Get in Touch with Taiguo

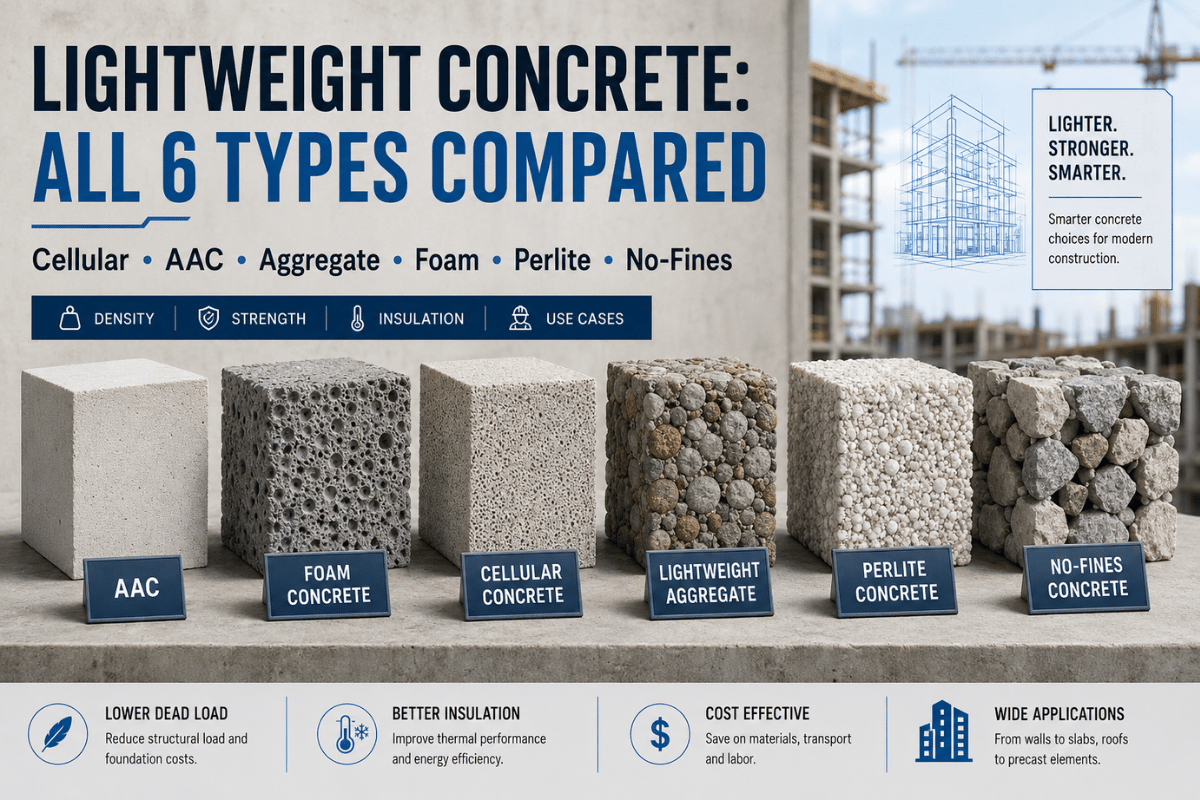
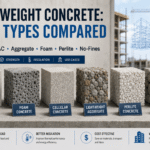
Six different concretes share the lightweight concrete (LWC) label — anything from a 320 kg/m³ insulating roof fill up to an 1840 kg/m³ structural floor deck (90–115 pcf). Pick the wrong one and a project either fails inspection or runs roughly 30% over budget. This guide stacks all six recognised types side-by-side: density, strength, cost, governing code. There’s a four-question decision tree at the end and a wide reference matrix you can save and come back to.
📐 Definition (Featured Snippet)
Lightweight concrete is concrete with an oven-dry density at or below 1850 kg/m³ (115 lb/ft³), per ACI 213R-14. Six recognised types make up the family: autoclaved aerated (AAC), cellular lightweight (CLC), foamed, lightweight aggregate (LWAC), perlite/vermiculite insulating, and no-fines.
