Get in Touch with Taiguo

How Steam Boilers Drive Safe, Efficient Food Processing — Types, Selection, and Best Practices
Steam is the unseen engine driving most of the food you eat. Be it blending milk at 161°F, or cooking off an entire can line of product above 250°F, industrial steam boilers are providing the exact thermal energy needed by food processing plants all shift long. However, many plant managers still treat boiler selection as an afterthought — leading to oversized systems that burn up fuel and blow stacks during production peaks.
This guide helps clarify exactly how steam boilers for the food processing industry actually operate in the real world, which boiler types correspond to which uses, and how to select, run and service a system that will keep your processing facility providing quality food without slip-ups. If you own a dairy plant, an abattoir or a commercial brewery, the selection decisions discussed here will have a direct bearing on your operating costs, your food safety performance and your production uptime.
In This Guide
- What Does a Steam Boiler Do in Food Processing?
- Types of Steam Boilers Used in the Food and Beverage Industry
- Key Food Processing Applications That Rely on Steam
- How to Size and Select a Steam Boiler for Your Food Plant
- Energy Efficiency and Fuel Options for Food Industry Boilers
- Maintenance, Safety, and Compliance for Food Processing Boilers
- Choosing a Reliable Steam Boiler Manufacturer
- FAQ
What Does a Steam Boiler Do in Food Processing?
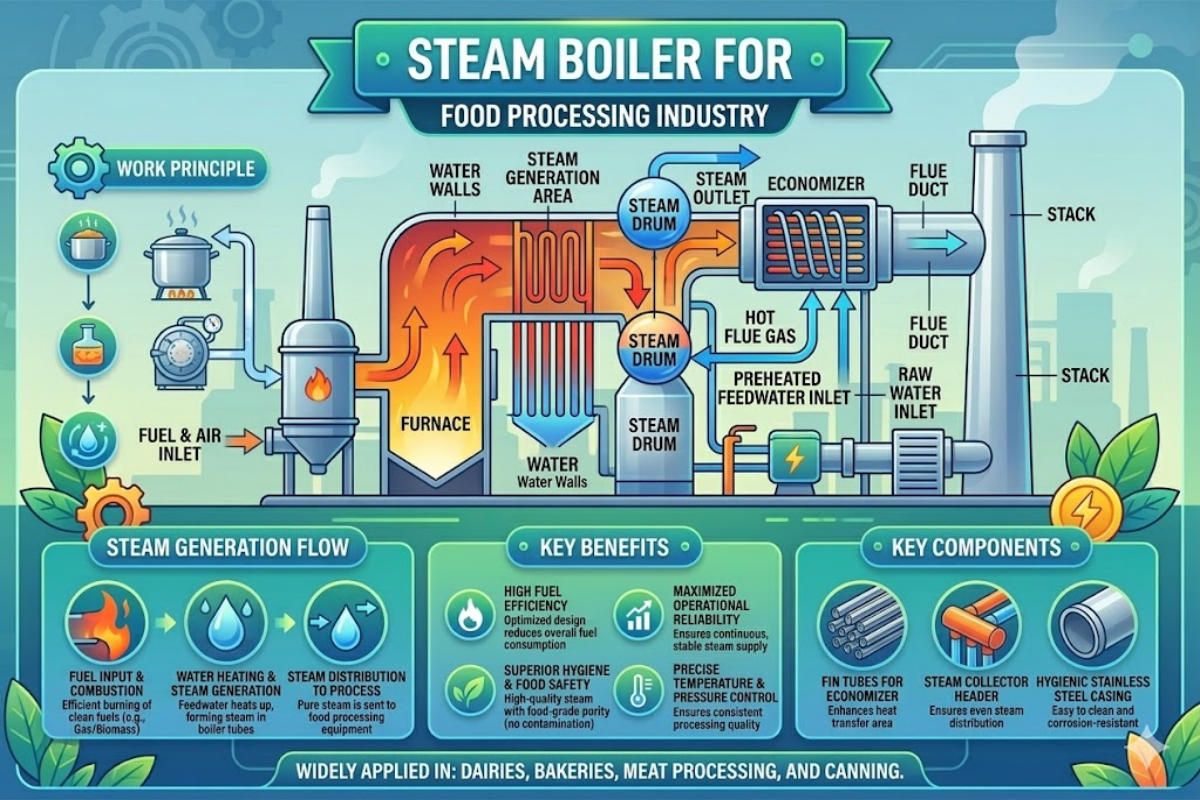
A steam boiler in a food processing facility produces high pressure steam by burning fuel or through electric heating elements. That steam is then distributed via pipe work to supply the provision of controlled thermal energy at points along the production line – whether in cooking kettles or retort chambers, or in the CIP system, or to the building heating circuits.
