Get in Touch with Taiguo

Industrial Autoclave: Types, Applications & Buying Guide [2026]
![Industrial AutoclaveTypes, Applications & Buying Guide [2026]](https://taiguo-steamboiler.com/wp-content/uploads/2026/04/Industrial-AutoclaveTypes-Applications-Buying-Guide-2026.png)
Contents
show
Industrial Autoclave Guide: Types, Applications, Technical Specs & How to Choose the Right One
An industrial autoclave is a sealed pressure vessel that uses steam or pressurised gas to process and cure materials at high temperatures and pressures far beyond what a standard oven or boiler can achieve. Industrial autoclave uses span industries and applications from construction to aerospace: from the 30-metre horizontal cylinders curing AAC concrete blocks to precision composite curing chambers shaping carbon fibre fuselage panels for commercial aircraft. All operate on the same principle — controlled pressure and temperature — but each industrial application demands its own specification. This guide covers every application category, the key technical specifications by use case, cost guidance, and a practical selection framework from Taiguo Boiler, a leading manufacturer of industrial thermal systems with nearly five decades of manufacturing experience.
Quick Specs — Industrial Autoclave
| Operating Temperature | 121°C – 250°C (250°F – 482°F) |
| Operating Pressure | 1 – 25 bar (14 – ³6³ psi) |
| Chamber Diameter | 0.5 m – 8 m |
| Cycle Duration | 15 min – 12 hours (application-dependent) |
| Key Standards | ASME Section VIII Div. 1 (US) · PED 2014/68/EU (Europe) · GB 150 (China) |
| Primary Industrial Uses | Composites/Aerospace · AAC Concrete · Wood Preservation · Rubber Vulcanization |
| Steam Source | E×ternal boiler system or built-in generator |
What Is an Industrial Autoclave?
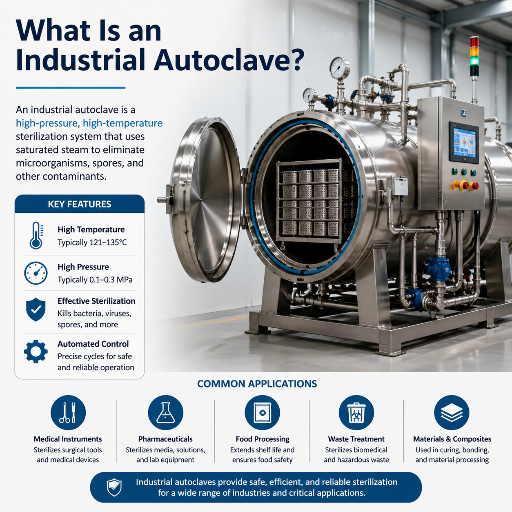
An industrial autoclave is a bespoke high-pressure vessel for use in manufacturing, construction and other industrial processes. Unlike a standard sterilizer (where processing takes place at 121°C and 1 bar gauge to that kill microbes), an industrial autoclave has a far more flexible working pressure temperature envelope (up to 250°C and 25 bar) and is designed specifically for its application-specific chemical and mechanical environments. It is simply a heavy-walled cylindrical shell, fabricated to ASME Section VIII Division 1, with an ergonomically engineered quick-opening door, safety relief valves, and an automated control interface.
Where the differentiator at industrial scale lies is in the pressure range:- most industrial autoclaves function at 5 to 50 times the gauge pressure of the 121°C/1 bar sterilizer, imposing an entirely different set of material and mechanical engineering requirements than that device, on the vessel walls, the door gaskets, the safety systems, and associated external pipe work. Taiguo possesses a Grade A boiler manufacturing license under TSG R0004 regulation in China, with design validation exactly equivalent to ASME standards being applied for autoclave products overseas.
How Does an Industrial Autoclave Work? (Autoclave Cycle Step-by-Step)
- Load: Materials for processes as diverse as creating carbon fibre lay-ups, manufacturing AAC mold carts, treating timbers, and curing rubber blanks are loaded into the vessel’s chamber on rails, or rail-mounted carts the dimensions of the equipment permit.