Quick Specs: The 6 Types of Lightweight Concrete
These six differ in production method, density range, and what they’re built to do. Headline numbers below come from NRMCA CIP 36, ACI 213R, ASTM C1693, and the Perlite Institute. Use this card to shortlist; specs per type follow.
| Type | Density (kg/m³) | Compressive Strength | Primary Use |
|---|---|---|---|
| AAC (Autoclaved Aerated) | 300–800 | 2–7 MPa | Walls, panels, masonry blocks |
| Cellular (CLC) | 300–1800 | 1–10 MPa | Geotechnical fill, void fill, sub-base |
| Foamed | 400–1600 | 1–10 MPa (up to 25 at 1400) | Insulating fill, lightweight slabs |
| LWAC (Structural Aggregate) | 1440–1840 | 17–40 MPa | Floors, bridge decks, precast |
| Perlite / Vermiculite Insulating | 320–800 | <1.5 MPa | Roof decks, fire-rated assemblies |
| No-Fines | 1600–1900 | 5–20 MPa | Wall infill, drainage, heritage retrofit |
What Is Lightweight Concrete? Definition and Density Threshold

Lightweight concrete is structural concrete with an air-dried density not more than 115 lb/ft³ (1850 kg/m³), per ACI 213R-14. Normal weight concrete (also called standard concrete or normal-weight concrete) sits between 2,300 and 2,400 kg/m³ — so a switch to lightweight cuts roughly 25–35% of the weight off whatever you’re casting. That’s where the engineering case starts. A reinforced concrete slab built with lightweight aggregate transfers less design load to columns and footings, which can mean smaller rebar quantities and shallower foundations — and a measurable reduction in cost savings on long-span structures.
One cross-border definitional gap is worth flagging. ACI 213R caps structural lightweight concrete at 1,850 kg/m³. Eurocode 2 Part 1-1 draws the line at 2,200 kg/m³ for material specified as LC, with at least part of the aggregate below 2,000 kg/m³. So a mix that’s “lightweight” on a London tender might not qualify on a US ACI-governed project. Specifiers working internationally need to call it out on the cover sheet.
What is the difference between normal concrete and lightweight concrete?
Aggregate choice is the core difference. Normal concrete uses crushed natural stone or gravel near 2,650 kg/m³ in particle density. Lightweight concrete swaps in a lower-density aggregate — expanded shale, expanded clay, expanded slate, pumice, fly-ash pellets, perlite, or vermiculite — or removes mass altogether by trapping air through foam injection or autoclave gas-formation. Net effect: reduced weight, often high thermal insulation values, and a slower drying curve. The pore structure of the resulting low-density mixture (whether porous from entrained air, foamed, or aggregate-derived) is what produces both benefits. Lightweight slabs can take two to three times as long to reach equilibrium moisture, which matters for finished-floor schedules.
Three density classes (per ACI 213R)
- Insulating <800 kg/m³ — non-structural, thermal performance only
- Structural-insulating 800–1,350 kg/m³ — moderate strength, partial insulation duty
- Structural 1,350–1,850 kg/m³ — load-bearing, ≥17 MPa minimum at 28 days
Type 1: Autoclaved Aerated Concrete (AAC)

AAC — autoclaved aerated concrete — is a precast concrete product based on calcium silicate hydrates. Manufacture starts with a cement-lime-sand-fly-ash slurry into which aluminum powder is dosed; hydrogen gas reaction expands the mass during pre-curing, the green cake is cut to size, and the units are cured in a saturated-steam autoclave. AAC was first commercially produced in Sweden in 1923, per the Concrete Centre, and now ships on every continent as masonry blocks, reinforced wall panels, and lintels.
Autoclave processing is the hard requirement that separates AAC from the other aerated concretes. Without that high-pressure steam cure, the calcium silicate hydrate phase that gives AAC its dimensional stability simply does not form. A typical cycle runs 8 to 14 hours at 180–200 °C and 10–12 bar of saturated steam, inside large pressure vessels supplied by specialised industrial autoclave manufacturers. Density classes per ASTM C1693 run 300, 400, 500, 600, 700, and 800 kg/m³, with compressive strengths from about 2 to 7 MPa.
Is AAC concrete waterproof?
AAC is not waterproof. It is highly porous — that porosity is exactly what gives the material its R-value (an 8-inch AAC wall delivers roughly R-8 to R-10, per the International Masonry Institute). Crack control reinforcement still applies the same as any reinforced concrete element: AAC’s low tensile strength means it cannot resist shear or shrinkage cracking on its own. Wet AAC takes on water by capillary action through the same pore network that gives the material its fire rating advantage. In service, AAC walls need a render, paint, or cladding to control moisture; below grade, AAC needs membrane waterproofing the same as any other masonry.