Pressure and temperature travel hand-in-hand in a steam boiler system, and that, this is exactly what makes steam so valuable in the food processing industry. At 10 psi, steam reaches approximately 240°F. At 50 psi, it exceeds 297°F. At 150 psi, it surpasses 365°F. This tunable heat output allows one boiler system to supply several different processes — sterilization, pasteurization, cooking, drying, and sanitation — each at its required temperature set point.
In meat processing plants, for instance, over 60% of the demand for steam is directly consumed by sterilization operations, while a further 18% is used for mixing, cleaning and water heating. In dairy, steam supplies everything from pasteurizers and evaporators to CIP systems that sanitize thousands of feet of stainless steel piping between production runs.
💡 Pro Tip
Steam quality is as important as its quantity. When steam and hot water directly contact food — as in blanching or sterilizing cans — it must meet culinary-grade standards according to FDA 21 CFR 173.310 – which authorizes boiler water additives only from FDA-approved ingredients at regulated levels.
Types of Steam Boilers Used in the Food and Beverage Industry

Choosing the correct food processing boiler begins with having a clear picture of the four primary boiler categories and where each one fits. The differences in design, pressure rating, and fuel flexibility directly shape how well a boiler serves a specific facility’s steam demand profile.
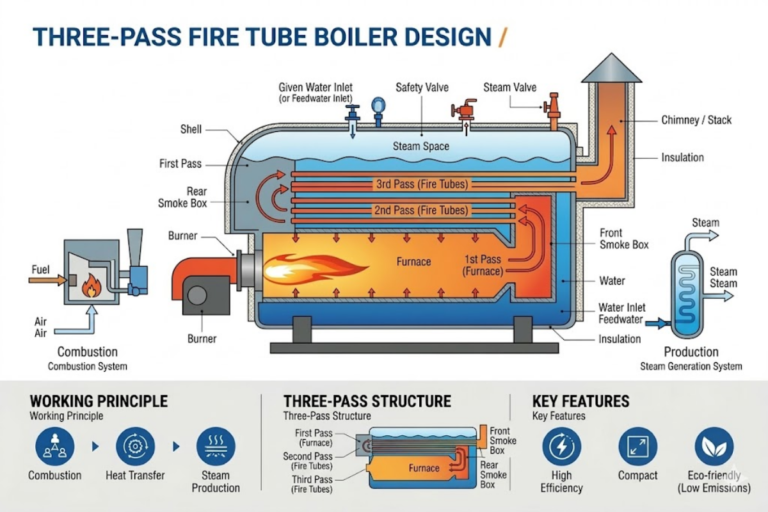
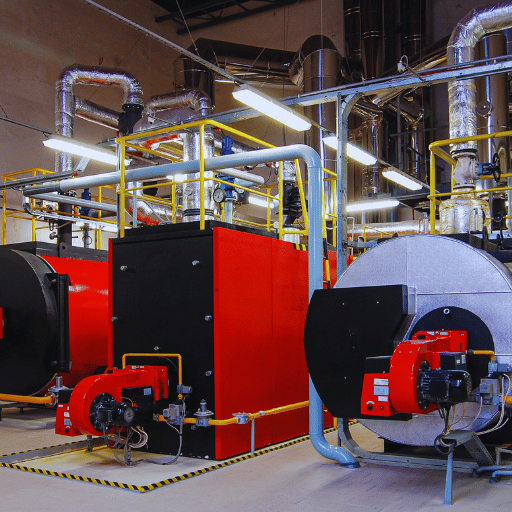
Fire-Tube Boilers
A fire tube boiler is a type of direct-fired steam generation used in small to mid-sized food processing facilities. Hot gases pass through tubes surrounded by water in a large cylindrical shell, heating the water to turn it into steam. Fire-tube boilers are prevalent for boiler systems in small or medium-sized food processing operations because they handle fluctuating steam loads well, and a comparatively low initial capital expense. Fire-tube boilers produce up to approximately 50,000lb/hr of steam at relatively low operating pressures (normally not exceeding 250 psig). Natural gas thermal efficiencies are in the range of 75% to 85%. These fuel boilers remain the cost-effective workhorse for most food production facilities.
