Get in Touch with Taiguo

How Much Does an Industrial Steam Boiler Cost? A 2026 Price Breakdown by Type, Fuel & Capacity
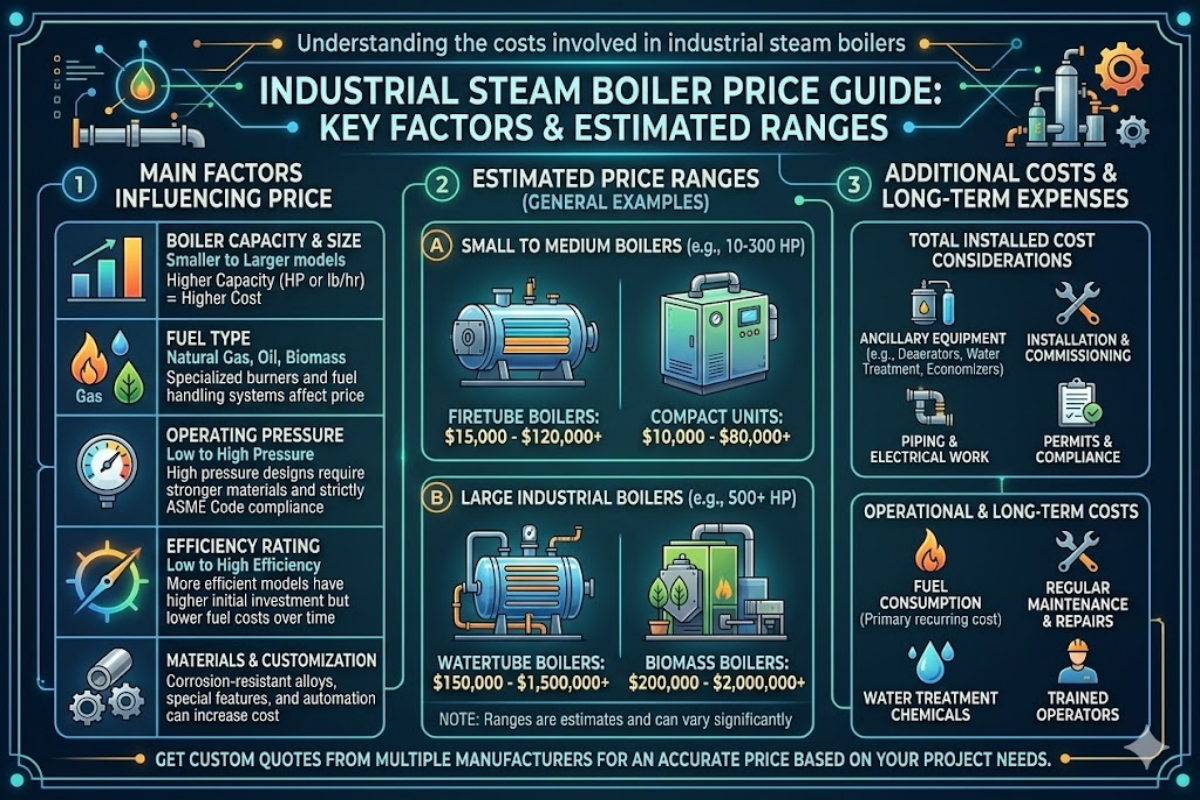
The purchase of an industrial steam boiler is one of the most capital-intensive decisions a plant engineer or facility manager will make in their lifetime. Prices can start as low as $10,000 for a small packaged unit and easily exceed $500,000 for a large water-tube system – well before any piping, installation costs, instrumentation or fuel infrastructure costs are included. That variation is wide enough that getting just a price without some context is not very meaningful.
This guide will cut down the industrial steam boiler price question into its most tangible factors: steam (output size), fuel type, boiler configuration, and ultimate operating costs. All values presented here come from documented manufacturer data, the U.S. DOE (Department of Energy) energy programs, or from direct experience in various industrial applications. Whether you are looking for a 1-ton/hr-fire-tube-steam boiler for a food production line or a 50 ton/hr water-tube boiler for the petro-chemical industry, the figures here will provide you with an educated budget range before you request a formal quotation.
What Drives Industrial Steam Boiler Prices?