📐 Engineering Note — AAC Production Cycle
A standard AAC plant runs the autoclave at 180–200 °C and 1.0–1.2 MPa saturated steam for 8–14 hours after the green cake has been cut. This cycle drives quartz sand and lime to react into tobermorite, the crystalline phase that locks the porous structure into the cured product. Hydration of the cement paste continues during the steam cycle, locking pore geometry and final density. Plants typically need 600–1200 kW of steam capacity per autoclave depending on cake volume; cycle compliance is the single largest contributor to consistent compressive strength batch-to-batch.
“AAC’s specific weight of around 500 kg/m³ — about a quarter of dense concrete — combined with thermal conductivity values between 0.08 and 0.16 W/mK, allows roughly 30% savings on heating and cooling loads when used as the building envelope.”
— Aircrete Europe technical bulletin
Type 2: Cellular Lightweight Concrete (CLC)

CLC is a cementitious slurry into which preformed foam — or, less commonly, foam generated inline — is folded to create a stable matrix of entrained air cells. The result is a low-density concrete mix that cures without high-pressure steam. CLC and AAC look similar in cross-section but the production routes don’t overlap. CLC cures at ambient temperature, in formwork or directly in place, with no autoclave needed. That single difference shapes how each material gets used. AAC is a factory-produced precast block; CLC is a job-site or ready-mix product. That’s why CLC dominates fill applications while AAC dominates walls.
CLC’s current growth segment is geotechnical fill. Iowa State’s Institute for Transportation has published a working guide for state DOTs that covers CLC use in highway embankments over weak soils, abutment backfill, and abandoned-pipe grouting. Densities run from roughly 400 kg/m³ for ultra-light fill to 1800 kg/m³ for structural variants. Compressive strengths track with density: a 400 kg/m³ mix delivers about 1 MPa, and 1600 kg/m³ approaches 10 MPa.
⚠️ Common Mistake: Conflating CLC with AAC
A lot of contractor-facing material lumps “aerated concrete,” “cellular concrete,” and “AAC” into one bucket. They are not the same. AAC requires autoclave processing and ships as cured precast blocks; CLC cures in place at ambient temperature and is generally placed wet. If a spec calls for AAC and the supplier delivers CLC, the strength curves and dimensional tolerances won’t match — and the AAC manufacturer’s fire-rating documentation won’t transfer.
Type 3: Foam Concrete (Foamed Concrete)

Foamed concrete is closely related to CLC, and the two terms are sometimes used interchangeably. The practical distinction most engineers draw: “foam concrete” describes any cement-based mix where stable foam has been folded in; CLC is the structured-application label for foam concrete used in fills where engineered density and strength are part of the spec. UK readers may also see “foamed concrete” used for road-trench reinstatement and culvert filling.
Foam dosing is the key control variable. A surfactant or protein-based foaming agent is dosed at roughly 0.5 to 1.5% by weight, with the foam volume making up 20 to 75% of the final mix. Per the Foamed Concrete UK reference, “the strength of foamed concrete is generally accepted as being between 1 and 10 N/mm², though strengths up to 25 N/mm² at 1400 kg/m³ have been produced.” Water-cement ratios published in the Iowa State LCC guide range from 0.45 to 0.80 — much higher than structural concrete because the slurry has to remain fluid enough to disperse the foam without collapse. The dry density of the placed material decreases sharply as foam volume rises, which directly reduces tensile strength and durability.
Can you pump lightweight concrete?
Foam concrete and lightweight aggregate concrete can both be pumped, but the rules differ. Foam concrete is typically pumped at low pressure through dedicated foam-concrete units that protect the cell structure; high pressure or excessive bends will collapse foam and raise the placed density. Pumpable lightweight aggregate mixes are usually designed with natural sand replacing the lightweight fines — plus an admixture — to keep workability up and avoid segregation. Over-vibration is the classic failure mode. It drives the lightweight aggregate to float and the cement paste to settle, which is why a flowing mix with minimum vibration is the safer pumping route.