Water-Tube Boilers
Water-tube boilers operate in the opposite manner—water flows through the tubes while pressures of the hot combustion gases firing around the outside source the heat. Water-tube boilers are capable of producing steam at higher temperatures and pressures (up to approximately 3000 psig) and are consequently used in higher output boiler systems to answer shorter steam spikes efficiently. Industrial water-tube systems are normally capable of producing in excess of 100,000lb/hr of steam and are typically deployed in food processing applications where large-scale food production takes place or in applications where concurrent co-generation of electricity is desirable. Natural gas thermal efficiencies are normally between 80% and 92%.
Electric Boilers
An electric boiler converts electricity directly into heat with near-100% thermal efficiency and zero on-site emissions. Since no combustion takes place, no flue gas handling equipment is required, and no fuel is stored on-site, electric boilers are suitable for smaller food processing facilities where boiler room space is limited or in areas where local emission regulations severely restrict operation. The trade-off is a higher energy cost per BTU in regions where electricity rates exceed natural gas pricing.
Biomass Boilers
A Biomass boiler burns agricultural waste, wood chips, crop stalks, or pellet fuel to produce steam. This design is suitable for food processing facilities which give high sustainability and are located near economical biomass supply chains. Although combustion efficiency (the ratio of useful energy captured to that contained in the fuel) tends to be somewhat lower than natural gas plants, biomass fuels can be regarded as carbon neutral for regulatory purposes for many organizations, aiding those food companies seeking to meet corporate environmental protection commitments. Biomass boilers are ideal for production facilities with on-site waste streams.
| Feature | Fire-Tube | Water-Tube | Electric | Biomass |
|---|---|---|---|---|
| Efficiency | 75–85% | 80–92% | ~99% | 65–80% |
| Max Capacity | ~50,000 lb/hr | 1,500,000+ lb/hr | ~50,000 lb/hr | ~100,000 lb/hr |
| Max Pressure | ~250 psi | 3,000+ psi | ~300 psi | ~900 psi |
| On-Site Emissions | NOx, CO₂ | NOx, CO₂ | None | Particulate, CO₂ (neutral) |
| Best Fit | Small–mid food plants | Large-scale / co-gen | Small / emission-restricted | Sustainability-focused |
| Upfront Cost | Lower | Higher | Moderate | Higher (fuel handling) |
💡 Pro Tip
In many recent mid-sized food processing facilities, multiple boilers are implemented using a “modular” approach—several small fire-tube boilers are used rather than a single large unit. This configuration allows staged firing to match the actual planned demand for steam, makes each unit easy to maintain on a rolling schedule, and reduces the risk of a single boiler failure shutting down the entire line.
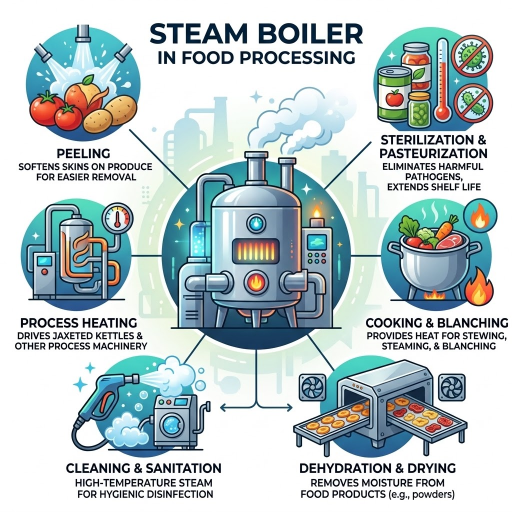
Key Food Processing Applications That Rely on Steam
Steam plays a direct role in food safety, product quality, and production speed across virtually every food category. Steam boilers in the food and beverage industry serve a multitude of applications, each with specific temperature, pressure, and steam purity requirements. Failure to properly control any of these parameters is largely the equivalent of failed batches or a regulatory non-compliance violation. Getting any of these wrong can mean failed batches, regulatory violations, or contaminated product.
