Get in Touch with Taiguo

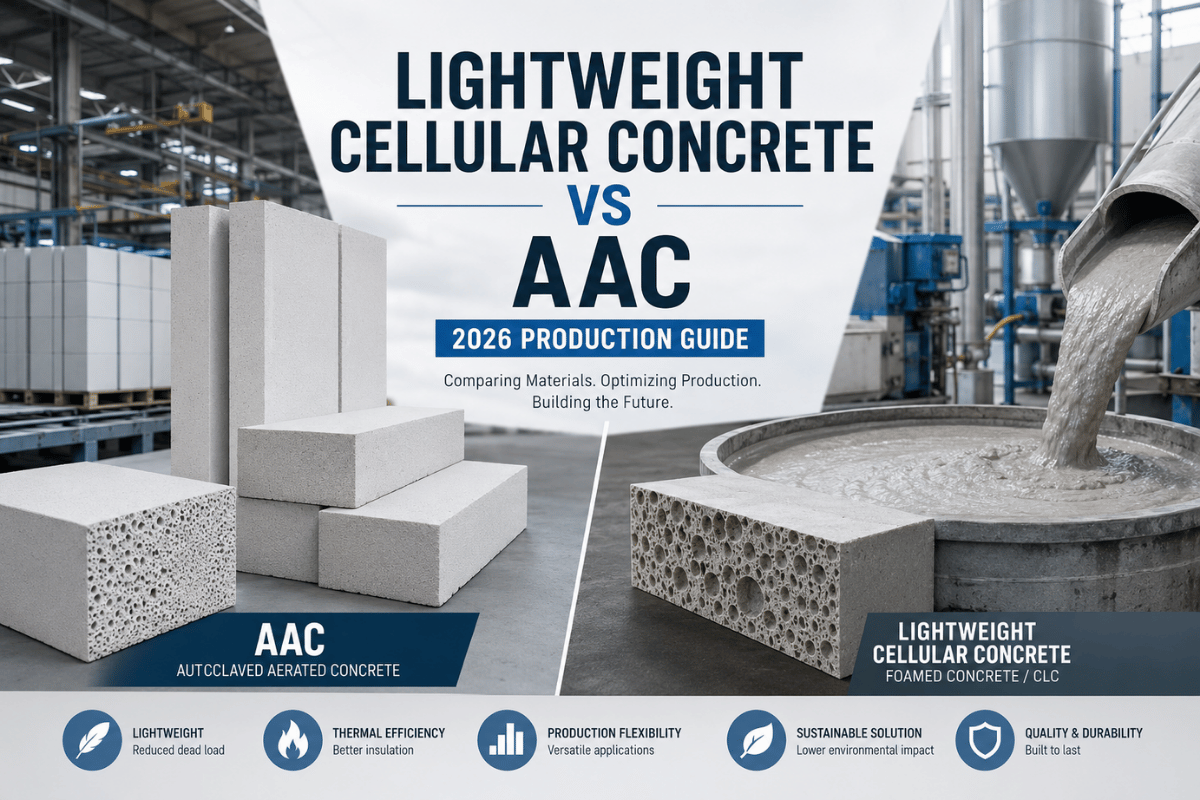
A 2026 LCC versus AAC by manufacturing type, density and strength specifications, ASTM/ACI standards, and engineering uses comparison – including what every specifier should know about the RAAC distinction.
Quick Specs: LCC vs AAC at a Glance
| Density range | LCC: 20-100 PCF (320-1,600 kg/m³) · AAC: 25-50 PCF (400-800 kg/m³) |
| Compressive strength | LCC: 50-1,200 PSI · AAC: 290-1,200 PSI |
| Curing method | LCC: ambient or low-temp steam (10-14 h) · AAC: high-pressure autoclave (175-180°C, 12 bar, 8-12 h) |
| Aerating mechanism | LCC: pre-formed foam mixed in · AAC: aluminum powder reaction with lime/cement |
| Primary form | LCC: cast-in-place pumpable fill · AAC: factory-cured blocks and panels |
| Governing standards | LCC: ACI 523.1R-06, ASTM C869 · AAC: ASTM C1693, C1694, C1692, ACI 526R-19 |
However, both Lightweight Cellular Concrete (LCC) and Autoclaved Aerated Concrete (AAC) yield a comparable lightweight element for construction by limiting density through substitution of aggregate or fine-aggregate with stable entrained air bubbles – but the raw ingredients and resultant engineering applications are more varied than one may suspect. This guide breaks down where each material wins, what each delivery should confirm, and why the autoclave curing process is often the key differentiator.
