Get in Touch with Taiguo

Fire Tube vs Water Tube Boiler: A Side-by-Side Engineering Comparison
Choosing a fire tube or water tube boiler is one of the first design choices placed on plant engineers when specifying a new steam or hot water boiler. Not only do the two designs look quite different, they act quite differently, and operate quite differently under load. Make the wrong design choice here, and you could end up flushing capital down the drain on a too-large unit or pressurizing your system to unsafe levels to compensate for a too-small unit.
In our boiler consulting and troubleshooting experiences, the most frequent initial question is “But what boiler do I really need?” When you specify a new steam or hot water boiler, the answer depends on your operating pressure, steam load, available floor area, and future fuel budget. This guide provides fundamental engineering principles of each dimension so that you can arrive at the proper boiler design best suited to your industrial plant operating profile.
Fire Tube vs Water Tube Boiler at a Glance
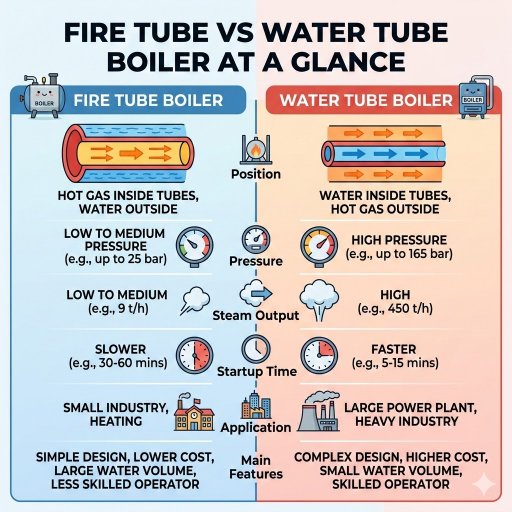
Before getting into the details of each performance aspect, here is a concise table that contrasts the core performance differences between a fire tube and a water tube boiler. Use this as your frame of reference, then go into the sections below for a deeper explanation of each row. Both water tube boilers and fire tube boilers have clear advantages and disadvantages that hinge on your facility’s pressure, volume, and budget requirements.
| Comparison Dimension | Fire Tube Boiler | Water Tube Boiler |
|---|---|---|
| Gas/Water Path | Hot gas flows inside tubes; water surrounds tubes in shell | Water flows inside tubes; hot gas passes around tube exterior |
| Max Operating Pressure | Up to 250 – 350 psig | Up to 3,000+ psig |
| Steam Output Range | 500 – 27,600 lb/hr | 10,000 – 1,500,000+ lb/hr |
| Water Volume | Large (4 – 8× more than water tube) | Small — requires less water |
| Cold Startup Time | 45 – 60 minutes | 5 – 20 minutes |
| Thermal Efficiency (non-condensing) | 80% – 85% | 82% – 88% |
| Turndown Ratio | Up to 20:1 | Typically 5:1 |
| Initial Cost (same capacity) | Lower ($20K – $150K typical) | Higher ($300K+ for comparable output) |
| Best For | Steady-load heating, commercial HVAC, food processing | High-pressure steam, power generation, rapid load swings |
💡 Pro Tip
This table summarizes the most common building block configurations for each dimension. Actual specifications will vary depending on generator manufacturer, fuel type, and operating conditions. Always double-check that you have a site-specific heat loss calculation in hand prior to selecting your boiler.
How Fire Tube and Water Tube Boilers Work
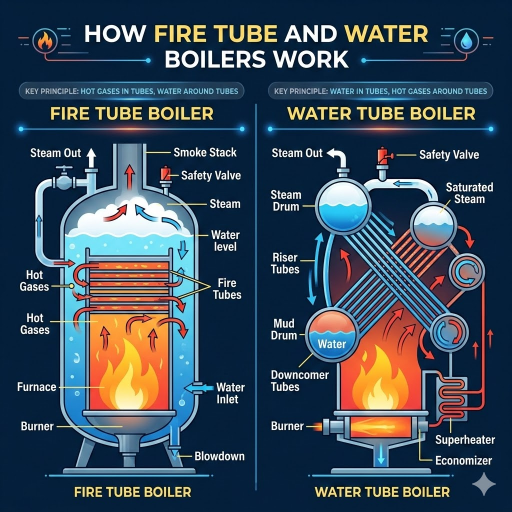
Unlike the boiler water-heating path that is identical for every design, these two main types of industrial boilers — the fire tube design and the water tube design — are opposite in design. Identifying the fundamental design difference helps you understand why every fire tube and water tube boiler performance data in your spec sheet looks markedly different.