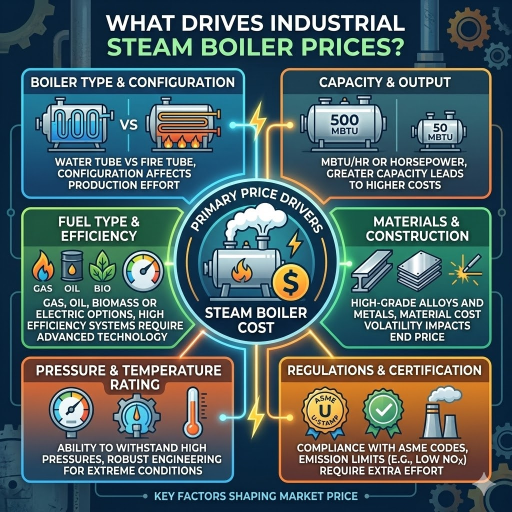
No single number can answer the question “how much does a steam boiler cost” because there are too many variables interacting. But before jumping to specific price tables, it is important to have some idea about the six factors affecting price the most.
Six Price Drivers for Industrial Steam Boilers
- steam size (tons/hr or BHP) – single most important factor controlling the price.
- boiler type (fire-tube vs water-tube vs electric vs once-through) .
- Fuel type (natural gas, heavy oil, diesel oil, biomass or electricity) .
- Operating pressure (low pressure steam (<15 psi) vs high pressure steam (150+ psi))
- Automation and control system (manual vs PLC-based control system with remote monitoring) .
- boiler manufacturer country of origin (domestic vs imported, with or without certifications (ASME, CE)) .
A small 0.5-ton/hr gas-fired steam boiler for a laundry or a food processing plant could cost $8,000-$15,000. A 20-ton/hr water-tube boiler for a chemical plant with a high efficiency burner, full automation, and an economizer can easily cost $300,000. The right equipment for your specific processing needs depends on where these six variables fall for your business.
Steam Boiler Cost by Capacity (Tons/hr & BHP)

Steam capacity has the most significant impact on the price of your boiler. The table below shows typical 2025-2026 price ranges for new industrial steam boiler, organized by desired output capacity. These prices are just the equipment (FOB factory) costs, not including transportation, installation, or auxiliary water systems.
| Capacity | Approx. BHP | Price Range (USD) | Common Applications |
|---|---|---|---|
| 0.5–1 ton/hr | 15–30 BHP | $8,000–$25,000 | Laundry, small food processing, sterilization |
| 1–2 ton/hr | 30–60 BHP | $15,000–$45,000 | Garment factories, beverage plants |
| 2–4 ton/hr | 60–120 BHP | $25,000–$80,000 | Food processing, pharmaceutical, packaging |
| 4–10 ton/hr | 120–300 BHP | $50,000–$150,000 | Textile, paper, rubber, building materials |
| 10–20 ton/hr | 300–600 BHP | $100,000–$250,000 | Chemical plants, large industrial facilities |
| 20–50 ton/hr | 600–1,500 BHP | $200,000–$500,000+ | Power generation, refineries, heavy industry |
| 50+ ton/hr | 1,500+ BHP | $500,000–$1,000,000+ | Utility-scale, district heating, large process plants |
$6K–$13K
cost per ton/hr of capacity (mid-tier)
1.5–3×
installed cost vs equipment-only price
The average prices listed in the table above represent factory FOB equipment costs for developed country mid-tier mainstream boiler manufacturers operating during 2025. Premium equipment & brands such as may price toward the high range due to their superior local service and maintenance networks (Cleaver-Brooks, Miura, Fulton). Conversely, imported equipment without local service centers but with a good track record for export markets may offer a lower per-ton cost, on the condition that their product is certified according to the ASME BPVC standards and fully complies with local inspection requirements.
💡 Pro Tip
Ensure manufacturers quote steam boilers at matching pressure ratings. A 4-ton/hr steam based at 10 bar will have a very different cost than a 4-ton/hr steam rated at 25 bar even if their output is identical; the latter requires a thicker shell, more safety features, and upgraded piping, a pressure steam boiler vessel code rating, and additional boiler equipment.
