Get in Touch with Taiguo

How Boiler Economizers Reduce Energy Consumption and Fuel Costs
All industrial boilers show a percentage of their fuel energy directly up the exhaust stack as hot flue gas. On many plants, that excess energy accounts for 10-15% of total fuel input. A boiler economizer or flue gas heat recovery unit takes that leave-behind energy and recycles it into the feedwater before it enters the boiler drum. Result: less fuel burned for every pound of steam; lower stack temperatures; and a measurable reduction in operating costs.
In this section, we discuss the operation of boiler economizers, the differences between condensing and non-condensing types, fuel savings seen in the U.S. Department of Energy’s tests, sizing considerations, typical maintenance issues, and how an economizer can take advantage of water tube steam boiler systems for optimum heat recovery.
What Is a Boiler Economizer and How Does It Work?
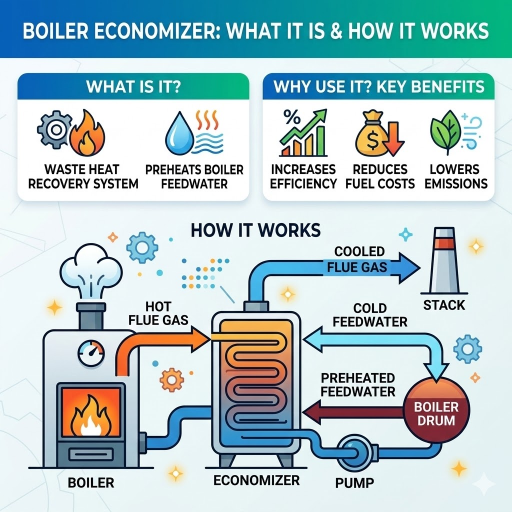
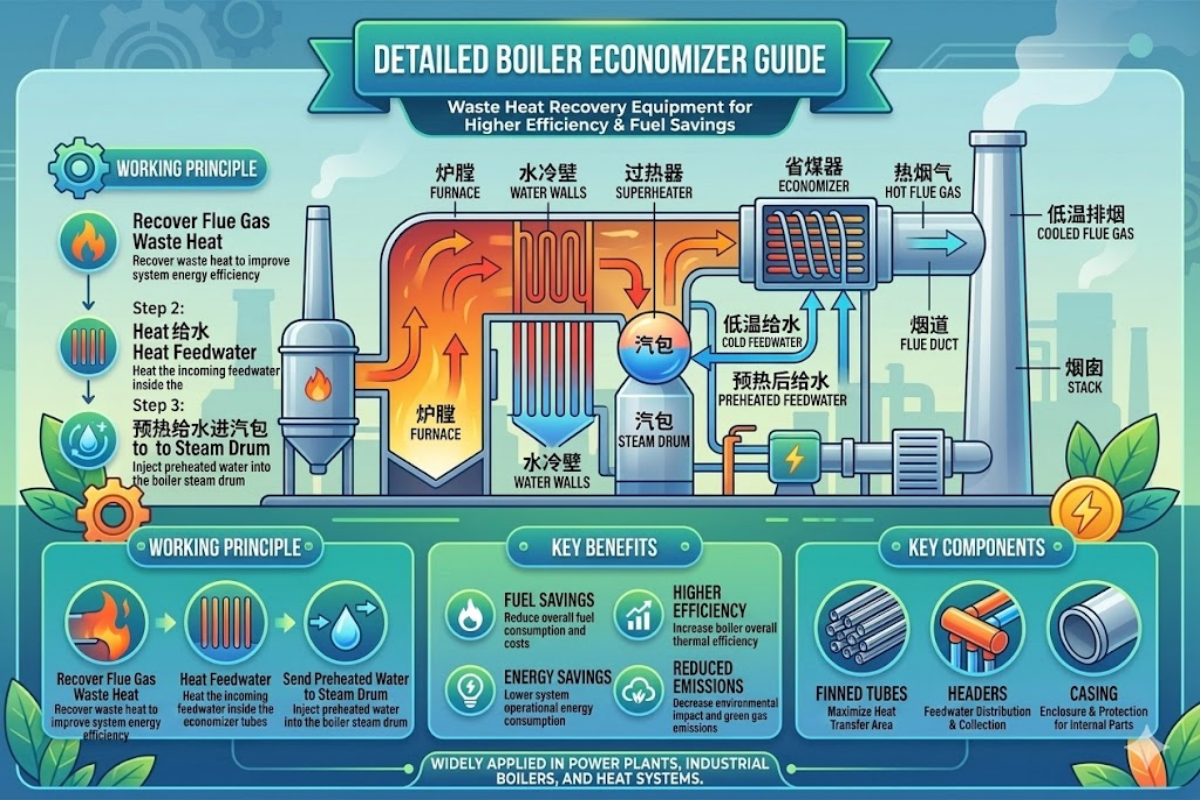
A boiler economizer is simply a heat exchanger placed in the exhaust gas duct between the boiler head and the stack. Hot exhaust gas flows through the combustion chamber past a series of finned tubes carrying incoming feedwater, where it transfers heat energy to heat the water before it reaches the boiler drum. Heat transfer occurs as the economizer or flue gas heat exchanger cools the gas from high temperature to a lower exit temperature, improving its condition before it enters the boiler. Because the boiler now receives a warmer feedwater, less fuel energy is needed to transform that water past the boiling temperature and convert it into steam. In power plants with turbine systems, economizers (also spelled economisers) also help stabilize feedwater conditions upstream of the superheater section, much like an HRSG captures exhaust enthalpy in combined-cycle configurations.