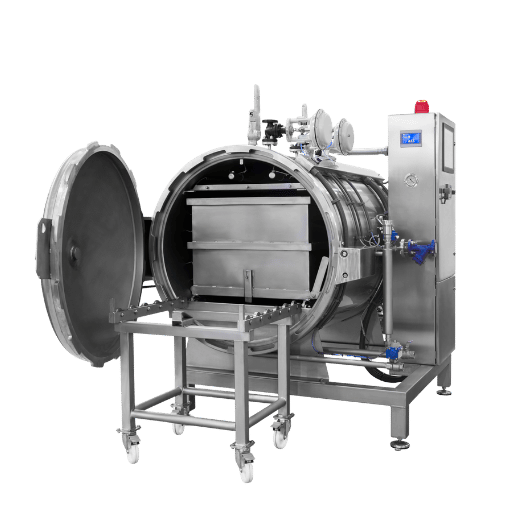
Sterilization and Retort Processing
Commercial sterilization in a retort system operates at 240–250°F (116–121°C) to destroy Clostridium botulinum spores and achieve shelf stability. According to the USDA Food Safety and Inspection Service (FSIS). Thermal processes must be established by a recognized process authority using validated time-temperature combinations under 9 CFR 431. Boiler systems feeding retorts need to maintain rock-steady pressure — even a brief steam supply interruption during the scheduled process can compromise lethality calculations and require the entire batch to be reprocessed or scrapped.
Pasteurization
Pasteurization targets pathogenic bacteria without destroying product flavor or nutritional value. Standard HTST (High-Temperature Short-Time) pasteurization for milk runs at 161°F (72°C) for 15 seconds, while UHT (Ultra-High Temperature) processing pushes to 280°F (138°C) for 2–4 seconds. A steam boiler for milk processing must supply consistent, clean steam at precise pressures so that heat exchangers maintain target temperatures within ±1°F across the entire production run.
Cooking, Blanching, and Drying
Saturated steam at 15-50 psi is used in steam jacketed kettles and continuous cookers for meat, poultry & ready-meals. The surface blanching of vegetables (around 190-210F for 1-5 min) to make the product suitable for freezing and canning involves inactivation of enzymes responsible for the quality loss. Drum dryer and spray dryer are also part of food & beverage industry using steam as the main source of heat for water removal.
Cleaning and Sanitation (CIP/SIP)
Clean-in-place (CIP) and sterilize-in-place (SIP). Hot water and steam are circulated through processing equipment, tanks and piping to clean and sterilize the equipment surface between the production cycles. Most systems call for a temperature range of 170–212F during the CIP rinse cycle and 250F+ during the SIP sterilization passes.
In dairy and beverage processing facilities, CIP alone can make up for 15–25% of the steam used per day.
⚠️ Common Mistake
Undersizing steam capacity for CIP cycles is one of the most frequent errors in food plant boiler specification. CIP runs often overlap with production — both drawing steam simultaneously. If the boiler system was sized only for production peak load without factoring in concurrent CIP demand, pressure drops force the CIP cycle to run longer, eating into production uptime and raising operating costs.
250°F
Retort Sterilization Temp
161°F
HTST Milk Pasteurization
60%+
Meat Plant Steam for Sterilization
How to Size and Select a Steam Boiler for Your Food Plant

Choosing the right boiler for a food industry facility means matching steam output to actual process requirements — not just picking the largest unit that fits the boiler room. An oversized boiler wastes fuel through excessive cycling, while an undersized unit creates production bottlenecks and food safety risks.
Step 1: Calculate Total Steam Demand
Map all the process that consume steam in your plant: kettles to cook, retorts, pasteurizers, area dryers, CIP systems, and space conditioning. For each component, include the necessary flow rate (lb/hr) of steam, pressure (psi), and the daily run schedule. Summate all simultaneous peaks demand, and increase that total by 15-20% to reach the minimum boiler capacity required.
Step 2: Account for Load Variability
Food production rarely runs at constant load. A bakery might need full steam at 4 AM for oven preheating, drop to 30% by mid-morning, then spike again for afternoon CIP. Dairy plants often see sharp demand surges when pasteurizers and evaporators fire up simultaneously. This variability is why multiple boilers in a staged configuration often beat a single large unit — you bring boilers online only when steam needs increase.