- Seal: The pressure vessel door is sealed and locked, either by means of a radial arm or quick-opening bayonet ring, rated for the working pressure and number of cycles required.
- Air purge / vacuum cycle: Air is drawn from the system (or from vacuum-bagged composite lay-ups) in order to drive away oxidation and to promote heat intrusion. In derivatives such as composites, the vacuum level is specified as 0.1 bar absolute. For AAC and timber treatment, the target vacuum is 0.05-0.08 MPa absolute.
- Build of pressure and temperature: The application media (hot air, process steam, nitrogen, or pressured boiler steam) is introduced, and the control system then boosts temperature and pressure to target setpoints in accordance with the programmed recipe.
- Hold release unload: The media maintains the controlled values of pressure and temperature for the required hold time. Pressure is then modulated downwards in a predefined sequence, and the chamber vents, then uncages, and finally unloads the processed materials. This concludes the autoclave cycle.
That cycle-is load, seal, vacuum/purge, pressure-and-temperature hold and relase-the operating principle for all application categories. The differences are the specific parameters, the process medium and the engineering load requiring use of your vessel. Taiguo’s application engineering department can advise on the industrial autoclave systems and configurations.
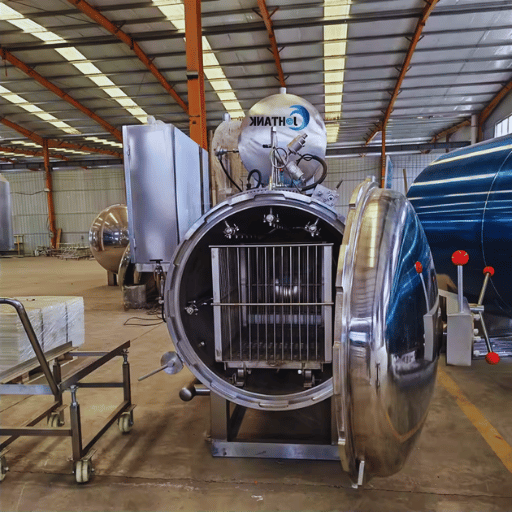
Types of Industrial Autoclaves [Manufacturing Focus]
![Types of Industrial Autoclaves [Manufacturing Focus]](https://taiguo-steamboiler.com/wp-content/uploads/2026/04/1.png)
The key rule in selecting an autoclave: classify by application first, then size and pressure. Buying a composite autoclave specification for AAC production is one of the most preventable procurement mistakes in industrial manufacturing — the two vessel types share a cylindrical shape but almost nothing else in pressure rating, process medium, or internal configuration.
There are four main types in industrial manufacturing use:
| Type | Design | Temp Range | Pressure Range | Key Applications |
|---|---|---|---|---|
| Horizontal Cylinder | Large-diameter rail-loaded | 120–200°C | 0.8–2.0 MPa | AAC production, wood preservation, timber treatment |
| Composite Curing | Heated pressure vessel + vacuum manifold | 150–200°C | 0.³–0.7 MPa | Aerospace CFRP, automotive carbon fibre parts |
| Rubber Vulcanization | Steam/hot air, chemical-resistant lining | 140–200°C | 0.3–0.5 MPa | Industrial rubber products, hoses, seals, tyres |
| Food/Pharma Retort | Food-grade stainless interior, FDA-compliant | 115–135°C | 0.1–0.3 MPa | Packaged foods, pharmaceutical sterilization |
Large Autoclave & Large Industrial Autoclaves: Sizing for High-Volume Production
Large autoclave vessels in the horizontal cylinder category reach 2.5–3.0 metres in diameter and 40 metres in length for high-volume AAC lines. Large industrial autoclaves in the aerospace sector exceed 10 metres in diameter for full-fuselage composite curing — ASC Process Systems produced a composite autoclave 30 feet (9.1 m) in diameter for Boeing 787 Dreamliner production. Large capacity autoclaves at this scale require field assembly, specialised foundations, and custom steam supply infrastructure; delivery and commissioning lead times for such vessels run 12–18 months.