What Is Lightweight Cellular Concrete? LCC, LDCC, and the Concrete Family

Lightweight cellular concrete is a type of cementitious material consisting of a mixture of portland cement, water, and pre-formed foam, generally without coarse aggregate. The American Concrete Institute (ACI) defines lightweight cellular concrete as 50 pounds per cubic foot (800 kg/m³) or less in oven-dry form according to ACI 523.1R-06, Guide for Cast-in-Place Low Density Cellular Concrete.
Two density bands sit under that umbrella:
- Low-density cellular concrete (LDCC) – 20-50 PCF (320-800 kg/m³), used extensively as geotechnical backfill.
- Higher-density LCC – 50-100 PCF (800-1,600 kg/m³), used for structural insulating fills and subfloor screeds.
The material is characterized by inclusion of entrained air-spheres. Pre-formed foam, pre-generated separately in a bulk batch, can be incorporated into a cement slurry as a standoff that allows the material to flow, self-level and self-moisten during installations, and still produce a hardened mortar after curing. The Iowa State InTrans Guide to Lightweight Cellular Concrete for Geotechnical Applications reports that a 30 PCF (480 kg/m³) specimen reaches a minimum unconfined compressive strength of 40 PSI (0.28 MPa), supporting 2.9 tons per square foot (0.28 MPa) of bearing pressure.
Q: What Is “Poor Man’s Concrete”?
The colloquial term “poor man’s concrete” is used to distinguish cellular material from real batch or precast mixture that is either soil-based, rock or foam-based, or full cement. Soil-Cement, also colloquialism for poor man’s concrete, can also be blended to less than 50 PCF but has entirely different load bearing characteristics. The term only coalesces in peer-reviewed ASTM or ACI sources when used to refer to pseudo-concretes not made with an autoclaved Cell. State the owning institution, ASTM or ACI compliance standards, and the mixture ratio, and the material will be and show like one or another. In terms of engineering considerations, the similarities between any “poor man’s concrete” and LCC make it false economy to rely on nicknames instead of data.
“Cellular concrete is concrete made with hydraulic cement, water, and preformed foam to form a hardened material having an oven-dry density of 50 pounds per cubic feet (lb/ft³) [800 kilograms per meter cubed (kg/m³)] or less.”
LCC vs AAC vs Foam Concrete vs Aerated Concrete: Untangling the Terms

The very same material is labeled in four or five ways depending on the country of origin, period of fabrication and form, and moment in the client’s experience journey. Anyone researching cellular lightweight concrete encounters either AAC, LDCC, aircrete, foamed concrete, foam cement, and aerated concrete in the same literature – it’s impossible to be blindly relied upon interchanging of synonyms.
Q: Is Cellular Concrete the Same as Foam Concrete?
Functionally, yes – both are a cement-water-foam slurry. According to its Wikipedia page, foam concrete is also known as lightweight cellular concrete (LCC), low density cellular concrete (LDCC), foamed concrete, aircrete, foamed cement, and reduced density concrete. The terms divide more when engine for creating the cells is considered; it is foam-based aeration (LCC family) or chemical aeration with autoclave curing (AAC family). Both are foam-filled cellular structure but created by very different chemistry.
| Term | Aerating mechanism | Curing | Typical density |
|---|---|---|---|
| LCC / LDCC / Foam concrete | Pre-formed protein or synthetic foam | Ambient air or low-temp steam (≤70°C) | 320-1,600 kg/m³ |
| AAC / Aerated concrete | Aluminum powder reacting with calcium hydroxide | Autoclave 175-180°C / 12 bar / 8-12 h | 400-800 kg/m³ |
| Aircrete | Continuous foam generator (foam concrete subcategory) | Ambient or steam | 75-1,000 kg/m³ |
| RAAC (reinforced AAC) | Same as AAC, with embedded steel reinforcement | Autoclave | 500-800 kg/m³ |
| CLSM / Flowable fill | Adjacent category — high water-cement ratio, often without foam | Ambient | 1,800-2,200 kg/m³ |
The takeaway for practical purposes: when a spec mentions “cellular concrete” without further elaboration, it is generally referring to foam-based LCC. If the spec refers to “AAC blocks” or “AAC panels,” then it is assumed autoclave curing and aluminum-powder aeration are required. RAAC is a different category which most modern specifiers will never order – however, it dominates media coverage of mid-20th-century building safety.
