Get in Touch with Taiguo

Three-Pass Fire Tube Boiler Design: Working Principle, Components, and Applications
If choosing a industrial boiler for steam or hot water generation, then likelihood is that you will come across a three-pass fire tube boiler design. This design takes the combustion gases through three separate passes inside the boiler shell, before the exhaust gases reach the stack, which extracts more heat from the fuel. With this design, there are higher thermal efficiency and lower fuel costs, compared to single-pass or two-pass designs.
We break down how a three-pass fire tube boiler design works, what each part does, how it compares to a water tube boiler, and what to watch for during maintenance — whether you are an engineer writing specs or a facilities manager evaluating boiler choices.
In This Guide
What Is a Three-Pass Fire Tube Boiler?

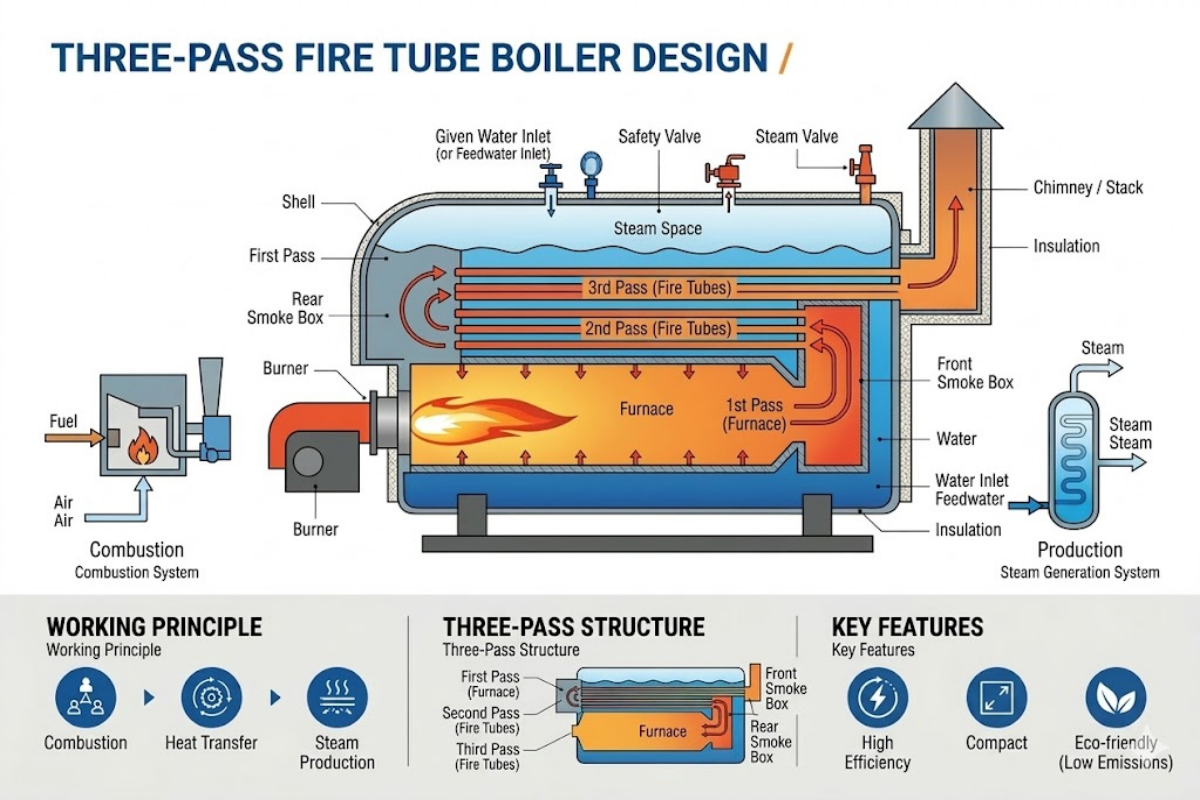
A three-pass fire tube boiler is a type of shell boiler in which hot combustion gases pass through tubes in water, completing three cycles inside a boiler before exiting via the stack. The furnace itself is pass number one. After gases change direction in the rear chamber, they pass rearward through a number of tubes (second pass), change direction again, then move back rearward through another set of tubes (third pass). The multiple passes each allow for further heat accumulation in the corresponding surrounding water.
This configuration remains the most frequently used industrial steam and hot water boiler design. You are likely to find three-pass firetube boilers — packaged all-in-one units delivered ready for installation, complete with burner, controls, and pressure vessel. This same three-pass configuration is used on both steam boilers as well as hot water boilers.