What Are the Three Types of Autoclaves? (PAA)
In the medical/laboratory classification system, the three types are Class B (pre-vacuum with multiple vacuum pulses — highest sterilizer performance, suitable for wrapped instruments and hollow items), Class N (gravity displacement — basic, air removed by downward steam displacement), and Class S (manufacturer-specified hybrid cycles for particular instrument loads). Medical autoclaves follow these classes because sterilization cycle validation is standardised by EN 13060 and FDA guidance.
For industrial manufacturing processes, these medical classifications apply only partially. Industrial autoclaves are categorised primarily by application type and pressure rating rather than sterilization class. An autoclave used for wood preservation and one used for curing composites are both “industrial autoclaves” but share no meaningful specification criteria with a Class B sterilizer. Use the application-type classification from the table above — not the medical B/N/S system — when specifying for manufacturing.
Industrial Autoclave Applications: Composites, AAC, Wood & Rubber

Industrial autoclave industrial applications span construction, aerospace, composite manufacturing, timber treatment, and food production. Each use case demands a materially different specification — and the consequences of using the wrong spec can be severe. Below are the five primary industrial applications with the engineering parameters each requires.
1. Composite Curing — Aerospace & Automotive
The CFRP (carbon fibre reinforced polymers) used to cure aircraft structural components, automotive chassis components and wind turbine blades need to be heated by a carefully controlled temperature of 150-200 degree celsius, with pressure evenly applied (0.3-0.7 MPa), using nitrogen or compressed air. Prior to curing, the composite layup is evacuated by a vacuum bagging process—air is extracted, before an evenly distributed application of pressures from above. Autoclaves are necessary in aviation as no other process currently offers sufficient temperature equalization and isostatic pressure on complex three dimensional shapes.
2. Autoclaved Aerated Concrete (AAC)
Aac production requires 180-200°C saturated steam at 1.0-1.2 MPa for 8-12 hours per batch to mineralize the calcium silicate hydrate (CSH) mixture into tobermorite crystal formation – the process that provides AAC blocks with their signature low-density strength. Horizontal cylinder autoclaves 2.68 m or 2.85 m standard diameter (31-40 m length for high-volume lines) are charged by rail-mounted mould carts. This market accounts for the greatest demand for industrial autoclaves worldwide.
📐 Engineering Note — AAC Autoclaving Parameters
Standard AAC production involves the cycle of 8-12 hours at 180-200°C saturated steam at 1.0-1.2 MPa. The high-temp steam causes calcium silicate hydrate (CSH) to result tobermorite (CaSiO(OH)), resulting in the AAC material’s signature strength-to-density ratio. Autoclave 2.68 m or 2.85 m bulk diameter (industry norm for moulding surface standardisation); 31-40 m high for high-volume production lines. Source: GB 11968-2006 (Korean AAC standard); ASTM C1452 (US standard).
3. Wood Preservation / Timber Treatment
Pressure impregnations of timber with CCA (chromated copper arsenate), boron compounds, or other preservative compounds combine a vacuum initial stage with the subsequent application of pressurized solutions at 120-180C and 1.0-2.0 MPa. The vacuum process evacuates air from timber cell pores; the pressure stage loads the treatment compound into the cellulose fibre. Cycle 2-6 hours, depending on wood species, section dimensions, treatment bath composition.
4. Rubber Vulcanization
Steam or hot air at 140-200°C and 0.3-0.5 MPa has traditionally been used to provide rapid curing of industrial rubber products such as hydraulic hoses, industrial gaskets and conveyor belts, and mechanical seals. Cross-linked polymer chains are formed throughout the uncured matrix through sulfur bridges; the final cured material is highly durable and elastic. Cycle 30 minutes to 4 hours depending on product thickness and formulation. Note: rubber vulcanization autoclaves require internal corrosion resistant linings and seals rated for the chemical properties of the primary product constituent.