💡 Field Note: Volume Loss on Site
Engineers placing foam concrete on flat roofs sometimes report material consumption 20 to 40% above the calculated geometric volume. Causes include some combination of cell loss during pumping, settlement-related compaction during placement, and underestimated substrate slope variation. Order foam concrete with a 15% contingency and stage placement so a missed truck doesn’t hold the trade behind it.
Type 4: Lightweight Aggregate Concrete (LWAC) — Structural Lightweight

LWAC is the structural workhorse of the family. Replace the dense crushed stone with expanded shale, expanded clay, or expanded slate (the ESCS group, covered by ASTM C330), or with sintered fly-ash pellets, and the resulting lightweight structural concrete can hit 17 to 40 MPa at 28 days (cylinder strength) while running 1440 to 1840 kg/m³ in place. ESCSI — the Expanded Shale, Clay and Slate Institute — publishes case studies showing structural efficiency gains in floor systems and bridge decks where the strength-to-weight ratio matters more than absolute strength.
One useful sub-distinction inside LWAC: “all-lightweight” mixes use lightweight aggregate for both coarse and fine portions. Densities run lowest, but pumpability and finishability take a hit. “Sand-lightweight” mixes use lightweight coarse aggregate plus normal-weight sand, which is the dominant choice for bridge decks and metal deck floors because it keeps modulus and shrinkage closer to normal weight concrete values while still cutting dead load. FHWA’s Lightweight Concrete Bridge Design Primer covers the design adjustments needed for tensile strength, shear, and modulus of elasticity, all of which run lower than equivalent normal-weight concrete at the same compressive strength.
Internal curing is one of the underdocumented benefits of LWC mix design. Pre-soaked lightweight aggregate releases water back into the paste during hydration, reducing autogenous shrinkage cracking. NYSDOT bridge-deck monitoring programs show measurably better long-term durability where this mechanism is in play — a finding that’s starting to drive specification of LWAC even on projects where dead-load reduction isn’t the primary concern.
Type 5: Perlite and Vermiculite Insulating Concrete

Perlite and vermiculite are the insulating-only members of the family. They use volcanic glass (perlite) or mica-derived layered silicate (vermiculite) that has been heat-expanded to 4 to 20 times its raw volume, creating an aggregate with very low particle density and a closed-cell or layered air structure. Resulting concrete runs 320 to 800 kg/m³ with compressive strength typically below 1.5 MPa — well outside structural territory.
Roof decks are the standard application — typically as a low-density screed under the membrane in commercial concrete construction. Per the Perlite Institute roof-deck reference, U-values for typical perlite roof concrete start around 0.21 Btu/h·ft²·°F and improve to roughly 0.12 Btu/h·ft²·°F at 4-inch thickness. Minimum R-value for lightweight insulating concrete in city specifications is generally R-1.4 per inch, per the San Diego MWWD specs. Vermiculite concrete behaves similarly, with marginally higher R-value per inch but lower compressive strength.
⚠️ Important: Perlite Concrete Is Not Structural
A recurring field error is using a perlite or vermiculite mix in load-paths that need real strength — for example, casting it as a lightweight slab where structural framing was assumed. With compressive strength under 1.5 MPa, it will not carry imposed loads. Perlite/vermiculite concrete sits in the build-up between the structural deck and the membrane, never in the deck itself.
Type 6: No-Fines Concrete

No-fines concrete is the oldest type on this list. The mix omits fine aggregate entirely — cement, water, and uniform-graded coarse aggregate only — leaving a porous structure with large interconnected voids. Density lands between roughly 1600 and 1900 kg/m³ depending on coarse-aggregate gradation, and compressive strength runs 5 to 20 MPa.
George Wimpey used the technique at scale in the United Kingdom after World War II, producing an estimated 300,000 Wimpey No-Fines houses between 1946 and 1976. Many are still in service. A Coventry Society review (October 2025) documents continued occupancy and maintenance challenges in those housing stocks today. Modern no-fines work is rarer, but the technique persists in specific niches — pervious-pavement adjacency for stormwater control, drainage layers under slabs, and infill walls where low shrinkage and reduced thermal bridging are valued. Anyone working on heritage retrofit in postwar UK housing will encounter it. Engineers consult building code provisions and local environmental factors before committing to no-fines reuse, since modern climatic and durability standards demand documentation that 1940s-era construction did not produce.