How LCC and AAC Are Produced: Two Routes to Lightweight Concrete

Both produce cellular structure, but fundamentally the chemistry of cell formation is different – with further implication to all other property comparisons.
Q: How Is Cellular Concrete Made?
LCC is created by three steps. First, a cement-and-water slurry is prepared, preferably using portland cement meeting ASTM C150 Standard Specification for Portland Cement and water complying with ASTM C1602. Second, a pre-formed foam from a foaming agent (as specified in ASTM C869 Standard Specification for Foaming Agents Used in Concrete) passed through compressed air is blended into the slurry without disturbing its structure. Third, the foam-water-cement mixture is transported to its final placement where it slumps into a self-leveling mass; where specified, its curing takes place using moisture and temperature controlled steam. There are no autoclaves involved and no pressure vessel is needed.
AAC production is similar to fine chemistry. A mixture of fly ash (60-70%), lime (20-25%), portland cement (8-12%), gypsum (³-5%) and water is injected with aluminum powder representing roughly 0.05-0.08% of cement weight. For the next period, the aluminum reacts with calcium hydroxide to liberate hydrogen gas 2-5 which creates a stable cellular cake. The cake is wire cut into blocks and panels, the steel reinforcement included as needed, then baked in an autoclave with air temperatures of 175-180C and saturated steam pressures of 12 bar for 8-12 hours. The autoclave is where the AAC strength advantage over LCC originates – form tobermorite forms a solid material which is stronger than the gel vis-a-vis weight and dimensions than the gel.
| Production step | LCC route | AAC route |
|---|---|---|
| Raw materials | Cement + water + pre-formed foam (optional fly ash/sand) | Cement + lime + fly ash + gypsum + Al powder + water |
| Aerating method | Mechanical foam injection | Chemical reaction (Al + Ca(OH)₂ → H₂) |
| Mixing | Volumetric truck, auger mixer, or batch plant | Stationary high-shear mixer at factory |
| Forming | Cast in place, pumped to placement | Wire-cut from green cake into blocks/panels |
| Curing | Ambient (10-14 h) or steam ≤70°C | Autoclave 175-180°C, 12 bar, 8-12 h |
| Equipment capex | Mobile (one truck and a foam generator) | Plant-scale (autoclave + cutting line + boiler) |
| Quality control bottleneck | Foam stability (4+ hours minimum) | Autoclave temperature/pressure consistency |
This last row is critical. Moving AAC to 175-180C autoclave processing is mandatory – the steam pressure and temperature are responsible for the AAC blocks being approximately 6 times as strong as LCC of equal density. If the autoclave step is eliminated, AAC becomes an ordinary aerated concrete with strengths closer to LCC values. This detail explains why AAC production plants devoted the most investment to their steam supply infrastructure of anything else.
📐 Engineering Note
Pre-formed foam stability is the largest LCC quality bottleneck. The foaming agent should deliver a four-hour stable foam at a minimum when exposed to the shear stress of mixing and pumping. While several new synthetic-enzyme foaming agents have extended the LCC practical density floor from around 300 kg/m³ to 75 kg/m³, they require achieving ASTM C869 foam stability criteria. Field practitioners should demand a stability test report with each load.
Density, Strength, and Thermal Performance: Numbers Side by Side

The single most useful chart in any LCC vs AAC discussion is the four-column comparison table – LCC, AAC, traditional concrete, and the property name. Two materials covering one product category is a marketing comparison, three materials and inclusion of the conventional reference becomes an engineering one.
Q: What Is the Density Range of Cellular Concrete?