Fire Tube (Firetube) Boiler Design
In a firetube boiler, hot flue gas travels through the tubes of a steel network enclosed within a large cylindrical vessel — tubes surrounded by water on all sides. Pass one is the combustion chamber itself (sometimes called a Morrison tube), while subsequent passes through smaller and smaller exterior tubes vent into the stack. Most modern firetube boilers manage flue gas speed with a 3-pass or 4-pass design.
As the Spirax Sarco technical reference on shell boilers indicates, fire tube boilers are known as “shell boilers” since the outer vessel provides the structural pressure containment vessel. To withstand a high operating pressure across a large diameter, the shell must be very thick and this is why firetube boilers have known limitations for safety and load under high pressures.
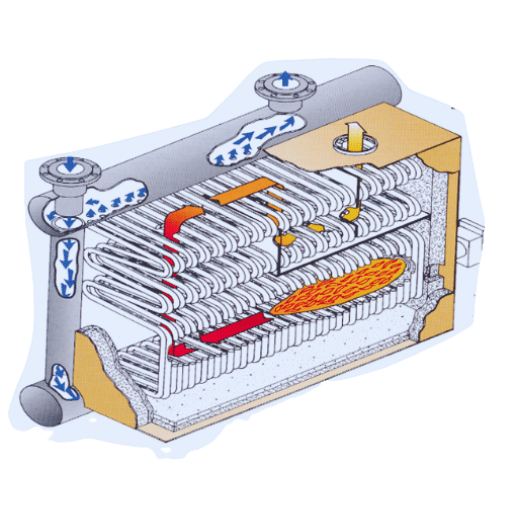
Water Tube (Watertube) Boiler Design
A watertube boiler reverses the flow path: water flowing through narrow tubes is surrounded by hot combustion gas on the exterior. Hot feedwater enters a lower drum (mud drum) then is drawn up through heated riser tubes into an upper steam drum, where it separates. This natural circulation flow is popularly called thermosiphoning, and it is a common approach for circulatory water flows.
As the Spirax Sarco technical reference on watertube boilers notes, since pressure is confined within small-diameter tubes rather than a large shell, watertube boilers exhibit much higher pressure tolerance with much thinner wall thickness. This structural advantage is the reason why water tube boilers are dominant in high-pressure industrial and generation settings.
| Feature | Firetube | Watertube |
|---|---|---|
| Gas path | Inside tubes (2 – 4 passes) | Around tube exterior |
| Water path | Surrounded by water in shell | Water flows through the tubes between drums |
| Pressure boundary | Large-diameter shell | Small-diameter tubes |
| ASME classification | Section IV (≤15 psi steam) or Section I | Section I (power boilers) |
Efficiency and Heat Transfer: Which Boiler Wins?
When the plant manager asks “what is more efficient, a water tube or fire tube boiler?” the answer is a little more complicated than a single number. In terms of efficiency, both firetube and watertube designs can achieve similar maximum ratings, but they do so through alternative heat transfer methods and different part-load behavior.
Non-Condensing vs Condensing Boiler Efficiency
Among non-condensing boilers, both types provide 80% – 88% thermal efficiency, based on HHV. There is little difference between the two at full load. A condensing boiler – whether fire tube or water tube – recovers latent heat from water vapor in the flue gas, pushing efficiency to 90% – 98% when return water temperature drops below 130F. Among the types of condensing boilers and water heaters on the market, both fire-tube and water-tube models can reach these figures.
A condensing economizer, as indicated by the DOE Steam Tip Sheet #26A, can improve system efficiency by up to 10 percentage points by condensing the flue gas below its dew point (about 135F for natural gas combustion products).
Heat Transfer Coefficient and Turndown
water tube boilers tend to have a higher heat transfer coefficient because turbulently flowing water inside small diameter tubes heat more quickly than water surrounding a large-diameter tube. fire tube makers address this by utilizing multi-pass design layouts with increased overall heat exchanger surface area.