5. Food & Pharmaceutical Sterilization
Sterilization/food processing autoclaves sterilize packaged products (pouches, cans, jars) at 115-135C, 0.1-0.3 MPa, typically 15-60 minutes, at standard levels. Pharmaceutical sterilizers (steam-in-place sterilization for vessels, terminal sterilization of products) operate at 121 C for 15 minutes according to the standard. These are in use in the food and pharmaceutical industries; fit-out specifications requires food-grade stainless steel interior surface and FDA 21 CFR assurance status.
⚠️ Common Mistake — Rubber Vulcanization Specification
First time users of industrial autoclaves sometimes specify the conditions used in healthcare autoclaves. The patient sterilizer is designed for 115-121 C, 15 psi cycles, rather than the heightened internal environment of 150-200°C. Seal and gasket chemical resistance specifications for the sterilizer chamber should be tailored to the process medium; failure properties of healthcare autoclave seals at the higher temperatures used in rubber vulcanization autoclaves.
A Southeast Asian AAC block manufacturer, increasing capacity from 200,000 m to 400,000 m/year, was sourcing autoclave specifications based on a European composite curing datasheet- design pressure 0.7 MPa (absolute). The actual AAC process requires 1.2 MPa. Choosing the wrong pressure rating would have invalidated the ASME stamp for the vessel, and necessitated a costly replacement of the vessel at an estimated cost of $600,000 USD. A specification review prior to fabrication eliminated the error. This is a textbook example of why application classification should be completed prior to vendor selection, not the other way around.
With regard to the above-mentioned AAC or wood preservation autoclaves in particular the required pressure rating and vessel diameter must be specified accordingly by application requirement- not default from catalog sheet to commission. For the effects of thermal oil heating on adjacent industrial processes, see our guide to thermal oil boilers for industrial processes.
Industrial Autoclave Systems: Technical Specifications for Temperature, Pressure & Size
The parameter table below consolidates the specification indicators that define each application category. These are the data points you need to specify in your RFQ to the autoclave supplier.
| Application | Temperature | Pressure | Cycle Time | Medium |
|---|---|---|---|---|
| Composite curing (aerospace) | 150–200°C | 0.3–0.7 MPa | 2–8 hours | N₂ or compressed air |
| AAC block production | 180–200°C | 1.0–1.2 MPa | 8–12 hours | Saturated steam |
| Wood preservation | 120–180°C | 1.0–2.0 MPa | 2–6 hours | Steam + preservative |
| Rubber vulcanization | 140–200°C | 0.3–0.5 MPa | 0.5–4 hours | Steam or hot air |
| Food retort sterilization | 115–135°C | 0.1–0.3 MPa | 15–60 min | Steam |
Applicable standards: In the US, ASME Section VIII Division 1 shall suffice, since its coverage of unfired pressure vessels at operating pressures 15 psi (about 1 bar gauge) captures them all. ASME B31.3 governs the process piping at the vessel attachment point; ASME B31.1 applies to power piping from the steam generation system. In European markets, PED 2014/68/EU as a regulation shall apply. In China, GB 150 is the relevant national standard that the vessel complies with when produced by Taiguo. The US ASME where applicable should be used for international export, along with the required third party inspection documentation. Consider the connection to the steam generation system required to supply the autoclave vessel.
📐 Engineering Note — Vacuum System Specification
Composite curing autoclaves require vacuum pumps capable of evacuating the chamber to ≤0.1 bar absolute (10 kPa) before pressurisation. This removes entrapped air from the composite layup and prevents void formation that weakens the cured part. Wood and timber treatment autoclaves use an initial vacuum stage (0.05–0.08 MPa absolute) before the pressure-treatment cycle. Not all autoclave vessels include vacuum pumps as standard — specify vacuum depth requirements explicitly in the RFQ.
What Temperature Does an Industrial Autoclave Operate At?