86–89%
Typical Fuel-to-Steam Efficiency
≤350 psi
Max Operating Pressure
20–800 HP
Common Capacity Range
Industry professionals tend to specify this all-in-one packaged design for facilities that require dependable steam at pressures below 250 psi. By adding an additional pass of tubes, stack temperature is diminished significantly, and this offers direct fuel advantages over the life of the boiler.
How a Three-Pass Fire Tube Boiler Works
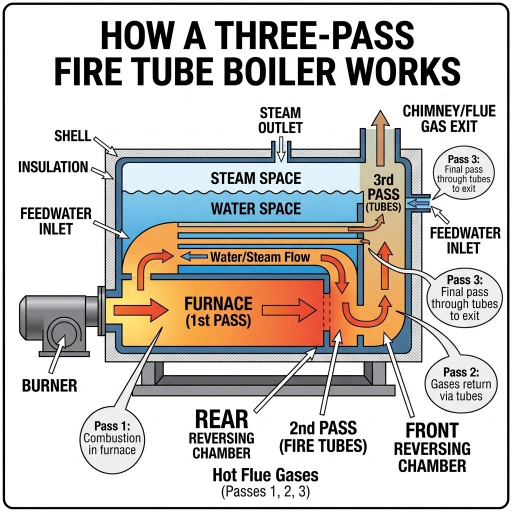
At its core, the fire tube boiler working principle is about routing hot combustion gases through a series of water-submerged tube passes. A longer gas path inside the boiler allows more time and surface area for releasing heat. Here is how the gas travels in each stage of a three-pass fire tube boiler design.
Pass 1: The Furnace
The combustion process initiates in a furnace, which is cylindrical with high flare dimensions (sometimes called a Morrison tube or the combustion chamber). Natural gas, oil or fuel (both low and high) is injected in and creates the hot flue gas between 1,800°F and 2,400°F (980–1,315°C). As the gas travels from head to foot inside this furnace, radiant heat transfer occurs directly to the surrounding water through the furnace wall. Some 65% of all heat transfer happens during this first pass.
Pass 2: Rear Reversal Chamber to Front
At the rear of the boiler, the gas passes through a reversal chamber — a sealed space that redirects the flow 180 degrees. From there, the gases pass through a bank of smaller-diameter smoke tubes and continue traveling forward, back toward the burner end.
Convective heat transfer drives up to another 25% of the remaining thermal energy into the water through these tubes. A rear tube sheet separates the reversal chamber from the water space, and the tube ends are expanded or welded into the sheet.
Pass 3: Front Chamber to Stack Outlet
A second reversal chamber at the front of the boiler redirects the gas once more. Flue gas enters a final bank of smoke tubes and proceeds rearward toward the smokebox. By this stage, the gas temperature has dropped to roughly 350–500°F (175–260°C), depending on the operating pressure and boiler load. Only about 10% of the heat transfer occurs in the third pass, but it’s enough to drop the stack temperature well below what a two-pass boiler achieves.
💡 Pro Tip
The U.S. Department of Energy reports a net efficiency increase of about 1% fuel-to-steam efficiency for every 40°F drop in boiler flue gas temperature. Effectively, a three-pass design stacks less temperature than a two-pass boiler by sending gas around one more tube surface.
Key Components of Three-Pass Fire Tube Boilers
Knowing the main elements of a three-pass fire tube boiler helps with specifying a suitable unit and planning maintenance intervals. Below are the primary parts and what each one does.
| Component | Function | Material / Standard |
|---|---|---|
| Boiler Shell | Cylindrical pressure vessel containing water and steam | SA-516 Gr.70 carbon steel (ASME Section II) |
| Furnace (Morrison Tube) | First-pass combustion chamber; radiant heat transfer surface | Corrugated or plain steel, designed per ASME Section I |
| Tube Sheets (Front & Rear) | Flat plates that support and seal boiler tubes at each end | SA-516 steel, drilled and reamed to tube pattern |
| Boiler Tubes (Standard Tubes) | Carry flue gas through Passes 2 and 3; convective heat transfer surface | SA-178 Gr.A ERW steel, 2″ or 2.5″ OD typical |
| Reversal Chambers | Redirect gas flow 180° between passes | Water-cooled (wet back) or refractory-lined (dry back) |
| Burner | Mixes fuel and air for controlled combustion in the furnace | Gas, oil, or dual-fuel; modulating or on/off control |
| Safety Valve | Relieves excess pressure to prevent vessel rupture | Set at or below MAWP per ASME BPVC |
| Pressure Gauge & Water Level Gauge | Monitor operating pressure and water level within the boiler | Required by ASME code for safe operation |
| Low Water Cut-Off | Shuts down burner if water level drops below safe minimum | Float or probe type; tested per jurisdictional requirements |
Pitting corrosion of the tube sheets is identified when examined on scheduled shutdowns. Adjacent to the waterline, this often indicates poor deaeration or low sulfite residual within the feedwater treatment programme. Fail to detect tube sheet deterioration, and there may be an expensive emergency repairs.