Step 3: Evaluate Steam Quality Requirements
If steam directly contacts food products — blanching, sterilization, or humidification — you need culinary-grade or filtered steam that meets FDA 21 CFR 173.310 requirements for boiler water additives. Indirect steam applications (heating jackets, heat exchangers) have fewer purity constraints but still require proper water treatment to prevent scale, corrosion, and carryover. Boilers in the food industry must be sized to supply both direct and indirect steam circuits simultaneously.
- ✔
Document all steam-consuming equipment with pressure and flow specs - ✔
Map peak concurrent demand (production + CIP overlap) - ✔
Add 15–20% safety margin above calculated peak - ✔
Decide on single vs. modular boiler configuration based on load variability - ✔
Confirm steam purity grade matches each application (culinary vs. plant steam) - ✔
Verify boiler room dimensions, ventilation, and fuel supply access
From our experience helping food processing customers across more than 100 countries, the most frequent error we see has to do with sizing. People tend to think of a boiler as a fixed-load machine. Food facilities have inherently variable steam demand profiles — your boiler system needs to reflect that variability, not the nameplate throughput level.
— Taiguo Engineering Team, 49 Years in Industrial Boiler Manufacturing
Energy Efficiency and Fuel Options for Food Industry Boilers

Fuel and energy efficiency decisions have on food plant operating costs for the life of the plant. Since industrial steam boiler fuel comprises 60-80% of total lifecycle cost, choosing the right fuel type and high-efficiency features has a financial impact that outweighs the initial purchase price. The right choices reduce fuel costs and running costs for decades.
| Fuel Type | Typical Efficiency | On-Site Emissions | Best For |
|---|---|---|---|
| Natural Gas | 85–95% | Low NOx, low CO₂ | Most food plants with gas supply |
| Biomass (wood/pellets) | 65–80% | Particulate, carbon-neutral CO₂ | Facilities with local biomass supply |
| Electricity | ~99% | Zero on-site | Small plants, strict emission zones |
| Fuel Oil (#2 / #6) | 80–88% | Higher SOx, particulate | Backup fuel / dual-fuel systems |
Efficiency-Boosting Technologies
Modern industrial boiler systems can push overall thermal efficiency above 90% through several proven technologies, delivering high energy efficiency and control of temperature across varying loads. An economizer, which intercepts flue gases to subcool incoming feedwater can recover 4-6% of the potential fuel energy to heat that otherwise escapes through the stack. A condensing heat exchanger is capable of raising the recovery further in cases of suitably cool return waters.
Oxygen trim controls automatically adjust the air-fuel ratio to maintain peak combustion efficiency across varying loads, reducing excess air from the typical 15–20% down to 3–5%.
The U.S. Department of Energy’s Guide to Low-emission Boiler and Combustion Equipment Selection reports that when combustion controls are installed they can save 10 to 20% on fuel costs over baseline operation when used with heat recovery equipment. For a mid-size food processing facility spending $300,000–$500,000 annually on boiler fuel, that translates to $30,000–$100,000 in yearly cost savings
Emission compliance represents yet another end. The EPA’s Industrial, Commercial and Institutional Boiler regulations prescribe limits on NOx, SO, CO and particulates depending on boiler type and size. A boiler fired by natural gas typically are compliant with emission limits without additional equipment, whereas coal or heavy oil firing units often must use selective catalytic reduction or electrostatic precipitators — adding significant capital and maintenance cost. This regulatory reality is pushing the food industry toward natural gas and electric steam generation, since both options significantly reduce emissions without add-on equipment.
10–20%
Fuel Cost Reduction with Heat Recovery
95%
Peak Efficiency with Condensing Gas Boiler
💡 Pro Tip
In our installations across more than 100 countries, we have found that the single highest-ROI efficiency upgrade for existing food plant boiler systems is adding an economizer to the flue gas path. It typically pays for itself within 12–18 months through reduced fuel consumption — before any other modifications are made.
Maintenance, Safety, and Compliance for Food Processing Boilers
A boiler that appears fine during commissioning but proves to be a rundown failure after two years because of sub-standard maintenance is a liability; not an asset. Reliability in food processing means the boiler regularly produces first-class steam quality for every production shift, with none of the unexpected downtime that stops the production line and introduces the risk of spoiled product.
Regulatory Framework
Steam boilers in the United States are subject to ASME Boiler and Pressure Vessel Code (BPVC) requirements for design, fabrication, and inspection. The 2025 edition of the ASME BPVC is in the process of being adopted by reference in many state regulations. NFPA 85, (Boiler and Combustion System Hazards Code, 2023 edition) addresses fire and explosion prevention hazards in boiler rooms in the case of natural gas and fuel oil equipment.