Heat recovery depends on the temperature difference between the exhaust gas (350-600F depending on boiler type and load) and the incoming feedwater (often 180-230F). The wider the delta, the more recoverable energy. In a common installation on a gas-fired steam boiler, the economizer is installed between the last boiler pass and the exhaust stack, either directly on the boiler outlet flange or assembled independently in the ductwork.
💡 Pro Tip
For our boiler application, the economizer feedwater intake is located downstream of the deaerator and upstream of the boiler drum. This location allows the feedwater to be pre-deaerated and pre-treated and eliminates the possibility of oxygen pitting – the leading cause of waterside economizer corrosion.
Types of Boiler Economizers: Non-Condensing vs Condensing

Boiler economizers sort into two general types depending on the extent of the exhaust gas cooling. Selecting between them influences the cooling potential and corrosive condensate handling requirements.
Non-Condensing (Conventional) Economizers
Non-condensing economizers keep the flue gas exit temperature above the dew point – generally above 250F for natural gas combustion. This limits moisture condensation on the heat transfer surface inside the exhaust and eliminates acid corrosion issues. These economizers lower the stack gas exit temperature 100-150F more than an unequipped boiler, but never below the safe area above the dew point. Standard carbon steel or cast iron construction is appropriate. These units increase feedwater by 20-30F and provide 3-5% fuel savings on most industrial boiler processes.
Condensing Economizers
A condensing economizer is designed to cool the flue gas below the dew point (roughly 135F for natural gas products of combustion, as referenced in the DOE Steam Tip Sheet #26A). When units drop below this level, water vapor in the exhaust will start to condense, shedding the latent heat that would otherwise go out the boiler stack. The accumulation of the latent heat adds to the total efficiency more than a sensible heat recovery can.
One tradeoff: condensing economizers must use metals resistant to corrosion. Typical uses include Aluminum-finned surfaces on stainless steel tubes, as the mildly acidic flue gas condensate rinse water can then pass through unaffected. Any condensate collected is slightly acidic (pH 3-4) and needs neutralized and drained.
| Feature | Non-Condensing | Condensing |
|---|---|---|
| Flue gas exit temperature | 250–350°F | Below 135°F (natural gas) |
| Heat recovered | Sensible heat only | Sensible + latent heat |
| Efficiency gain | 3–5% | 10–20% (with proper heat sink) |
| Tube material | Carbon steel / cast iron | Stainless steel + aluminum fin |
| Dew point concern | Must stay above dew point | Operates below dew point intentionally |
| Condensate management | None required | Neutralization + drain system needed |
| Best fuel match | Any (gas, oil, dual-fuel) | Natural gas (low sulfur = less acid risk) |
For boilers fired with oil, with a higher level of sulfur in the fuel, will be within an even higher acid dew point (up to 275-300F). Non-condensing designs are then the best choice unless there is standard economizer coil alloy tubing to endure the sulfuric acid.
How Much Fuel Can a Boiler Economizer Save?

According to the U.S. Department of Energy Steam Tip Sheet #3 a feedwater economizer can lower fuel use by 5% to 10%, and is paid for within 2 years on average. For each 40F its flue gas can go down, a boiler efficiency increases by about 1%.