Steam Boiler Price Comparison by Fuel Type

Fuel type is a significant factor after capacity, accounting for the second largest share in both initial investment and lifecycle operating costs. Below is a comparison of four common fuel choices for an equivalent 4-t/hr industrial steam boiler to show the differences in price.
| Fuel Type | Equipment Cost (4 TPH) | Relative Fuel Cost | Maintenance Level | Best For |
|---|---|---|---|---|
| Natural gas | $35,000–$80,000 | Low–Medium | Low | Most industrial facilities with gas supply |
| Heavy oil / Diesel oil | $40,000–$90,000 | Medium–High | Medium | Remote sites without gas pipeline |
| Biomass (wood chip/pellet) | $60,000–$130,000 | Low (where supply exists) | High | Timber, agriculture, food processing with biomass access |
| Electric | $20,000–$55,000 | Highest | Very Low | Clean rooms, labs, areas with combustion restrictions |
Gas fired steam boilers lead the market where natural gas networks are in place. Their efficiency leads to cleaner combustion, less soot accumulation on boiler tubes, less corrosive activity within the heat exchanger and consequent lower annual service costs. Oil-fired boilers cost 10-15% more at this size, mostly attributable to the sturdier burner and fuel, scuttle requirements.
Electric steam boilers are the lowest initial investment with virtually nothing to measure in operational cost, but have 4-5x the operational expense of a gas-fired model, again virtually everywhere. The only cases where this choice would be recommended is if combustion is forbidden, if steam demand is very small, or if electricity prices are ludicrously low.
Biomass boilers require higher initial investment and have the added burden of fuel handling equipment and storage. In a location close to timber mills or food processing plants, feedstock itself can be so much lower than any domestic fuel that the return on investment can happen much more rapidly than with other options. According to the EECA, if fuel costs are low enough for most industrial and commercial operating needs biomass can be more profitable than LPG or natural gas where there is access to modest but sustained wood supplies.
“We always tell clients to look past the sticker price. A natural gas boiler that costs $85,000 upfront but runs at 92% efficiency will use far less fuel over a decade than a $40,000 unit running at 82%. Over 10 years, the difference in fuel bills alone can reach $200,000 or more — the initial price gap becomes insignificant.”
— Taiguo Engineering Team
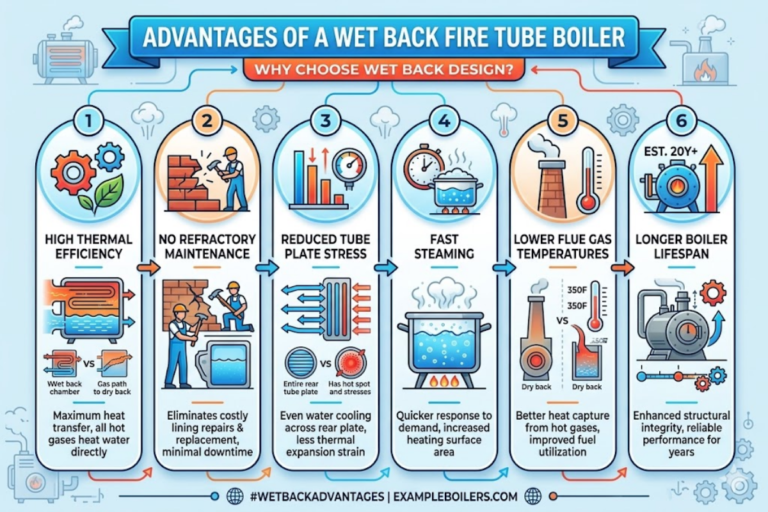
Fire-Tube vs Water-Tube Boilers: Which Costs More?
The boiler format – fire-tube or water-tube – is a fundamental choice that influences both the initial purchase price and the lifetime operating profile. Here is a comparison of the two relative to a typical industrial boiler budget. In the firetube category especially, pricing can surprise buyers.
| Criteria | Fire-Tube Boiler | Water-Tube Boiler |
|---|---|---|
| Price range (new) | $20,000–$150,000 | $100,000–$500,000+ |
| Typical capacity | 0.5–25 ton/hr | 10–200+ ton/hr |
| Max pressure | Up to 25 bar (350 psi) | Up to 100+ bar (1,450+ psi) |
| Energy efficiency | 82–88% (with economizer: 90%+) | 85–92% (with economizer: 95%+) |
| Installation complexity | Simpler — ships as a package unit | More complex — often field-assembled |
| Maintenance cost | Lower — external tube cleaning | Higher — internal access needed |
| Longevity | 20–25 years | 25–40+ years |
| Construction material | Steel shell, cast iron options available | Alloy steel tubes, critical components rated for high temp |
⚠️ Common Misconception
Most customers believe fire-tube boilers are invariably less expensive compared to the water-tube alternative. In the 10-20 ton/hr range where both variants are commercially available, a water-tube model can cost just as much or less in hourly operation especially after taking into consideration its increased efficiency, longevity and more rapid steam generation. When comparing the cost of one boiler to another, assess the expense over a period of 10 years – not just the invoice amount.