The working density window for LCC is 320-1,600 kg/m(20-100 PCF), with most geotechnical fill places in the 480-800 kg/m(³0-50 PCF) range. For AAC, the practical density band is closer together at 400-800 kg/m(25-50 PCF). In-concrete density averages about 2,400 kg/m(150 PCF) for comparison purposes. IBC Section 721.2 Cellular Concrete adds a minimum air-dry density requirement for cellular concrete used in fire-rated assemblies of 90 PCF(1,440 kg/m) and a minimum design compressive strength of 1,000 PSI(6,890 kPa), a much tighter range than actual fill.
| Property | LCC | AAC | Traditional concrete |
|---|---|---|---|
| Density (oven-dry) | 320-1,600 kg/m³ (20-100 PCF) | 400-800 kg/m³ (25-50 PCF) | ~2,400 kg/m³ (150 PCF) |
| Compressive strength | 50-1,200 PSI (0.35-8.3 MPa) | 290-1,200 PSI (2-8 MPa) | 3,000-5,000+ PSI |
| Thermal R-value (per inch) | 1.0-4.0 (best at low density) | 0.85-1.25 | ~0.08 |
| Water-cement ratio (w/c) | 0.35-0.80 | ~0.50-0.65 (slurry) | 0.40-0.55 |
| Fire resistance | Up to 4 hours | Up to 4 hours | Varies by section |
| Setting time | 10-14 hours initial | Cured in autoclave (8-12 h) | 6-12 hours initial |
| Permeability | Higher (cellular structure drains) | Moderate (closed-cell tobermorite) | Low |
One field nuance worth noting: cast (wet) density and laboratory oven-dry laboratory test densities of LCC may vary from 5-10%. According to ACI 523.1R-06 citing the Iowa State guide line, the cast density measured during placement is the QC value for design verification, not the oven dry density, so specifications should specify which they are referencing.
Cost Trade-offs: Material, Labor, and Equipment

Unaquainted with industry regional variation, direct dollar per cubic yard comparisons between the two materials are impossible to publish accurately because the two materials are sold in different units (cubic yards of pumped fill vs blocks or panels per square meter of wall) and the pricing rubs out in each region with nearby minimum order quantities, freight considerations, and density grade considerations. Cellular concrete fill industry published prices roughly translate to a bundle of $80-$120 per cubic yard, but these must be considered a starting point for 2024-2025 and checked with local providers prior to project cost estimates.
The more useful comparison is the cost-driver structure, what each materials penalizes/ awards in the buyer’s procurement model:
| Cost driver | LCC | AAC blocks/panels |
|---|---|---|
| Equipment capex | Low — volumetric truck + foam generator | High — autoclave, cutting line, boiler, factory |
| Per-cubic-yard material cost | Industry sources cite $80-$120 (region-dependent) | Sold per block; typical wall cost $4-$8/sq ft installed |
| Labor at placement | 2-4 person crew, pumped placement | Mason crew, thin-bed mortar; faster than CMU |
| Freight sensitivity | Lower — produced on-site or close to job | Higher — blocks shipped from regional plants |
| Energy cost in production | Minimal — ambient cure | Significant — autoclave steam load |
| Schedule premium | 10-14 h cure delays follow-on work | Factory-cured, ready on arrival |
Budget summary accurate across markets: LCC wins on equipment capex and moved fill freight; AAC wins on schedule and on placement of every block into post-fill framing and cladding. Specifics can’t be carried from west to east because materials will not be priced the same and at least two quotes will always be necessary.
Where LCC Wins: Geotechnical Fill, Annular Space, and Pourable Applications

In the presence of pumps and an autonomous plant, LCC is the right material for construction that requires a liftable, pumpable, self-leveling low-density fill than can be placed in minutes by a mobile production rig. The federal literature in FHWA-HRT-23-110, Alternative Backfills for Highway Applications documents LCC as one of two main lightweight options for highway geotechnical use, with case study reports of bridge approach, embankment, and trench backfilling published.
| Application | Recommended density | Governing reference |
|---|---|---|
| Bridge approach embankments | 30-50 PCF | FHWA-HRT-23-110, ACI 523.1R-06 |
| Annular space / pipe abandonment | 25-40 PCF | ACI 523.1R-06 |
| Trench backfill (utility) | 30-50 PCF | Local DOT specs; ACI 523.1R-06 |
| Slope stabilization / landslide repair | 25-40 PCF | Caltrans Task 3738 RNS |
| Roof and floor insulating screed | 30-60 PCF | ACI 523.1R-06; project specs |
| Lightweight dam/levee structural fill | 40-80 PCF | Project-specific engineering |
⚠️ Common Mistake
Specifiers are often just as guilty of underestimating buoyancy in an LCC fill located below the water table. LCC specific gravity is much less than that of water, and as soon as they are submerged the blocks want to float, unless the weight of the fill they are under is enough to counteract the upward pressure. It’s one of the first geotechnical design check ASCE Texas Section points out – with in LCC application a weight-balance check should be done against worst-water-table scenario before LCC is even put in the ground.