Most jurisdictions require an annual boiler inspection by a certified Inspector and mandate that operators maintain suitable boiler operator licenses. For food processing facilities, additional regulations (e.g. FDA 21 CFR 173.310) detail which water treatment chemicals are allowed in boilers that handle food-contact steam.
Water Treatment Program
Efficient water treatment is by far the single most important maintenance measure that can help maximize boiler longevity and safeguard steam purity. Untreated or marginally treated feedwater induces three damaging phenomena: scale formation on heat transfer surfaces (reducing efficiency and risking tube rupture), corrosion of boiler internals (best recognized at the waterline and in condensate return lines), and carryover of dissolved solids into steam, thereby contaminating food products using direct-contact processing.
ASME has published guidelines for sampling and monitoring feedwater and boiler water chemistry in modern industrial boilers, covering parameters such as pH, dissolved oxygen, total dissolved solids (TDS), alkalinity, and hardness. Following these recommendations prevents the majority of boiler failures and maintains the reliability that food production schedules require.
⚠️ Common Mistake
Few factors are as likely to contribute to premature boiler failure as water treatment neglect. Scale deposits just 1/16″ thick on boiler tubes can increase fuel consumption by 12–15% and induce the hot spots – leading to tube rupture – encountered in substandard systems. Investing in proper water treatment normally costs less than a single emergency tube replacement, in addition to eliminating an unanticipated source of downtime.
Preventive Maintenance Schedule
- ✔
Daily: Check water level, steam pressure, burner flame appearance, and blowdown valve operation - ✔
Weekly: Test safety valve, inspect condensate return quality, log fuel consumption - ✔
Monthly: Clean burner assembly, inspect refractory, test low-water cutoff controls - ✔
Annually: Full internal inspection per ASME code, hydrostatic pressure test, calibrate all safety controls - ✔
Ongoing: Monitor water treatment chemical levels and adjust dosing based on feedwater quality changes
Choosing a Reliable Steam Boiler Manufacturer for Food Processing

Your boiler is only part of the equation. A manufacturer’s engineering capability, product range, and after-sales support infrastructure determine whether your highly efficient boiler system performs well on day one and continues performing well in year ten.
When evaluating manufacturers for a food industry boiler project, consider these criteria:
Key Evaluation Criteria
- Experience with food industry installations: How seasoned is the manufacturer at building boilers for food processing facilities specifically?
- Product portfolio: Does the manufacturer provide fire-tube, water-tube, electric, and biomass firing boilers, or are they only capable of one variation?
- Customized solutions: Does the manufacturer engineer boiler solutions to your specific needs — steam pressure, fuel type, boiler room constraints, emission requirements — or sell off-the-shelf units only?
- Certifications: What qualitymarks does the manufacturer hold – ASME stamps, ISO 9001, niche region approvals (CE, DOSH, etc.) – demonstrating manufacturing discipline?
- Installation and start-up: Does the manufacturer provide on-site installation support, operator training and integrate seamlessly into your existing plant infrastructure?
- After sales support: How easy is it to obtain spare parts, does the system provide remote monitoring, and what response time is promised for emergency servicing?
Taiguo has been manufacturing steam boilers for all four major types of fuel – oil and gas fired (WNS, SZS series), biomass and coal fired (DZL, SZL series), thermal oil heaters (YYQW, YGL series), and electric fired boilers (LDR, WDR series) – since 1976. With a 60,000 m² manufacturing facility equipped with dedicated testing laboratories, Taiguo has delivered customized boiler solutions to food processing, pharmaceutical, textile, and chemical production facilities across more than 100 countries. Every project receives end-to-end support from initial consultation through installation, commissioning, and lifetime technical assistance.
Frequently Asked Questions
Q: What type of steam boiler is best for food processing?
View Answer
It depends on your plant size and steam load. Fire-tube boilers are most suitable for small to medium size food plants – they handle load fluctuations the best, and initially cost less. Water-tube units are better if you are producing on a large scale, require high pressure, or are co-generating. Electric units are most applicable for small plants with limited emission flexibility. Select your boiler configuration based on the actual situation at your food production plant (may be identical to the profile of your actual factory schedule), your access to fuel, and your local regulation requirements.
Q: How much steam does a food processing plant need?