💡 Pro Tip
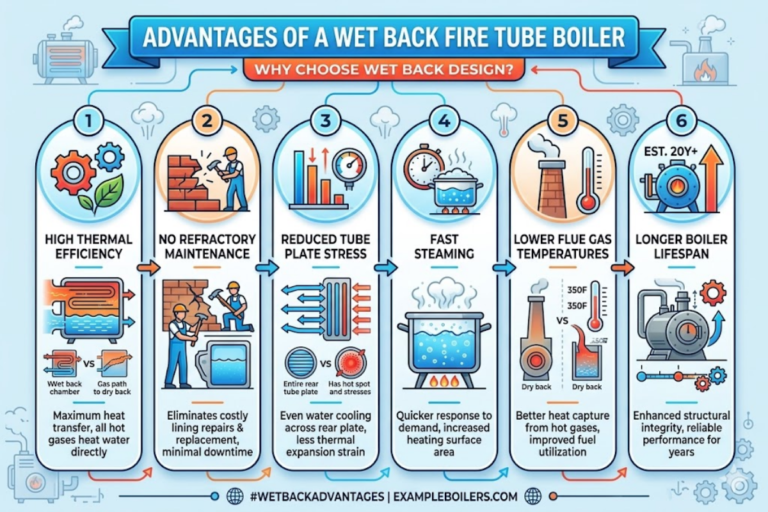
Scotch marine boilers — the most popular subcategory of firetube boiler — come in wet back and dry back variants. Wet back designs water-cool the rear reversal chamber, adding heating surface and improving efficiency. Dry back designs use refractory lining instead, simplifying construction but sacrificing some thermal performance. For most industrial applications above 100 HP, wet back construction is the preferred choice.
Fire Tube vs Water Tube Boiler: Key Differences

When comparing fire tube vs water tube boiler designs, the key difference is where the water and gas are located. In a fire tube boiler, the hot gases run through the inside of the tubes and the water runs around the outside. In a water tube boiler, the water runs through the inside of the tubes and the combustion gases run around the outside of the tubes.
This is the fundamental difference which led to all downstream differences in pressure capacity, response time, footprint and cost.
| Dimension | Fire Tube Boiler | Water Tube Boiler |
|---|---|---|
| Operating Pressure | Up to 350 psi (low to medium pressure) | Up to 5,000 psi (high pressure) |
| Steam Capacity | Under 20 tons/hr | 20 tons/hr and above |
| Startup Time | 1–2 hours from cold (large water volume) | 5–30 minutes (smaller water volume) |
| Load Response | Handles sudden load surges well (thermal storage) | Follows load swings more precisely |
| Boiler Efficiency | 82–89% (3-pass); up to 95% with economizer | 85–92%; higher potential with superheater |
| Footprint | Compact horizontal package; fits tight boiler rooms | Larger footprint; requires more headroom |
| Upfront Cost | Lower (simpler construction, factory-assembled) | Higher (field-erected for large units) |
| Orientation | Horizontal (standard); vertical for small units | Vertical tube arrangement |
When to opt for a fire tube boiler: Your site requires steam or hot water at pressures less than 250 psi, capacity is less than 800 HP, space is constraint and there is desire to minimize the capital cost by providing as less as possible field assembly. three-pass fire tube boilers are designed to handle intermittent load pattern very effectively due to large volume of water provide as a thermal store.
When to choose a water tube boiler: You need a high-pressure steam (>350 psi), super-heated startup conditions are necessary, the steam load will be above 20 Ton/hr, or your process demands super-heated steam. Power generation and large chemical plants tend to fall into this category.
⚠️ Common Mistake
Many buyers default to water tube boilers for low-pressure use under 150 psi, assuming they are always better. Actually, a three-pass firetube boiler within this pressure range will produce equivalent efficiency at considerably lower installation and capital cost. Match the boiler type to the actual operating pressure and capacity requirements – not assumptions.