Caltrans research note Task 3738 RNS-04-24, Behavior of Reinforced and Unreinforced Lightweight Cellular Concrete, offer engineering design parameters and failure mechanism information for reinforced and unreinforced LCC backfills – good starting reading for any DOT funded project.
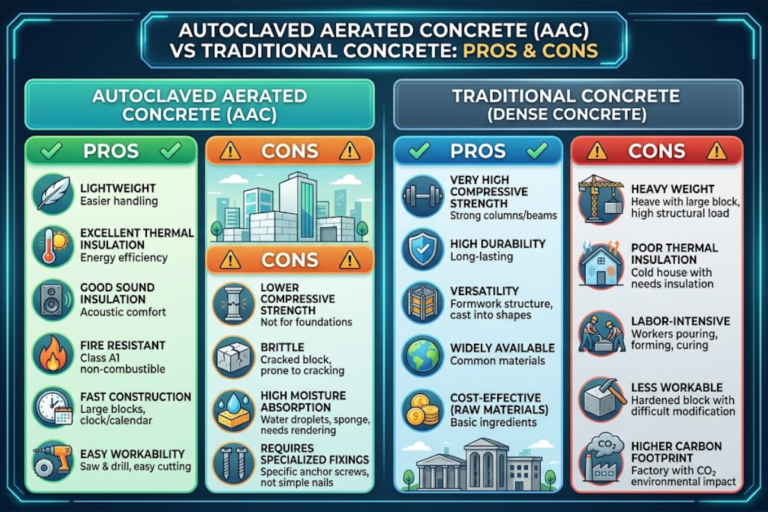
Where AAC Wins: Precast Blocks, Wall Panels, and Above-Grade Construction
When a project needs factory cured cellular concrete delivered as dimensional units (blocks, lintels or reinforced wall panels) for above grade usage, AAC hits the spot. The autoclave step provides the strength and dimensional precision pumped LCC can never achieve.
Typical product range of AAC in US and Europe includes 600 200 mm face units (commonly 400 mm thick) with single-axis reinforced panels up to 6 meters long. Strength grading covers classes G2 (290 PSI / 2 MPa) through G6 (870+ PSI / 6 MPa), and density follows in close steps.
✔ AAC Advantages
- Higher strength per density grade (autoclave-formed tobermorite)
- Factory-cured — arrives ready, no on-site cure delay
- Dimensional accuracy from wire-cutting
- Up to 4-hour fire rating in standard wall assemblies
- Workable with conventional masonry tools
⚠ AAC Limitations
- Higher freight cost — shipped from regional plants
- Lower R-value per inch than low-density LCC
- Special anchors required (standard concrete fasteners pull out)
- Cannot be cast in irregular voids
- Surface finish over needs a base coat before tile or paint
The RAAC Distinction Every Specifier Should Know
RAAC – reinforced autoclaved aerated concrete – hit the headlines in 2023 when the Department for Education in the UK issued recommendations for the closure of buildings containing the product. The Guardian reported that 156 schools in England were affected, and the UK government has since committed to removing RAAC from schools by 2029. The full UK Parliament Education Committee report, Foundations of Learning, draw RAAC failures back to a 2018 plank failure that stayed wedged in rather than shattering down.
An AAC spec writer in 2025 should be aware of the differences here. RAAC was a 20th century reinforced AAC plank product with relatively slim steel cover and durability issues exposed by a few decades of service. Advances in the makeup of today: AAC blocks and panels (California Light-weight Concrete – ASTM C1693, C1694, C1692 (all reaffirmed 2025) do not. Both the American and European standards bodies have been actively updating the AAC definition and the latest ASTM C1694-09(2025) reinforced AAC standards require a degree of steel cover, and a level of dimensional and durability certification RAAC never did. Supplying the current ASTM makes it plain it is a modern product not a legacy RAAC.