View Answer
From about 500 lb/hr for small commercial bakeries to around 30,000+ lb/hr for large dairy production lines. Sum all coincident peak loads, then add 15-20% as a safety factor.
Q: Can electric boilers be used in food processing?
View Answer
Yes, by using electric boilers. They have close to 100% thermal efficiency with nothing on site after combustion except water vapor and heat. They are an attractive option for small food plants or elsewhere with stringent air quality constraints. No fuel storage tank, no flue, no stack. The main downside is higher per BTU costs for the electricity compared with natural gas, in most areas. You need to balance those higher electricity prices against smaller initial capital costs, and reduced operational costs, prior to installing.
Q: What is culinary-grade steam and why does it matter?
View Answer
Culinary-grade steam (also known as filtered steam) – ash content, particulates, other impurities have been reduced to allow food-contact with processes like sterilization, blanching, or direct steam introduction. In the U.S., food-contact boilers are required to use only approved drinking water additives under 21 CFR 173.310. Ordinary plant-service steam – heating jackets, central HVAC – is not held to this approval standard.
Q: How can I avoid unplanned boiler downtime?
View Answer
Water chemistry, maintenance procedures, redundancy. Tube failures result from scale and corrosion, both of which are attributable to poor water chemistry; treat to avoid failure. Combine that with regular checks by operators, monthly burner inspections, and annual ASME code inspections. For maximum product throughput, run several small multiple-unit boilers to allow for maintenance on one unit while production continues. Plants with all three items tracked consistently see 98%+ boiler availability over multi-year operating cycles.
Q: What safety regulations apply to steam boilers in food plants?
View Answer
In the U.S., steam boilers have to meet the ASME (American Society of Mechanical Engineers) code requirements for design, manufacture, and in-service inspection; almost every U. S. State adopts the ASME code by reference and requires annual witnessed inspections by a certified inspector on the National Board. NFPA (National Fire Protection Association) 85, the boiler & combustion system hazards code, regulates fire & explosion prevention in boiler rooms, establishing controls for fuel train interlocks, purge cycles, flame safeguard systems. Operating licenses for trained boiler operators are required in a number of jurisdictions. Food plants in which steam contacts product directly have to meet the FDA (Food & Drug Administration) 21 CFR 173.310 regulations, limiting water treatment chemical concentrations to FDA-approved additives, as in cyclohexylamine at 10 ppm in steam and prohibited entirely in dairy applications. The EPA (Environmental Protection Agency) in the United States enforces the Clean Air Act limits on emissions of NOx, SO₂, CO, and particulate matter, with specific limits that are based on the heat rating and fuel type of the individual boiler. Natural gas, electric, and coal operation may all be subject to separate limits in a given plant. Failures to meet any or all of these regulations can result in a plant shut down, regulators fining the operation or enforcement actions up to and including product recall.
Need Help Choosing the Right Steam Boiler?
Taiguo’s engineering team can evaluate your food processing facility’s steam requirements and recommend a steam boiler for food industry applications matched to your production schedule, fuel access, and compliance needs — backed by 49 years of manufacturing experience.
About This Guide
This information was generated by the Taiguo technical content team drawing on our 49 years of experience building steam boiler systems for food processing, dairy, meat, and beverage manufacturers around the world. Technical information, temperature ranges, and legal references included are based on information available through United States Government and other industry sources including USDA FSIS, FDA 21 CFR, ASME BPVC, and U.S. DOE, compared with information from our own project engineering logs on jobs at more than 100 countries. The boiler products reviewed in this publication are made by and sold by Taiguo.
References & Sources
- 21 CFR 173.310 – boiler Water Additives – Food and Drug Administration – U.S. Government Website
- Directive 7530.2 – Verification Activities in Canning Operations – USDA Food Safety and Inspection Service, Professional Resources, Literature
- Guide to Low-emission boiler and Combustion Equipment Selection – U.S. Department of Energy, Office of Scientific & Technical Information, International Energy Agency Data
- Industrial, Commercial, and Institutional boilers – Air Pollution Standards – U.S. Environmental Protection Agency, Built Environment Program
- ASME boiler and Pressure Vessel Code (BPVC) – American Society of Mechanical Engineers
- NFPA 85 – boiler and Combustion Systems Hazards Code – National Fire Protection Association
- Pasteurization – Temperature Standards and History – Wikipedia