «Cuándo elegir cada tecnología
- Caldera de tubo de fuego versus de tubo de agua «Comparație estructurală și performanță