Standards, Specifications, and Quality Control
Two separate standards stacks exist: one for the actual LCC material (cement, water, foaming agents, and mix ratios) and one for the AAC product. Both consult guides from ACI, identified only by number, for parameters the general engineer should know.
| Standard | Scope | Applies to |
|---|---|---|
| ACI 523.1R-06 | Cast-in-Place Low Density Cellular Concrete guide | LCC mix design and placement |
| ASTM C150 | Standard Specification for Portland Cement | Both — cement supply |
| ASTM C1602 | Mixing Water for Hydraulic Cement Concrete | Both — water quality |
| ASTM C1157 | Performance Specification for Hydraulic Cement | Both — alternative cement |
| ASTM C869 | Foaming Agents for Pre-formed Foam Cellular Concrete | LCC — foaming agent supply |
| ASTM C1693-11(2025) | Standard Specification for AAC | AAC blocks (non-reinforced product) |
| ASTM C1694-09(2025) | Reinforced AAC Elements | AAC reinforced panels |
| ASTM C1692-18(2025) | Construction and Testing of AAC Masonry | AAC wall construction |
| ACI 526R-19 | Guide for Design and Construction with AAC Panels | AAC structural design |
📐 Mill Certificate Verification Checklist
- Cement type and ASTM C150 / C1157 conformance statement
- Foaming agent supplier and ASTM C869 certificate (LCC)
- Density class as placed-it is cast on the site – inclusion of the moisture content
- Mix proportions with target compressive strength and sample ID
- For AAC blocks: ASTM C1693-11(2025) lot certification with strength class (G2-G6)
- • For AAC reinforced panels: ASTM C1694-09(2025) plus steel cover and durability documentation
- ✔
Check ASTM consistency date – ASTM C1693, C1692, and C1694 have all been reapproved in 2025, existing older versions are superseded. - ✔
For LCC, require a cast density log on each load – field-cured wet density forms the basis of ACI 523.1R-06 design assumptions. - ✔
For AAC, confirm supplier certificate strength class matches G-class specified on structural drawing.
Industry Outlook: Why Lightweight Concrete Is Growing 7%+ Annually

The cellular concrete market is in a sustainable long term growth window, fueled by a long term trend for light construction, energy-efficient codes, and infrastructure spending. Every indicator – market research analysts and government programs – signals the same.
7.3%
Cellular concrete CAGR 2024-2030
$19.23B
Projected 2030 market size
$308B
AAC market 2024 (Intel Market Research)
156+
UK schools closed for RAAC (2023)
One subtlety to tease-out: growth for LCC and AAC is occurring in different markets. The North American highway and infrastructure boom that is valued at USD12.6 billion for cellular concrete in 2024 by Strategic Market Researchis projected to reach as much as 19.23 billion by 2030. Through government highway infrastructure projects and the FHWA alternative back-fill research – which connects cellular LCC to EPS geofoam in federal standards – there is a clear demand future for LCC. However, the much larger cellular concrete market is elsewhere: AAC blocks are a global residential and commercial market, specifically in India, Europe, and Southeast Asia; and the growth drivers are different for these markets.
The takeaway for a plant operator whether to expand plant capacity in 2026 or 2027 is that these 2 industries are not interchangeable, although both are proof positive growth industries. Regional LCC plants are project driven and serve regional needs in North America; global AAC plants mass produce building supplies for widespread use. The 2025-26 period also brings a standard draft to final, ASTM C1693, C1692, and C1694 were all reapproved by ASTM in 2025, and the mid 20th century RAAC structure-to-becomes-facing work in the UK and Europe is streamed into a 2029 deadline). These both have the effect of pushing demand for certified modern AAC upward.
Frequently Asked Questions
Q: Is lightweight cellular concrete permeable?
View Answer
Yes, one of the design considerations for cellular LCC is that the greater permeability relatively to dense concrete translates as advantageous for drainage in geotechnical fills but disadvantageous for habitable surface coverings. Waterproof surface coverings are required if this permeability is to be exposed or accessible habitable surfaces. Permeable LDCC exists as an aggregate replaced research topic; general LCC (air cured cement gels) is more permeable than AAC directly because of the difference in curing method.
Q: What are the cons of lightweight concrete?
View Answer
Much lower compressive strength than conventional concrete, greater permeability than densified concrete unless surface-sealed, and insufficient load-bearing characteristics at the lower densities. LCC at 30 PCF reaches 40+ PSI, 40 PSI is proficient for fill projects but not generally for any construction requiring a load-bearing subgrade; AAC at G2 class gets 290 PSI, but neither high-rise high load structural concrete nor bearing walls for intensely loaded buildings at this strength class are feasible.
Q: Can cellular concrete be used for load-bearing walls?