For turndown ratio, fire tube boilers are better. firetube units can successfully operate at turndown ratios of 10:1 to 20:1, while watertube boilers are limited to roughly 5:1. This permits the fire tube boiler to operate at fractionally higher output levels without cycling off, reducing energy waste and maintaining high efficiency at part load.
💡 Pro Tip
As reported by the DOE Steam Tip Sheet #25, each 40F reduction in flue gas temperature results in an approximate 1% increase in efficiency in boiler operation. firetube with 4-pass design makes more room for the flue gas to go lower at the expense of a greater water circuit pressure drop, making this choice preferable in general.
| Efficiency Metric | Fire Tube Boiler | Water Tube Boiler |
|---|---|---|
| Non-condensing efficiency | 80% – 85% | 82% – 88% |
| Condensing efficiency | 90% – 98% | 90% – 98% |
| Turndown ratio | 10:1 – 20:1 | ~5:1 |
| Part-load behavior | Stronger (wider turndown reduces cycling) | More cycling at low demand |
| Heat transfer coefficient | Moderate (compensated by multi-pass design) | Higher (turbulent flow inside tubes) |
Pressure Capacity, Steam Output, and Boiler Size

Pressure containment is by far the most important of the differences between water tube and fire tube boilers; the ASME Boiler and Pressure Vessel Code (BPVC) dictates the design parameters that each type can be manufactured to.
Heating boilers are permitted to operate under ASME Section IV to a maximum of 15 psig (steam) or 160 psig (hot water). Commercial heating applications are thus well within this limit. For power boilers manufactured to ASME Section I, the pressure limitation is 250-350 psig; above this size the large diameter shell becomes unfeasible as walls are scaled in direct proportion with pressure capacity.
This geometric limitation does not impose constraints on water tube boilers. Small diameter tubes can hold pressure for a 750 psig operation with ease; this is the standard pressure for process steam within modern industrial facilities. It is also a feasible pressure for watertube units within supercritical power station applications. Smaller diameter tubes result in a lower pressure drop in the water circuit, decreasing the energy requirement of forced-flow systems.
350 psig
Fire tube max pressure
3,000+ psig
Water tube max pressure
27,600 lb/hr
Fire tube max steam output
1.5M+ lb/hr
Water tube max steam output
Steam generation and boiler capacity scale with size. firetube boilers extend from 15 HP to 800 HP (roughly 500 – 27,600 lb/hr steam). water tube boilers start at the upper end of that range, with large steam flow rates generally past 100,000 lb/hr, and utility sized units over 1,500,000 lb/hr. For turbines needing huge quantities of high-pressure steam, watertube units are the sole choice.
Boiler physical size is driven by capacity too. A firetube boiler is one solid piece of equipment: it contains its heat exchanger in a single cylindrical shell. While this makes it about as cheap to buy as a steam generator gets, it is also bulky since it has a large, heavy shell. Such heft is not needed in watertube boilers, which spread their tube banks out over a broader frame, reducing pedestal floorspace at the large end of the scale.
Water Volume, Safety, and Startup Time
Modest volumes of water in each boiler translates into more than just space consideration. It is a question of safety margin, speed of cold startup, and dynamic response to a sudden load increase. What distinguishes firetube from watertube the most here is their large water capacity difference and resulting water mass.
Water Content and Stored Energy
A fire tube boiler holds a large volume of water – usually four to eight times more than a comparable-sized water tube boiler. That amount is enough to store tremendous thermal energy. Should a major failure dump the tubeside pressure vessel contents in a sudden accidental explosion, the gigantic energy content of this water lends itself to a period of rapid expansion known as a Boiling Liquid Expanding Vapor Explosion, or BLEVE. How severe that expansion becomes depends on the volume of a fire tube shell and its stored water mass.
By design, a watertube keeps less water in the system. Since the high pressure is delivered within relatively narrow tubes, a failure of one tube releases a small quantity of steam rather than the entirety of the vessel contents, which offers a much better response to internal accident (venting to relieve pressure). This is the main reason that watertube boilers have come to be regarded as inherently safer at elevated pressures. Because water tube boilers require less water in the heat exchanger, they also produce large steam volumes faster per unit of water mass.