Side-by-Side Decision Matrix: All 6 Types Plus Normal Concrete

This matrix cross-references density, 28-day strength, thermal R-value, relative cost, production method, governing standard, and best/worst-case use. It’s the article’s quick-reference card — most readers will save it and ignore everything else. Cost figures are relative indices benchmarked against normal-weight concrete = 1.0 (US ready-mix as of Q1 2026); they shift with regional aggregate availability and freight.
| Type | Density (kg/m³) | 28-day Strength (MPa) | Thermal R / inch | Relative Cost | Production | Standard | Best For | Worst For |
|---|---|---|---|---|---|---|---|---|
| AAC | 300–800 | 2–7 | ~1.25 | 2.0–3.0× | Autoclave precast | ASTM C1693 | Walls, panels, fire-rated assemblies | Slabs taking heavy point loads |
| CLC | 300–1800 | 1–10 | ~0.8 | 0.6–1.2× | In-place ambient cure | ACI 523.3R | Geotech fill, embankment, pipe grouting | Visible architectural finishes |
| Foamed | 400–1600 | 1–10 (25 max) | ~0.7 | 0.7–1.3× | In-place foamed | No formal ASTM | Insulating fill, void fill, road trench | High-pressure pumping over distance |
| LWAC | 1440–1840 | 17–40 | ~0.3 | 1.2–1.8× | Ready-mix | ACI 213R, ASTM C330 | Floors, bridge decks, precast | Cost-driven small projects |
| Perlite/Vermiculite | 320–800 | <1.5 | 1.0–1.4 | 1.5–2.5× | Site-mixed | ASTM C495, C332 | Roof decks, fire-rated build-ups | Any structural load path |
| No-Fines | 1600–1900 | 5–20 | ~0.4 | 0.8–1.2× | Ready-mix or site | No US standard, BS practice | Drainage, heritage retrofit | Modern code-driven structural design |
| Normal Weight | 2300–2400 | 20–80 | ~0.1 | 1.0× | Ready-mix | ACI 318 | General structural use | Weight-sensitive retrofits |
✔ Lightweight Concrete Advantages
- Dead-load reduction of 20–35% versus normal-weight
- Reduced foundation and reinforcement quantities
- Better thermal insulation, often 4–10× higher R-value
- Improved fire resistance from porous structure
- Better sound absorption
- Internal-curing benefit (LWAC) reduces shrinkage cracking
⚠ Lightweight Concrete Limitations
- 2–3× longer drying time before flooring can be installed
- Calcium chloride moisture testing not allowed (per ASTM)
- 20–80% cost premium over normal weight (varies by type)
- Lower modulus of elasticity, higher creep and shrinkage
- Pumping and finishing rules differ — operator training matters
- Local availability of lightweight aggregate is uneven
How to Choose the Right Lightweight Concrete: A 4-Question Decision Tree
Most selection mistakes happen when a contractor reaches for a name they remember, instead of walking through what the project actually needs. Run the four questions below in order. Each answer narrows the field; by question four, the recommendation is usually one or two types.
A 4-Question Selector
- Q1 — Is the element load-bearing?
If YES, drop perlite/vermiculite from the running (compressive strength under 1.5 MPa). Remaining candidates: AAC, CLC, foamed, LWAC, no-fines. - Q2 — What 28-day compressive strength does the design call for?
If ≥17 MPa (structural per ACI 213R), LWAC is the only routine option; everything else is too weak unless specially designed. If 5–17 MPa, no-fines or higher-density CLC/foamed work. Below 5 MPa, AAC and lower-density CLC come into play. - Q3 — Is thermal performance the priority, or is dead-load reduction the priority?
Thermal-priority points to AAC walls (R-8 to R-10 for 8-inch units) or perlite/vermiculite roof decks. Dead-load priority points to LWAC or higher-density CLC for structural members. - Q4 — Wall, slab, fill, or roof?
Wall → AAC blocks/panels. Slab/deck → LWAC. Fill or grouting → CLC or foamed. Roof insulation build-up → perlite/vermiculite. Drainage or heritage retrofit → no-fines.
Three worked scenarios show the framework in action.