Fire-tube boilers are the best solution for most small and mid-sized industrial plants under 10 ton/hr. For capacity requirements over 20 ton/hr or big pressure steam above 25 bar, the water-tube format is the standard. The 10 to 20 ton/hr transition zone is where the most careful cost-benefit analysis can be directed.
Total Cost of Ownership: Beyond the Purchase Price

The purchase price of an industrial steam boiler is only 20-30% of what you will spend on it over its lifespan (Figure 1). For most industries, the U.S. Department of Energy’s “True Cost of Steam” technical brief drives it home even more: fuel can be responsible for up to 90% of the overall cost of a steam system over its lifetime. Knowing where that proportion sat makes the difference between a smart equipment buy and a mistake.
TCO Breakdown for a Typical 10 TPH Gas-Fired Steam Boiler (20-Year Life)
| Cost Category | % of TCO | Typical Range |
|---|---|---|
| Fuel consumption | 60–80% | $1.2M–$3M+ (depends on run hours and gas price) |
| Equipment acquisition | 5–10% | $120,000–$200,000 |
| Installation & commissioning | 3–8% | $60,000–$150,000 |
| Maintenance & spare parts | 5–10% | $8,000–$15,000/year |
| Water treatment & chemicals | 3–5% | $3,000–$8,000/year |
| Inspection, compliance, insurance | 2–5% | $2,000–$6,000/year |
According to a DOE/OSTI analysis of steam usage in industry, 37% of all US industry burned fossil fuel to make steam. That puts the fuel in the figure above in perspective: when heating requires massive amounts of steam-driven energy, even marginal efficiency improvements equate to massive energy savings. The DOE has forecast that increasing steam system efficiency in American factories by one percent could save $800,000 to $1.5 million over the system’s 20-year lifespan.
90%
of steam system cost is fuel
20–40%
TCO increase from poor maintenance
This is the reason you should think long and hard about talking down the first unit you see: comparison shopping. Every year a steam system with 82% efficiency will consume more gas each year than one with 92% efficiency. Over 10 years, if raw gas costs hold at current rates, that gap could mean $50,000 or more in added fuel expense. Our team at Taiguo always guides clients through this analysis before furnishing a quote, because the true best value industrial steam boiler price is the one that minimizes operating cost over the equipment’s entire life cycle.
How to Get the Best Price on an Industrial Steam Boiler

Having manufactured and exported industrial steam boilers to over a hundred nations over five decades, our engineering team has seen just about every pricing mistake in the book. Here is the checklist we provide to prospective buyers that ensure the right boiler at the best price.
- ✔
Match capacity to actual demand. Oversized boilers cycle on and off more often, wasting fuel and increasing wear. Measure your peak and average steam loads before requesting quotes. - ✔
Specify fuel type early. Gas-fired, oil-fired, biomass, or dual-fuel configurations each require different burner assemblies, pipe routing, and safety devices — all of which affect price. - ✔
Ask for installed cost, not just FOB price. Shipping, foundation, piping, water treatment, and commissioning can add 50–100% to equipment cost. - ✔
Verify certifications. ASME Section I, CE marking, and local inspection stamps (such as NB or state stamps) are mandatory in most jurisdictions. Units without proper certification can be rejected by your insurance carrier. - ✔
Compare TCO, not sticker price. Request high-efficiency quotes alongside standard models. A condensing boiler with an economizer may cost 20% more upfront but pay back the difference in 2–3 years through lower fuel consumption. - ✔
Consider used boilers carefully. Used industrial steam boilers for sale can be 40–60% cheaper, but factor in remaining service life, needed repairs, and whether the unit meets current strict standards. Used boilers from reputable dealers with documented maintenance history are a different product from random auction finds. - ✔
Plan for the full boiler room. Budget for the feedwater system, blowdown tank, deaerator, chemical dosing, and a control system with remote monitoring. Boilers are used as part of a system — pricing the boiler alone — whether commercial boiler or heavy industrial — gives an incomplete picture for various processes.