5–10%
Fuel Savings (DOE)
< 2 Years
Typical Payback
1% per 40°F
Efficiency per Stack Temp Drop
Consider a real perspective: a 20 t/h gas-fired steam boiler will use about $1.4 M in fuel annually, with 8,000 hrs/year, at a natural gas price of $8/MMBtu. That amount of energy, roughly a 6% reduction in fuel use with an economizer, translates to savings of about $84,000 per year in energy cost. Condensing-economizer retrofit costs for this size run about $80,000 to $150,000, paying back in 2 years or less, by DOE criteria.
It gets better with a condensing economizer. As the DOE Steam Tip Sheet #26A shows, a condensing economizer outfitted with a low-temp heat sink achieves a possible 20% improvement in energy consumption, including both sensible and latent heat recovery.
Ideal targets for economizer retrofits, in the DOE benchmarks, are boilers over 100 boiler horsepower, running over 75 psig, with a huge proportion of load throughout the year. Part load or seasonal boilers have less to gain because a lot less waste heat from boiler exhaust makes its way through the boiler, and heat loss to the stack is barely worth recovering.
Sizing and Installation: Key Factors for Your Boiler Room

Sizing a boiler stack economizer correctly is not about matching a unit to rated capacity. There is a whole set of factors that influence the size of heat transfer surfaces, placement in the boiler house, and material choice.
- ✔
Flue gas flow rate and temperature — Higher exhaust volumes and temperatures mean more recoverable heat. Measure actual stack temperatures under normal load, not just rated values. - ✔
Feedwater temperature entering the economizer — The lower the incoming feedwater temperature, the greater the temperature difference and heat transfer potential. Systems with deaerators supply feedwater at 225–230°F, limiting the recoverable delta. - ✔
Fuel type and sulfur content — Natural gas has a low acid dew point (~135°F), giving more room to cool hot gases. Oil-fired systems with higher sulfur push the acid dew point up to 275–300°F, constraining how far you can lower stack temperatures. - ✔
Available space — Economizers add height or length to the exhaust path. Measure clearance between the boiler outlet and the stack or roof penetration before ordering. - ✔
Backpressure limits — Adding an economizer increases flue gas resistance. Verify that your induced draft fan (or natural draft) can handle the additional pressure drop without reducing combustion airflow. - ✔
Water tube vs fire tube boiler type — Water tube boilers (like the SZS D-type) typically produce higher-temperature exhaust at higher pressures, making them excellent candidates for economizer retrofits. Fire-tube units at lower pressures may benefit less depending on load profile.
⚠️ Important
The biggest pitfall: choosing the economizer based on boiler rated capacity and not actual load. A 60% load boiler generates less exhaust gas and lower stack temperatures than a full rated unit. Oversizing wastes capital, undersizing leaves recoverable heat on the table; use measured loads always.
Common Problems and Maintenance Best Practices
Economizers are dependably effective equipment as long as they are properly matched to the boiler system. There are some failure modes that can develop as the economizer is used, and need servicing regularly, which can allow the plant to avoid a costly tube replacement or unplanned downtime.
Acid Dew Point Corrosion
When flue gas heat rate drops below the acid dew point, the formation of sulfuric or carbonic acid on economizer tubes occurs. This is a major external tube failure mode for an economizer using oil or high-sulfur fuel feedstocks, causing the economizer tubes to deteriorate. Natural gas combustion produces a carbonic acid corrosion potential below the water vapor dew point, but at a far lower level of magnitude.
Prevention: keep minimum flue gas exit temperatures above the dew point for non-condensing economizers. For condensing economizers, install corrosion-resistant alloys, and use condensate neutralization systems.
Oxygen Pitting (Waterside)
Poor removal of oxygen in the boiler feedwater leads to localised pitting damage on the interior of economizer tubes, that causes perforation over time. The primary waterside corrosion mode in economizer assemblies can be avoided using proper deaeration, and chemical oxygen scavenging as defined by the feedwater treatment program.
Soot Fouling and Heat Loss (Fireside)
Accumulation of soot and ash on the fin surfaces applies an insulating layer to the boiler exhaust and is a classic symptom that the economizer is declining in efficiency. To prevent efficiency reduction, the heat transfer surface should be regularly soot-blown either mechanically or with steam. A gradually rising temperature drop across the economizer is likely the first symptom that a fouling problem is present, and should be corrected early.
💡 Pro Tip
Weekly documentation of the economizer inlet and outlet temperature difference for an economizer on the flue gas side can reflect early signs of fouling within the economizer assembly. Decreasing deltaT at stable load often indicates fouling starting, often weeks before efficiency is lost from operating fuel invoices. Actively addressing this problem rapidly can avoid operator temptation to correct for fouling by increases in excess air, creating efficiency losses throughout the entire boiler combustion system.
