Get in Touch with Taiguo


Steam Boiler Maintenance: A Plant Engineer’s Complete Checklist
Why Steam Boiler Maintenance Matters for Industrial Operations

One day of unscheduled boiler downtime on an industrial plant can cost from $5,000 to $50,000 per hour, depending on the facility and products that rely on it. But many continue to ignore steam boiler maintenance as just a reactive issue to be addressed after a gauge is reading incorrectly, or a valve lifting unexpectedly, and the time to prevent it is long past.
The economics are compelling. As the U.S. Department of Energy states, boiler efficiency improves by close to 1% for every 15% reduction in excess air, and improves an additional 1% for every 40F decrease in flue gas temperature (must be lower than the current 669F).
Those improvements are directly attributable to your success as a skilled boiler system maintainer, tuning and sampling your equipment regularly. In addition, the DOE case studies showed how J.R. Simplot, a food processor, reduced thousands of dollars per year by correcting steam system deficiencies: salvaging additional condensate, reducing blowdown loss, and tightening combustion controls.
Our facility has been manufacturing and servicing industrial boilers for 48 years, and we can clearly identify one thing that makes a consistently well-working Plant: those with an organized, standard steam heating maintenance program receive 25-30 years of trouble-free heating performance. Plants that forget to do the routine checks find very early failure of tubes, refractory and sometimes complete replacement of the entire boilers within about ten years. For plants operating SZS water tube steam boilers or other D-type units, an organized maintenance program sustains both efficiency and the heating system’s lifespan.
Lesson learned: For every dollar spent on preventive boiler maintenance, one can expect to save four to six dollars in emergency repair and lost production. Maintenance is not overhead-it is insurance against a costly catastrophe.
Daily Steam Boiler Maintenance Tasks
Daily Checks. These take 15-20 minutes, but are the foundation for any real maintenance program. If a skilled operator runs through these procedures every morning, they will prevent problems that go the shutdowns and safety incidents.
- 1. Check water level in sight glass. Make sure that the water level is in the normal operating band. Cross Reference the sight glass reading with the remote gauge, if you boiler possesses one.Dirty/fogged sight glass units require cleaning forthwith.
- 2. Low water cutoff test. Activate the low water cutoff by gradually depressing the water level until the device trips.This is the single most critical safety requirement control on any steam boiler. A failed low water cutoff leads to dry firing, tube failure and probable explosion.
- 3. Check steam pressure gauge. Note operating pressure and compare with the day prior.Large swings in pressure can be a sign of burner troubles, control valve trouble, or increased/decreased steam load.
- 4. Walk the system for leaks. Check all valve joints, pipe fittings, handhole covers and the boiler shell for visible steam or water leaks.Even a tiny drip at a threaded fitting consumes energy and indicates a potential failure.
- 5. Condensate return system check. Verify the condensate receiver level and the return pump operation.When the condensate return is low, the cost of makeup water becomes higher, and the chemical usage of water treatment is higher as well.
- 6. Check automatic controls. Make sure that the make-up to the feedwater control valve, flame safeguard, and combustion air damper are operating during startup.
- 7. Observe the flue gas temperature. An increasing stack temperature over days or weeks indicates soot accumulation on the fire side or scale in the water side-both diminish heat transfer and increase wasted fuel.
Common Mistake: Bypassing the sight glass check because “the automatic level control is taking care of it.” We’ve responded to multiple emergency calls where plants relied solely on automatic feedwater controls that failed silently. The sight glass gives you that second opinion-never bypass it.
Weekly and Monthly Maintenance Tasks
Although daily checks provide early detection of excessive sediment, sludge, and mineral deposits, weekly and monthly maintenance tasks controls internal buildup of these unwanted deposits inside each and every functioning boiler. These actions ensure that your boiler water chemical balance is maintained and scale formation avoided—both destroyers of heat transfer.
Blowdown Procedures
Bottom blowdown eliminates heavy sludge and sediment that have settled out of the boiler drum. Opening the drain valve at the bottom of the boiler expels concentrated solids otherwise baking onto tube surfaces. In most industrial operations, perform a bottom blowdown once per shift or at least once per day in the heating season.