💡 Pro Tip
If all your business’s operations at a given facility generate a lot of steam demand – in other words, you process variable steam loads across shifts or seasons – request modular, multi-boiler designs. Two smaller systems that deliver the same total capacity as one gigantic fired-tube or water-tube steam save you control, safety, and often overall operating cost.
Frequently Asked Questions

How much does an industrial steam boiler cost?
View Answer
Industrial steam boiler prices range from $8,000 for a paltry 0.5 ton/hr package system to over $500,000 for a large 20 ton/hr water tube system. In general, size, fuel choice, and water tube versus fired-tube design are the largest factors affecting the bottom line. Installation, piping connections, water quality management, and supporting componentry will usually make up an additional 50-100% of the base equipment price.
What is the cost of an electric steam boiler for industrial use?
View Answer
Expect $20,000 to $55,000 for a 1-4 ton/hr electric unit. Electricity runs 4-5x more per BTU than gas, so electric only pencils out where combustion is banned.
Is buying a used industrial steam boiler worth it?
View Answer
A used industrial boiler can be an economical investment if it is in sound condition, has a healthy remaining lifespan, and meets current compliance criteria. Redeploying a 15+ year old fire-tube boiler that received regular maintenance, was properly documented, and had current ASME registration does not mean it will break down tomorrow but it will continue to provide reliable service. A used boiler with no record of proper maintenance, no ASME stamps, or no evidence of current ASME registration can be a financial liability rather than a benefit. We recommend hiring an independent inspector prior to any used boiler purchase and allowing for eventual retubing, refractory repairs, tube replacements, and control system modifications.
What size steam boiler do I need for my facility?
View Answer
Sizing and capacity depend on your peak steam demand in ton/hr or boiler horsepower. Calculate your peak hours of steam demand and increase by 10-20% for load variation and evaluate available models across multiple sizes. For example, a food processing facility running pasteurizers and sterilizers may need 1-2 ton/hr; a textile mill with multiple drying machines needs 6-10 ton/hr; a large high-capacity chemical plant can require 20+ ton/hr. Knowing your peak hours of demand, working with a boiler manufacturer with resources to make a heat load survey is the best way to ensure proper unit size and capacity fit. Oversizing by more than 20% leads to short-cycling, higher fuel consumption, and faster wear on valves and burner components — it costs more in the long run than buying the right size from the start.
How long does an industrial steam boiler last?
View Answer
Fire-tube boilers typically last 20-25 years with proper maintenance. Water-tube models can reach 30-40 years if water treatment and tube inspection stay on schedule. Neglect any of those and even a premium build can fail within a decade.
Do higher-priced boilers always mean better value?
View Answer
In most cases, yes there is a reason for a higher price. For example: high end upgrade features and longer warranties on a more expensive boiler from a top manufacturer make it more economical over the long-haul. However; cheaper new units from unknown overseas sources may be built with scrap parts, poor or empty warranty, or be excessively oversized for the application making them more expensive on the back end. The bottom line is what is your NPV (net present value) to produce each ton of steam over 10-20 years considering fuel, maintenance, spare parts, decommissioning, etc.
Need a Custom Boiler Price for Your Plant?
Taiguo produces fire-tube and water-tube industrial steam boilers from 0.5 to 50+ ton/hr. Give us your capacity, fuel, and pressure specifications and our engineering team will return a detailed quote within 24 hours.
Our Perspective on Boiler Pricing
Taiguo has supplied industrial steam boilers since 1976 and sells to over 100 countries from its 60,000 m² production facility. Our pricing data in this resource is based on published industry prices and our industry experience. Since we are a Grade A boiler producer, our prices are close to the mid-to-premium market range. Factors that vary based on specification and destination can include; order volume, export requirements, testing standards, etc.
References & Sources
- Purchasing Energy-Efficient Boilers — U.S. Department of Energy, FEMP
- How To Calculate The True Cost of Steam — U.S. Department of Energy, BestPractices Steam
- Steam Systems in Industry: Energy Use and Energy Efficiency Improvement Potentials — U.S. Department of Energy / OSTI
- ASME Boiler and Pressure Vessel Code (BPVC) — American Society of Mechanical Engineers
- Biomass Boilers for Industrial Process Heat — New Zealand Energy Efficiency and Conservation Authority (EECA)