Recovering Waste Heat: Why Pair an Economizer with Your SZS Water Tube Boiler

Water tube boilers are particularly compatible with economizer use due to their higher operating temperature of exhaust gas and greater existing operating pressure than fire-tube styles. The SZS D-type water tube boiler series manufactured by Taiguo Boiler, with their net efficiency range of 92-98%, is already successfully operating some of the most energy efficient gas and oil fired steam boiler systems on the planet; when retrofitted to an SZS boiler, the installation of an economiser designed to recover waste heat can increase the efficiency of an already-effective plant by a further 5-8%.
The SZS series has an output range that extends from 2-100 t/h, and each boiler can be provided with an integrated economizer for recovering waste heat from the hot gases without causing backpressure problems or condensation on carbon steel surfaces. For natural gas-fired feedstocks an economizer fitted to an SZS boiler can also achieve efficiency levels above 95% – some real application to save energy on high throughput operations.
Our engineering department can provide economizer sizing calculations as part of normal boiler quotation services. We can match the heat transfer surface area and coil configuration to your actual load, actual fuel chosen, and feedwater temperature – so you get the right economizer for your plant, not a standard off-the-shelf guess.
Request an Economizer Sizing Quote
Frequently Asked Questions
Q: What is a boiler economizer?
View Answer
A boiler economizer is a heat exchanger installed in the exhaust duct that preheats feedwater using waste heat. Boiler economizers reclaim the heat normally lost from the boiler exhaust and warm the feedwater stream ahead of the boiler drum, saving you fuel. Because the feedwater entering the boiler is also heated, fuel reduction results and savings are much greater than in typical direct firing units. Of the studies available to our engineers, the U.S. Department of Energy reports that most typical applications saved 5-10%, both fire-tube and water tube.
Q: Why do we use economizers on boilers?
View Answer
Fuel savings are the main reason to install a boiler economizer. Waste heat from the exhaust presents a potential saving, and an economizer lets that spend energy do work by preheating feedwater. Reduced fuel consumption means reduced costs as well as emissions savings.
Q: How does a boiler economizer work?
View Answer
Hot exhaust gas leaves the boiler combustion chamber, flowing past a bank of finned tubes holding cooler feedwater. Heat is transferred from the flue gas to the tube walls and fins. As this takes place, the feedwater rises in temperature while the flue gas drops in temperature. This heat exchange process occurs constantly during boiler operation, recovering potential waste heat that would exit the house through the stack.
Q: What are common problems with boiler economizers?
View Answer
The three most common boiler failures are acid dew point attack of the external tube surface (resulting from flue gas being cooled below the dew point temperature), oxygen pitting of the internal waterside surface (dissolved oxygen in feedwater), and soot fouling that causes heat transfer. We find that most failures are prevented by adequate water treatment, minimum stack temperature control, and scheduled soot blowing.
Q: Are boiler economizers worth it?
View Answer
For any boiler over 100 HP, operating heavy load for 10 years or more, the answer is almost always yes. Most payback periods are less than 2 years, with ongoing 5-10% fuel reduction for the rest of the unit’s service life.
Q: Where is a boiler economizer installed?
View Answer
An economizer is installed in the flue gas duct between the last heat exchange pass in the boiler and the exhaust stack. It mounts on to the boiler outlet flange directly or as a utility unit in the duct. The feedwater feeds in after the deaerator and before the boiler drum, so treated water passes through the economizer before flowing to the boiler.
Our Perspective on Boiler Efficiency
Taiguo Boiler has supplied industrial scale boiler systems since 1976, including economizers for gas and oil fired SZS water tube units. We have used the data referenced in this article from Department of Energy studies and our own measurements of operation in food processing, chemical, paper, and district heating plants. Our economizers are offered with each SZS boiler as a factory designed option, sized to each plant.
References & Sources
- Steam Tip Sheet #3: Use Feedwater Economizers for Waste Heat Recovery — U.S. Department of Energy, Advanced Manufacturing Office
- Steam Tip Sheet #26A: Consider Installing a Condensing Economizer — U.S. Department of Energy, Advanced Manufacturing Office
- Steam Tip Sheet #26B: Considerations When Selecting a Condensing Economizer — U.S. Department of Energy, Advanced Manufacturing Office
- Economizers — Boiler Efficiency Improvement — Council of Industrial Boiler Owners (CIBO)
- and pressure vessel code- American Society of Mechanical Engineers(used as reference code)