Surface blowdown (intermittent or continuous) removes dissolved solids from the water surface, controlling total dissolved solids in the water and preventing carry over into the steam header. During gas fired steam boiler maintenance, blowdown rates should be adjusted according to weekly TDS values- not based on a timer alone.
From field experience: we have found plants lose 3-5% of their fuel input through excessive blowdown because nobody re-calibrated the blowdown controller after a change to the make-up water source. Test, then modify. steam boiler cleaning on the water side begins with getting blowdown control fixed.
| Task | Weekly | Monthly |
|---|---|---|
| Bottom blowdown (drain sediment/sludge) | Daily–per shift | — |
| Surface blowdown adjustment | ✔ | — |
| Flush low water cutoff piping | ✔ | — |
| Inspect and clean burner assembly | — | ✔ |
| Test safety relief valve (manual lift) | — | ✔ |
| Check pipe insulation for damage | — | ✔ |
| Boiler water chemistry test (pH, TDS, alkalinity) | ✔ | — |
| Drain and refill condensate receiver | — | ✔ |
Pro tip: keep a blowdown log. Note date, time, and pre/post TDS readings. When your water treatment supplier or inspector requests documentation, this log provides evidence of compliance with ASME boiler and Pressure Vessel Code recommendations.
Annual Shutdown Inspection and Overhaul

Conduct an annual shut of the boiler for an internal and external inspection. Not optional- most areas legally mandate it and insurers anticipate documented annual inspection. Think of the yearly shut as a steam boiler tune-up that prolongs the service lifespan by identifying problems not apparent under normal operations.
Annual Inspection Checklist
- Check boiler tubes for scale deposits, corrosion pitting, bulging, or crack development. Use a flashlight and mirror for fire tube units. Water tube boilers require internal access via handholes and manholes.
- Inspect refractory and brickwork. Crumbling or spalling refractory allows hot gases to short circuit, harming tubes and wasting fuel.
- Test every safety device. Bench test safety valves, verify flame safeguard timing, test high/low water cutoffs, and verify all interlocks operate as required by NFPA 85.
- Review insulation and lagging. Damaged insulation on the boiler shell and steam lines consumes energy and creates burn risks to workers.
- Calibrate controls and instrumentation. Pressure transmitters, temperature sensors, and flow meters drift over time.Annual calibration ensures your boiler controls remain accurate.
- Replace gaskets and packing. Handhole and manhole gaskets should be replaced at every opening. Valve packing on blowdown valves wears with each cycle.
- Service the burner and feed system.Clean or replace burner nozzles, check fan bearings, inspect feedwater pump seals, and make sure the chemical feed system runs at the correct rate.
Per our annual inspection protocol: we recommend that plants hire a licensed technician or authorized inspector for the internal examination. If tube wall thickness readings are below the minimum mandated by the ASME Boiler and Pressure Vessel Code, schedule replacement prior to the next heating season. Consult our full SZS boiler reference guide for tube specifications on water tube units.
Regulatory Note: NFPA 85 (boiler and Combustion Systems Hazards Code) covers burner management system testing requirements. Ensure that your annual shutdown procedures comply with both regulatory and insurance board mandates.
Water Treatment and Chemical Feed Programs
Inferior boiler water quality contributes to most tube failures, scale issues, and early corrosion in industrial steam boilers. Even a thin mineral scale layer just 1/32-inch-thick, per Energy Department estimates can result in 2% more fuel usage. Proper water chemistry control is not optional; it is essential to every one of these maintenance tasks.