Efficiency and Heat Transfer Performance

The number of gas passes in a fire tube boiler design directly impacts how much heat is taken from the combustion gases before they exit the stack. More passes lead to higher heat transfer surface, lower exhaust temperatures, and higher fuel-to-steam efficiency.
~75%
1-Pass Efficiency
~82%
2-Pass Efficiency
86–89%
3-Pass Efficiency
A typical well-maintained three-pass fire tube boiler attains 86-89% fuel-to-steam efficiency under standard operating conditions. DOE Steam Tip Sheet #25 points out that four-pass boilers can achieve slightly higher efficiency, but the balanced industrial approach of three-pass remains dominant due to its performance at competitive costs and mechanical regularity.
There are two means for heat transfer in a three-pass boiler. Radiant heat transfer is primarily involved in the furnace (pass 1), where high flame temperature conduct heat through radiation to the furnace walls. Convective heat transfer is dominant in Passes 2 and 3, where gas velocity across tube surfaces makes the pulse. The total heating surface area (encompassing furnace walls, tube sheets, and all tube banks) defines the overall rate of energy capture.
Fuel type influences combustion temperature and efficiency as well. Natural gas produces cleaner combustion with less fouling on tube surfaces, allowing existing heat transfer rates for longer. Oil burning equipment produces soot that acts as an insulating layer on tubes, lower efficiency by 1-2% if not cleaned regularly. Dual-fuel burners provide operational flexibility to switch based on fuel availability and price.
💡 Pro Tip
Incorporating a feedwater economizer downstream of the boiler captures more heat from exhaust flue gas, boosting total system efficiency beyond 90%. The DOE Sourcebook on Improving Steam System Performance recommends economizers for any boiler installation where the stack temperature surpasses 450F.
Common Applications and Sizing
three-pass fire tube boilers are utilized by many industrial and commercial plants. Their packaged design simplifies installation: most units arrive entirely assembled, with utility hookups and flue piping required on site. This aspect alone makes them suitable for plants with limited boiler room or a desire for rapid commissioning.
| Industry | Typical Application | Capacity Range |
|---|---|---|
| Food & Beverage | Steam for cooking, sterilization, CIP systems | 100–500 HP |
| Textile & Garment | Dyeing, pressing, finishing processes | 50–300 HP |
| Healthcare | Autoclaving, laundry, HVAC heating | 30–200 HP |
| Chemical Processing | Reactor heating, distillation, drying | 200–800 HP |
| Commercial Buildings | Hot water heating, district heating | 30–150 HP |
| Paper & Pulp | Drying rolls, process steam | 300–800 HP |
Taiguo produces three-pass fire tube boilers of the entire capacity spectrum, from small 1-ton/hr packages ideal for small facilities to 20-ton/hr industrial boilers suitable for process intensive plant establishments. All units are developed as horizontal, packaged systems that comply with ASME BPVC and local jurisdictional standards.
⚠️ Common Mistake
Oversizing a boiler is the most common engineering mistake. Short cycling (rapid opening and closing of the burner) indicates a boiler too large for the load on the actual steam – Wasting fuel, more wear to the mechanical, and a shorter boiler lifetime. Size a boiler to carry the predicted peak load plus a 10-20% margin of safety, rather than sizing for an unrealistic worst-case scenario which shows up a few times a lifetime, if ever.
When selecting an industrial steam boiler, three-pass fire tube boilers are the best value and fit in the under-800 HP range for price per HP, compact footprint, and long-term reliability.
Maintenance, Inspection, and Repair Tips
Periodic maintenance keeps a three-pass fire tube boiler running safely and at peak efficiency. Missing tube surfaces, water treatment, or safety equipment causes avoidable failures – wasting nearly as much as unplanned downtime does.
The DOE Best Management Practice #8 recommends implementing a documented maintenance program covering pre-operation checks and testings, weekly and monthly, and internal inspections annually. Here’s a user-friendly, field-tested checklist.
- ✔
Daily: Check water level gauge, pressure gauge, and steam output. Verify burner flame pattern through sight glass. - ✔
Weekly: Test low water cut-off by blowing down the float chamber. Record flue gas temperature at the stack. - ✔
Monthly: Perform surface and bottom blowdowns to remove sludge and dissolved solids. Test safety valve by hand lift. - ✔
Annually: Open the boiler for internal inspection. Clean tube surfaces (fire side and water side). Inspect tube sheets for pitting, corrosion, or ligament cracking. Verify all weld seams on the shell and furnace. - ✔
Every 2–3 Years: Perform hydrostatic test to verify pressure vessel integrity. Replace gaskets on manhole and handhole covers.