View Answer
Cast-in-place LCC at G4 classes (525+ PSI / 3.6+ MPa) is rarely incorporated into European and north Asian load bearing construction for engineering reasons; load bearing features in these markets are usually of a different specification which are indicative of the different markets of gain for cellular LCC and AAC.
Q: How long does LCC take to cure?
View Answer
Set- the initial set takes place in 10-14 hrs at ambient conditions for standard LCC mix designs at moderate temperatures (50-80F). Complete strength build takes several weeks, most projects are designed for the 28-day strength figure. Steam curing at temperatures up to 70 C can help expedite this schedule, though, unlike AAC, LCC does not require a high pressure autoclave step.
Q: What is the difference between AAC blocks and AAC panels?
View Answer
AAC blocks. These are non-reinforced units subject to ASTM C1693-11(2025); practically all are used similarly to masonry with thin-bed mortar. Reinforced AAC panels.
These are larger reinforced units; reinforcements are pre-placed within panels subject to ASTM C1694-09(2025); these are designed as structural members according to ACI 526R-19. Reinforced panels carry shear and are suspended across larger distances (concrete blocks carry shear but must be built up across smaller distances – in courses).
Q: Is steam curing required for cellular concrete?
View Answer
Steam curing is a option for LCC, mostocations cure in air in 10-14 hours and steam is only applied at up to 70Deg C when programming constraints reflect the cost of the energy. Whereas, for AAC the use of autoclave steam curing at 175-180Deg C at 12 bar pressure is compulsary, as in its absence, the alu-mina powder reaction product cannot form tobermorite and the blocks would fail ASTM strength class limits. AAC plants operate a continuous steam supply system as a fundamental production process.
Q: What ASTM standards govern preformed foam for cellular concrete?
View Answer
ASTM C869, Standard Specification for Foaming Agents Used in Making Preformed Foam for Cellular Concrete, defines protein-based and synthetic-based foaming agents to be used in the production of LCC. Criteria discussed include the foam’s density, stability, and performance under the actual mixing and pumping conditions experienced in the field. The specifier should always require a current ASTM C869 conformance statement for any foaming agent used.
Specifying AAC Production Capacity?
The quality of AAC is defined by continuous, controlled, provision of steam to the production. The starting point for autoclave operation is the boiler.
About This Comparison
With federal research (FHWA-HRT-23-110, Caltrans Task 3738), academic (BYU, Iowa State InTrans, NIH PMC), revalidated in 2025 industry standards (ASTM C1693 /C1694 /C1692), industry supplied market analyst reports, this guide compares lightweight cellular concrete with autoclaved aerated concrete (AAC). Industry supplied cost values are presented as ranges for comparison and should be checked with local quotes prior to ordering. Taiguo engineering team, autoclave steam supplier to AAC production lines.
References & Sources
- ACI 523.1R-06: Guide for Cast-in-Place Low Density Cellular Concrete — American Concrete Institute
- Guide to Lightweight Cellular Concrete for Geotechnical Applications — Iowa State Institute for Transportation
- FHWA-HRT-23-110: Alternative Backfills for Highway Applications — U.S. Federal Highway Administration
- Task 3738 RNS-04-24: Behavior of Reinforced and Unreinforced Lightweight Cellular Concrete — California Department of Transportation
- ASTM C1693, C1694, C1692 — AAC Masonry Standards (2025 reapprovals) — ASTM International
- Foam Concrete — Wikipedia (terminology and historical context)
- Lightweight Cellular Concrete for Geotechnical Applications — Texas Section of the American Society of Civil Engineers
- IBC Section 721.2 Cellular Concrete — UpCodes (International Building Code reference)
- Cellular Concrete Market Size 2024-2030 — Strategic Market Research
- Foundations of Learning: Replacing RAAC and Securing School Buildings — UK Parliament Education Committee
- English Schools Told to Close Buildings Made with Crumble-Risk Concrete (RAAC) — The Guardian, 31 August 2023
- RAAC Will Be Removed from Schools by 2029 — BBC News
- Structural Effects on Compressive Strength Enhancement of Cellular Concrete — National Library of Medicine PMC
- Behavior of Reinforced Lightweight Cellular Concrete Backfill — Brigham Young University ScholarsArchive
![What Is Biomass Energy An Operator's Guide [2026]](https://taiguo-steamboiler.com/wp-content/uploads/2026/05/What-Is-Biomass-Energy-An-Operators-Guide-2026-768x512.png)