💡 Scenario A: 12-Story Residential Floor System
Q1: Yes, load-bearing. Q2: 28-day strength target 28 MPa. Q3: Dead-load reduction matters more than thermal performance — every 100 kg/m³ shaved off the slab compounds across 12 floors. Q4: Slab. Recommendation: sand-lightweight LWAC at roughly 1750 kg/m³ with ESCS coarse aggregate, designed per ACI 213R for the specified design load. Specifiers should consult their structural engineer on cylinder-strength requirements before issuing the concrete mix design. Internal curing reduces the risk of shrinkage cracking in long uninterrupted bays.
💡 Scenario B: Highway Embankment Over Soft Clay
Q1: Load-bearing in the geotechnical sense — it carries pavement and traffic. Q2: 5 MPa is plenty. Q3: Settlement control — minimise stress applied to the underlying soft clay. Q4: Fill. Recommendation: CLC at 600–800 kg/m³, placed in lifts. Iowa State’s working guide gives mix proportions and lift thicknesses; expect a 60–75% reduction in applied embankment load versus granular fill.
💡 Scenario C: Industrial Roof Deck with R-Value Target
Q1: Not structural — sits on a steel deck or concrete plank. Q2: N/A. Q3: Thermal performance is the entire reason for the layer. Q4: Roof. Recommendation: perlite insulating concrete at 4-inch thickness over the structural deck, achieving roughly R-5.6 plus the membrane and any rigid insulation above. Specify per ASTM C495 and verify R-value per the Perlite Institute roof-deck reference.
Standards, Codes, and Industry Outlook

Four standards cover the bulk of lightweight concrete work in the US. ACI 213R-14 — Guide for Structural Lightweight-Aggregate Concrete is the design backbone for LWAC. ASTM C330 covers structural lightweight aggregate; ASTM C331 covers insulating lightweight aggregate; ASTM C1693 is the AAC product standard. ASHRAE 90.1 recognises the thermal mass contribution of materials such as AAC in building-envelope energy compliance — one of the drivers behind growing AAC adoption in commercial work.
Three trend lines stand out for spec writers and contractors planning 2026–2028 work:
- ✔
FHWA-led adoption of LWAC for bridge decks. FHWA’s 2021 Lightweight Concrete Bridge Design Primer and continuing NYSDOT internal-curing data are pushing more state DOTs to specify sand-lightweight mixes for deck pours, particularly in seismic zones where mass reduction also lowers inertial demand.
- ✔
CLC moving from niche to standard fill option. Iowa State’s Institute for Transportation publishes a working geotechnical guide; firms like Cell-Crete and CJGeo are scaling up. Search-volume data on “lightweight cellular concrete” reflects that, with the keyword’s CPC running above $25 — an expensive ad term that only happens when there’s real B2B procurement behind it.
- ✔
AAC paired with energy-code tightening. Mordor Intelligence puts the lightweight aggregate concrete market at USD 9.76 billion in 2025, projected to USD 11.63 billion by 2030 (CAGR 3.56%) — a measured growth track for the building industry sector. That growth is uneven: AAC walls and structural LWAC are pulling ahead while older product types stay flat. If your 2026 project sits in a jurisdiction adopting IECC 2024 or stricter, AAC’s R-value and ASHRAE 90.1 mass credit are worth a second look.
One regulatory note for foamed and CLC work: there’s no single ASTM standard equivalent to C1693 for AAC. Performance specifications vary by application (highway fill, void fill, insulation), and individual DOTs publish their own acceptance criteria. Pre-bid coordination with the engineer of record matters more here than for AAC or LWAC, where the standards do most of the work.
Frequently Asked Questions
Q: What is lightweight concrete used for?
View Answer
Lightweight concrete shows up across several distinct jobs: floor and roof slabs in tall buildings (to cut foundation loads), bridge decks (for seismic mass reduction and internal curing), masonry walls and partitions (AAC blocks and panels), highway embankment fill over weak soils (CLC), insulating roof decks (perlite/vermiculite), and void grouting where access is difficult. Choice between types depends on whether the application is structural, insulating, or geotechnical.
Q: Does lightweight concrete crack easily?
View Answer
Lightweight concrete is more prone to drying-shrinkage cracking than normal-weight, due to higher creep and a lower modulus of elasticity. That said, lightweight aggregate concrete with pre-soaked aggregate gains an internal-curing benefit that reduces autogenous shrinkage cracking — NYSDOT bridge-deck monitoring shows measurably better long-term durability for that reason. Proper curing, jointing, and reinforcement detailing handle the rest.
Q: Is lightweight concrete waterproof?