⚠️ Common Misconception
Most plant owners get nervous about a unit holding less water out of concern that the boiler will be more susceptible to dangerous low-water conditions. In fact, case studies have shown that because less energy is stored in the vessel, the magnitude of any BLEVE is proportionally smaller: less energy is available for an explosion. Large-capacity water tube boilers employ low-water cutoffs with static probes that respond to unsafe water levels in 45 seconds or less.
Startup Time and Load Response
Time to full operating temperature is almost directly related to water volume. It takes 45 – 60 minutes for a boiler to bring its massive stores of water to a safe operating temperature. While a watertube unit can reach steaming pressure in 5 to 20 minutes, such a large mass of water lets a firetube fuel oil burner achieve the analogous operating status at a relatively slow pace. For facilities operating on shorter shifts or with fluctuating production runs, this time lag translates directly into fuel cost savings and increased hours of productive time.
Water Quality Requirements
Though both models require treated feedwater, their needs are different. Due to their larger number of tubes and lower heat flux, firetube boiler require less demanding water quality specifications (lower TDS, dissolved oxygen, and hardness limits). Facing a higher heat flux in narrower tube fields, water tube boilers benefit from a higher standard of dissolved solids control, including more stringent limits on TDS, hardness, and dissolved oxygen, though a fire tube boiler may be less prone to formation of low-temperature scale problems than a water tube unit.
Cost, Maintenance, and Lifecycle Value
Initial list price is frequently the way boilers are rated by plant managers when comparing types. However Life Cycle Cost, which includes costs of fuel, expected labor for maintenance, and life span, usually flip the original row order.
| Cost Factor | Fire Tube Boiler | Water Tube Boiler |
|---|---|---|
| Purchase price (comparable capacity) | $20,000 – $150,000 | $300,000+ |
| Installation complexity | Lower — single-unit delivery, fewer connections | Higher — multi-component assembly, more piping |
| Maintenance frequency | Less frequent — simpler tube access | More frequent — water treatment and tube inspection |
| Expected lifespan | 20 – 25 years | 25 – 40+ years |
| Fuel cost trajectory (20-year) | Higher total fuel spend at equivalent load | 5% – 15% lower fuel cost per unit of output |
During a 20-year operating window, the upfront price differential becomes less significant once you consider the economics over the lifecycle. Industry data indicates a 5% increase in boiler efficiency could result in over $1.8 million in saved fuel consumption over a 20-year operating window for a mid-size industrial plant. water tube boilers, which are far more efficient in heat transfer efficiency and have longer service life, frequently recover the initial premium in as little as 5–8 years.
Plants operating below 300 psig with steady loads and moderate steam loads will tend to favor the fire tube boilers. They are a simpler build with less to service on them and the replacement tubes are less than those for the watertube. For any conventional boiler, maintenance visits will be in the $100 – $300 range with large scale repairs to $1,500 or more regardless of type.
Modern boilers on the market from boiler manufacturers often come with extended warranties that would cover tube failure from the first 3 – 5 years.
From our experience working with manufacturing clients, the TCO calculation favors water tube boilers when the plant is running above 200 HP and running more than 16 hours a day: fire tube units will give higher ROI for most plants below those thresholds.
— Taiguo Boiler Engineering Team
Which Boiler Design Fits Your Plant?

In the water tube vs fire tube debate, the question is ultimately which boiler is best for your plant?
There isn’t a single best type of boiler, just the most appropriate for your plant’s operating parameters. A conventional boiler selection process should weigh the differences between water tube and fire tube designs across four variables.
Decision Framework: Fire Tube vs Water Tube
- Operating pressure under 300 psig + steady load: fire tube boiler. Lower capital cost, easier maintenance, great turndown for variable heating loads.
- Operating pressure above 300 psig or superheated steam required: water tube boiler. The only practical choice above 350 psig.
- Steam demand above 30,000 lb/hr → water tube boiler. Fire tube boilers cannot produce steam at this rate.
- Facility cannot accept slow load response: water tube boiler. Faster cold startup (5 – 20 min vs 45 – 60 min) and faster load response as a result of reduced water amount.