Target Water Quality Parameters
| Parameter | Low Pressure (<150 psi) | High Pressure (>150 psi) |
|---|---|---|
| pH | 10.5–11.5 | 10.5–11.0 |
| Total Dissolved Solids (TDS) | <3,500 ppm | <1,000 ppm |
| Alkalinity (as CaCO3) | <700 ppm | <300 ppm |
| Dissolved Oxygen | <0.007 ppm | <0.007 ppm |
| Hardness (as CaCO3) | 0 ppm | 0 ppm |
An appropriately-sized chemical feed system feeds oxygen scavengers, pH correctors, and scale inhibitors into the feedwater prior to its entry into the boiler. Dissolved oxygen is a key factor in pitting corrosion, even at levels > 0.007 ppm as stated by the American Society of Mechanical Engineers (ASME). Oxygen reacts with the metal surfaces of tubes and drums. Zero hardness must be present in the boiler water or any calcium or magnesium that does get introduced to the system will inevitably coat heat transfer surfaces with scale, creating an insulating barrier that increases fuel consumption and produces hot spots that lead to tube failure.
Collaborate with an experienced water treatment vendor to determine feed rates based on actual make up water quality and condensate return percentage. Industrial steam boiler attachments such as deaerators and softeners can significantly decrease chemical usage while reducing corrosion and sediment buildup.
Common Error: Failing to test water “because the chemical feed pump is operating.” A functioning feed pump does not necessarily mean that water chemistry has been corrected. Test boiler water at least weekly and log each result. solid statistics will alert you to drift before costly damage occurs.
Common Steam Boiler Problems and Troubleshooting

Over our long experience repairing industrial boilers found in food processing, textile manufacturing, chemical plants, and district heating factories, we have seen the same frequent problems over and over again. Most are caused by delayed maintenance or overlooked indicators. Below are the main problems and their remedies.
| Problem | Likely Cause | Solution |
|---|---|---|
| Low water level alarm | Failed feedwater pump, stuck control valve, or probe fouling | Check pump operation, clean probe, verify valve stroke |
| Steam leak at pipe fittings | Thermal cycling loosens threaded joints; corroded gaskets | Re-torque or replace fittings; install new gaskets. For persistent steam boiler leak repair, consider welded connections |
| Scale buildup in tubes | Hard water, inadequate blowdown, failed softener | Chemical descaling, mechanical cleaning, fix water treatment |
| Burner short-cycling | Oversized burner, dirty flame scanner, incorrect pressure settings | Adjust firing rate, clean scanner, recalibrate pressure controls |
| Excessive blowdown / water waste | Blowdown controller set too aggressive; high makeup water hardness | Recalibrate controller, install or repair softener |
| Pitting corrosion on tube surfaces | Dissolved oxygen in feedwater; low pH boiler water | Install or repair deaerator; adjust chemical feed; replace severely pitted tubes |
A crack encountered during routine inspection is a maintenance event. A crack encountered during a pressure excursion is an emergency. Most boiler repair scenarios fall into the “should have caught this earlier” category. The troubleshooting table above will address approximately 80% of those service calls encountered by our team on pressure steam systems. Addressing these issues immediately-during your daily or weekly checks keeps repair costs low and prevents forced shutdowns.
Field Observation: Burner short-cycling is the single most misdiagnosed boiler problem. Plants commonly design out their burner controls before replacing the burner itself; if your burner is more than 6 times/hour, the load matching should be investigated.
When to Call a Professional vs DIY Maintenance
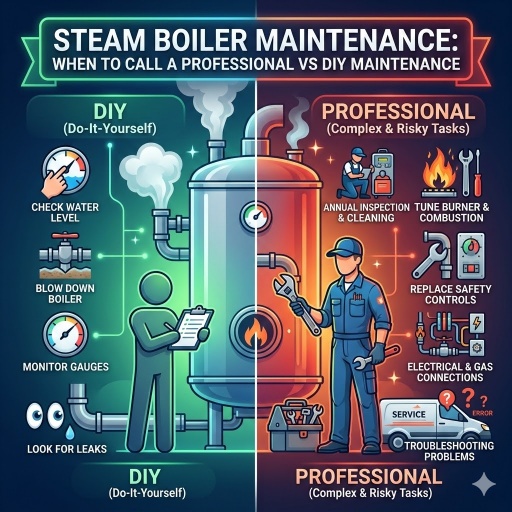
Plants operators can and should perform the routine maintenance tasks described above all aspects of daily checks, blowdown, water testing, and basic cleaning. These are the maintenance tasks that keep a boiler running safely between professional service intervals. Particular work must be performed by a licensed technician or authorized inspector-both for safety and legal reasons.