View Answer
No. That same porosity that gives lightweight concrete its low density and good thermal performance also lets water in. Above-grade walls need render or cladding; below-grade work needs membrane waterproofing. Lightweight slabs also retain moisture longer, which is why ASTM disallows calcium chloride moisture testing on them and recommends in-slab RH testing per ASTM F2170 instead.
Q: Is lightweight concrete more expensive than normal concrete?
View Answer
Yes — typically 20% to 80% more on a per-cubic-yard basis, with the spread driven by which type you specify and how readily lightweight aggregate is available locally. AAC blocks and perlite mixes carry the largest premiums (2–3× normal weight); CLC and foamed concrete can be cheaper than normal concrete on a placed-volume basis when the alternative is granular fill plus heavy compaction. Total-cost calculation often reverses, though: reduced reinforcement and foundation sizes often offset the unit-cost premium on tall buildings.
Q: Can lightweight concrete be poured for a driveway?
View Answer
Lightweight aggregate concrete at 3,000–5,000 psi can carry residential vehicle loads, but it’s rarely the cost-effective choice. Normal-weight concrete handles driveways for less money with simpler placement. Lightweight concrete makes sense for driveways only when the substructure can’t tolerate the dead load — for example, an elevated parking deck or a rooftop carpark — and a structural engineer should size the mix.
Q: What is the lightest concrete available?
View Answer
Cellular lightweight concrete reaches the lowest densities — commercial mixes go down to roughly 25 lb/ft³ (400 kg/m³) — but with compressive strength near 1 MPa, so use is limited to fill. AAC density classes start at 300 kg/m³ in some European markets. Perlite insulating concrete at 320 kg/m³ is in the same range. None of these are structural at the low end.
Where Lightweight Concrete Is Heading
Next five years won’t bring a new type — these six are well established. What’s changing is depth of adoption. AAC is moving from import-led niche to domestically produced commodity in several US markets, helped along by ASHRAE 90.1 and IECC code language that recognises its envelope contribution. Cellular concrete is moving from specialty geotech tool to standard option on the highway-fill spec sheet. Lightweight aggregate concrete is being designed back into bridge decks, metal deck composite floors, and other concrete structures where it had largely been displaced by high-performance normal weight in the 2000s. Contractors who learn the matrix above keep options open as those shifts continue.
About This Comparison
This guide compares all six recognised types of lightweight concrete using current ACI, ASTM, NRMCA, and ESCSI references. Numerical values are taken directly from those standards and from peer-reviewed research; relative cost figures reflect US Q1 2026 ready-mix benchmarks and will vary regionally. Where industry sources disagree (the ACI 213R 1850 kg/m³ definition versus Eurocode 2’s 2200 kg/m³), both are stated explicitly. This article was prepared with engineering review by the Taiguo industrial-autoclave team, which manufactures the pressure vessels used in AAC production.
References & Sources
- ACI 213R-14 — Guide for Structural Lightweight-Aggregate Concrete — American Concrete Institute
- CIP 36 — Structural Lightweight Concrete — National Ready Mixed Concrete Association
- Structural Efficiency with LW Concrete — Expanded Shale, Clay and Slate Institute
- Lightweight Concrete Bridge Design Primer (HIF-19-067) — Federal Highway Administration
- Guide to Lightweight Cellular Concrete for Geotechnical Applications — Iowa State Institute for Transportation
- Perlite Insulating Concrete Roofdecks — Perlite Institute
- Lightweight Concrete (Eurocode 2 reference) — The Concrete Centre, UK
- Autoclaved Aerated Concrete Masonry Units — International Masonry Institute
- Wimpey No-Fines House — Wikipedia historical record
- No Fines Concrete — Then and Now — Coventry Society (October 2025)
Related Resources
- Industrial autoclave manufacturer for AAC production lines — pressure-vessel sizing and steam-system specifications
- ACI lightweight concrete topic page — primary source for design provisions
- ESCSI — Expanded Shale, Clay and Slate Institute — North American LWAC industry resource
- FHWA bridge concrete program — federal LWAC research and design guidance


![Industrial AutoclaveTypes, Applications & Buying Guide [2026]](https://taiguo-steamboiler.com/wp-content/uploads/2026/04/Industrial-AutoclaveTypes-Applications-Buying-Guide-2026-768x512.png)