An annual tube sheet inspection reveals actually two forms of damage: oxygen pitting from the quality of feedwater treatment, and erosion at the tube ends from high-velocity gas flow. These flaws can repaired by tube rolling (pressing the tubes back into the sheet) or, in more serious conditions, by welding tube-sheet joints as required by the ASME repair code. Detecting these problems early is the most cost-effective solution in avoiding a full tube replacement in the future. Early correction in an existing one prevents tube leaks that could force a full shutdown.
💡 Pro Tip
Record your stack temperature every month. A slow increase of 50F or more above normal with no change in load typically indicates dirty tube surfaces in the fire side. Cleaning those tubes can recover 2–3% in boiler efficiency.
Frequently Asked Questions

Q: How does a three-pass fire tube boiler work?
View Answer
Hot combustion gases are routed through the furnace (first pass), reversed in the rear chamber, moved inwards through a second bank of tubes, reversed again, and exhausted to the stack through a third bank of tubes. Each reversal increases the length of time for heat to go into the water. 65% of the heat is absorbed in the furnace, 25% in the second pass, and 10% in the third pass.
Q: What is the difference between a 2-pass and 3-pass fire tube boiler?
View Answer
A 2-pass fire tube boiler is sufficient for routing gas through the furnace and one set of tubes, and a 3-pass boiler add one more tube set for another reversal. The third pass delivers heat transfer surface and reduces the exhaust gas temperature – translating into approximately 4-7% higher fuel-to-steam efficiency. Most industrial designs feed the gas through these 3 passes and use three-pass boilers since they create the most balance of efficiency for the construction investment.
Q: What are the main components of a fire tube boiler?
View Answer
The principal is the boiler shell (pressure vessel), furnace or Morrison tube (combustion chamber), tube sheets (support plates for the tubes), smoke tubes (heat transfer tubes for passes 2 and 3), reversal chambers, burner, safety valve, pressure gauge, water level gauge, and low water cut-off. Components built for pressure retention must fulfill ASME Boiler and Pressure Vessel Code requirements.
Q: How efficient is a three-pass fire tube boiler?
View Answer
Most three-pass fire tube boilers run at 86-89% fuel-to-steam efficiency. With an economizer, system efficiency can be over 90%.
Q: What is a wet back vs dry back boiler design?
View Answer
In a wet back boiler, the rear reversal chamber is surrounded by water. The water adds heating surface and benefits efficiency. In a dry back design, the reversal chamber is lined with refractory material not water-cooled. Wet back boilers are more efficient; have longer service lives; and are the design of choice for the majority of three-pass industrial boilers. Dry back designs, while easier to construction, are typically limited to smaller units where capital cost is king.
Q: What ASME codes apply to fire tube boiler design?
View Answer
Most boilers (operates above 15 psig) are governed by ASME BPVC Section I. heating boilers; operating at pressures less than 15 psig; are governed by Section IV. Section II provides specifications for material components utilized in the construction of boilers. All pressure-retaining welds, tube-to-sheet joints, and safety devices are to satisfy the code requirements of the appropriate ASME code section. Most jurisdictions will require third-party inspection performed by a National Board approved inspector.
Need a Three-Pass Fire Tube Boiler for Your Facility?
Tell us your capacity, pressure, and fuel requirements — Taiguo engineers will send you a detailed quotation within 24 hours.
About This Technical Guide
Taiguo has been manufacturing fire tube boilers for over 20 years and has supplied three-pass scotch marine boilers to food processing, textile, and chemical facilities throughout Asia, the Middle East, and Africa. The technical data presented in this guide is provided by our engineering team, experienced in boiler design, fabrication per the ASME code, and field commissioning. Where other sources are referenced, our listing of those sources is provided to allow free access to the data.
References & Sources
- Steam Tip Sheet #25: Consider a Four-Pass Boiler for Efficiency — Two- and Three-Pass Firetube Boilers — U.S. Department of Energy
- Improving Steam System Performance: A Sourcebook for Industry — U.S. Department of Energy
- Best Management Practice #8: Steam Boiler Systems — U.S. Department of Energy, FEMP
- Boiler and Pressure Vessel Code (BPVC) — American Society of Mechanical Engineers
- Fire-tube boiler — Wikipedia