| DIY (Trained Operator) | Professional Only |
|---|---|
| Daily water level and pressure checks | Annual internal inspection and certification |
| Blowdown and water chemistry testing | Tube replacement or welding repair |
| Burner nozzle cleaning | Hydrostatic pressure testing |
| Sight glass replacement | Burner combustion tuning and emissions testing |
| Insulation inspection | Control system upgrades and install work |
| Condensate trap inspection | Safety valve calibration and NB stamp certification |
If your plant runs steam boiler systems that carry ASME stamps, jurisdictional requirements normally require that all common repair involving pressure-receiving components be performed only by holders of a valid repair license (R-stamp). Performing these repairs without proper certification creates legal and safety issues.
Looking for professional boiler maintenance? Our engineering team at Taiguo Boiler has been serving industrial clients since 1976 with routine maintenance contracts, emergency repair, and full system overhauls.
Request a Maintenance Consultation
Frequently Asked Questions

What maintenance does a steam boiler need?
View Answer
Daily water level and pressure checks, weekly blowdown and water chemistry testing, monthly burner inspections, and a full annual shutdown with tube testing, refractory examination, and gasket replacement.
How often should a steam boiler be flushed?
View Answer
Bottom blowdown (flushing sediment from mud drum) should occur at a minimum of one time per twenty four hours, or once per shift in high throughput plants. A complete drain and refill is performed with major shutdowns. Low water cutoff piping should be flushed weekly to avoid buildup blocking the float/probe.
What are the common steam boiler problems?
View Answer
Common problems include low water conditions (causing control or pump failure), steam leaks at fittings and gaskets, scale build up in tubes caused by poor water treatment, burner short-cycling caused by oversizing or dirty scanners, excessive blowdown caused by miscalibrated controllers and corrosion oxygen pitting caused by poor deaeration.
How much should a full boiler service cost?
View Answer
A typical annual service for any industrial steam boiler ranges from $2,000 on the small side to $8,000 for a fully equipped facility, depending upon boiler size, fuel type and scope of work. Service generally includes combustion tuning, safety device testing, internal inspection, and a written report with findings. Emergency call-out rates tend to run $500 to $1,500 just for the initial visit, before parts or labor are factored in. Major repairs such as tube replacement or refractory rebuilds are quoted separately and can run from $5,000 to well above $50,000 on larger water tube units.
How often should I drain and refill my steam boiler?
View Answer
Once per year during annual shutdown. Partial draining happens regularly through blowdown. A mid-season drain may be needed if water chemistry stays out of range.
When should you replace your old boiler?
View Answer
Think about replacement when annual repair costs exceed 30-40% of a new boiler price, when tube wall thickness readings fall below code minimums, when you cannot meet current steam demand, or when efficiency has dropped below 75% despite correct maintenance. Boilers older than 20 years deserve closer scrutiny because corrosion rates tend to accelerate after that point. The average life span for most properly maintained industrial units is 25-35 years, but cycling fatigue, outdated controls, and cumulative water-side damage can compress that timeline significantly. A professional condition assessment at year 20 helps you plan capital spending rather than react to a sudden failure.
About This Maintenance Guide
This information is based on Taiguo Boiler’s 48 years of manufacturer experience and field service for industrial steam boiler installations. The water quality standards fall under ASME published standards, and power savings are based on the US Department of Energy’s (DOE) Advanced Manufacturing Office. As every boiler plant has different operating environments, the maintenance periods and procedures given here are generally what our service engineers see most often in food processing, chemical, textile and district heating operations.
References & Sources
- U.S. DOE – Best Management Practice #8: Monitor and Tune Your Boiler
- U.S. DOE – Steam Tip Sheet #4: Improve Your boilers Combustion efficiency
- U.S. DOE – How to Calculate the True Cost of Steam
- ASME — Boiler and Pressure Vessel Code (reference standard)
- NFPA 85 – boiler and Combustion System Hazards Code (standard standard)