- Budget under $150K and low-pressure demand: fire tube boiler. Ships as a single unit with lower installed cost for hot water and low-pressure steam.
- Priority on high reliability and long lifecycle: water tube boiler. Longer life (25 – 40+ years) and safer system behavior at point of failure due to smaller water volume.
- ✔
Commercial HVAC / Hydronic heating: Fire tube (hydronic boilers in this range rarely exceed 160 psi) - ✔
Food & beverage processing: Fire tube for low-pressure steam; water tube for high-volume, continuous production - ✔
Chemical and petrochemical plants: Water tube, where high pressure, high temperature, and fast response are non-negotiable - ✔
Power generation: Water tube — the only viable design for utility-scale steam generation - ✔
Hospitals or university campuses: Either type. Fire tube for projects with limited budget, water tube for campus-wide steam distribution
Frequently Asked Questions

Q: What is more efficient, a water tube or a fire tube boiler?
View Answer
At full-load condensing, the two designs are quite similar, with thermal efficiencies of 90% – 98%. Where they differ most is in part-load operation: fire tube boilers have wider turndown ratios (up to 20:1 vs ~5:1), so they use less fuel during low demand periods by avoiding on/off cycling. water tube boilers have a small advantage at full load, because the heat transfer coefficient is 3–4 times higher.
Your load profile will dictate which design performs best – if your load varies frequently, fire tube turndown can make up to 40% higher seasonal efficiencies.
Q: Are fire tube boilers still used?
View Answer
Yes. Fire tube boilers have remained the most common boiler type in commercial and light industrial plants. On any given day, thousands of firetube units run HVAC, laundry, brewing, and food processing operations.
Q: What are the disadvantages of a water tube boiler?
View Answer
water tube boilers are more expensive initially (typically two to three times the cost of an equivalent fire tube unit), and demand tighter water quality regulation to prevent tube fouling and scaling, and more complex servicing. Multi-component construction results in more difficult installation, and a significantly narrower turndown ratio (~5:1), implying the need for more frequent cycling at partial loads unless used with modular arrangements.
Q: Can water tube boilers handle larger steam demands?
View Answer
Yes – water tube boilers are designed for this exact task. For production, Industrial watertube units create steam at 100,000 lb/hr and higher. firetube boilers top out just below 27,600 lb/hr.
Q: How does boiler footprint affect installation?
View Answer
Fire tube boilers arrive as a single assembled package that fits through standard door openings, which at lower capacities lowers costs. Water tube boilers are usually field-assembled from multiple parts (drums, tube banks, headers), require larger mechanical room space, need rigging equipment, and take longer to install. In the case of very large capacities, water tube boilers can produce higher steam outputs per square foot of floor space, than multiple fire tube units.
Q: Is the installation cost of fire tube boilers lower than water tube boilers?
View Answer
In most cases, yes. A fire tube boiler typically costs $20,000 to $150,000, while a similar-capacity water tube unit starts around $300,000 before installation labor. Its one-piece construction means less time consumed on rigging, piping and commissioning.
However, fire tube boilers are not practical when a steam system is required to operate at elevated pressures and high volumes, leaving the water tube boiler as the only option even at a premium.
Need Help Choosing the Right Boiler for Your Plant?
Our engineers will review your operating conditions and suggest the boiler type to meet your pressure, capacity and cost considerations.
About This Analysis
Taiguo currently produces both fire-tube steam boilers and water-tube steam boilers for industrial customers in various industries. The technical information presented in this comparison is based on ASME guidelines, U.S. Department of Energy articles, and our experience in hundreds of boiler installation and commissioning projects.
We show both designs individually, because the correct answer is based on your facility and not margin.
References & Sources
- Steam Tip Sheet #25: Consider Installing Firetube Boilers — U.S. Department of Energy, Advanced Manufacturing Office
- Steam Tip Sheet #26A: Consider Installing a Condensing Economizer — U.S. Department of Energy, Advanced Manufacturing Office
- BPVC Section IV: Rules for Construction of Heating Boilers — American Society of Mechanical Engineers (ASME)
- Shell Boilers (Fire Tube Boiler Technical Reference) — Spirax Sarco
- Water Tube Boilers (Technical Reference) — Spirax Sarco