Industrial autoclaves operate from 121 °C at the low end (food sterilization and pharmaceutical applications) up to 250°C for high-pressure specialty processing. The most common industrial manufacturing ranges are 150–200°C for composite curing and rubber vulcanization, and 180–200°C for AAC block production. High-temperature vessels above 250°C are used for specialty chemical synthesis or scientific testing — not routine production — and are uncommon compared to standard industrial manufacturing autoclaves. Medical autoclaves use standardised cycles at 121°C / 15 psi or 134°C / 30 psi as sterilizers. When combining high temperatures with high pressure — as in the 1.2 MPa / 200°C AAC cycle — the engineering demands on the vessel shell, door seals, and safety relief systems are substantially greater than any standard steam sterilization application.
How Much Does an Industrial Autoclave Cost?
How Much Is an Industrial Autoclave? (PAA)
Industrial autoclave price varies with vessel size, pressure rating, materials specification, integrated systems (vacuum, PLC, data logging), certification, and country of manufacture. As of 2025, indicative price ranges from leading autoclave manufacturers run from approximately $50,000 for a small rubber vulcanization vessel to over $3,000,000 for a large aerospace composite autoclave with full N₂ system and digital controls. AAC autoclave production lines (sold in sets of 8–16 vessels per line) run $150,000–$600,000 per vessel before installation, foundations, and steam system connection. These are indicative estimates; formal project pricing requires a full technical specification.
| Type | Indicative Range (USD, 2025) | Key Cost Driver |
|---|---|---|
| Small composite autoclave (≤2 m dia.) | $80,000 – $300,000 | Vacuum system, temp uniformity |
| Large composite autoclave (≥3 m dia.) | $500,000 – $3,000,000+ | Size, N₂ system, PLC controls |
| AAC autoclave (standard line) | $150,000 – $600,000 / vessel | Length, pressure rating, steam trap |
| Wood preservation autoclave | $100,000 – $400,000 | Cylinder size, chemical compatibility |
| Rubber vulcanization autoclave | $50,000 – $250,000 | Temperature range, automation level |
Indicative costs only. Custom design specifications — unusual diameters, specialty lining materials, pass-through door configurations, or superheat-capable systems — add cost beyond these ranges. Request a formal quote with full technical specifications for accurate project pricing.
Key factors that push autoclave price higher:
- Above 1.5 MPa (pressure) adds approx. 20-40% to autoclave vessel costs
- Doubling autoclave vessel diameter will octuple vessel weight (since shell weight is proportional to its surface area, shell volume scales non-linearly)
- Certifying autoclaves to meet the Pressure Equipment Directive or ASME Section VIII standards adds roughly 10-20% vessel cost (inspection, build-data book, buying components from known quality suppliers). Certification fees are additional.
- Integrated PLC/SCADA automation with cycle recording
- Custom contact linings for vessel interior (stainless steel or corrosion-resistant coating)
- Vacuum system inclusion (added pump package, manifold, instrumentation)
⚠️ Common Mistake — Purchasing Without ASME Certification
Issuing out the lowest-bid vendor without classic ASME Stamp is a frequent way to cut autoclave costs by compromises with long-term impacts. Many industrial facilities insurances expect pressure vessels to be officially approved, and operating an unapproved vessel will nullify the entire plant insurance under many policywriters. The 10–20% additional charge for ASME certification is relatively inexpensive when considering liabilities arising from a non-certified vessel rupture. Contact a reputable industrial boiler manufacturer to confirm certification options before placing an order.
Industrial Autoclave Buying Guide: 6 Selection Criteria
Classify the application before consulting any vendor or specification sheet — that single decision determines every other requirement. When evaluating any industrial autoclave manufacturer, verify application experience in your specific sector before discussing technical details.
The 3-Application Rule for Industrial Autoclave Selection
Triage your application into one of three classification prior to considering vendor selection or autoclave specification selection.
Category 1: Heat Transfer
For composite layup or vulcanization, select for uniformity of temperature (2C across entire vessel), availability of a vacuum system, and operational programmability that can transfer through the several-hour cycles
Category 2: Chemical Penetration
For wood treatment or AAC tile manufacture, select for pressure cycle replicability, vessel volumetrics that match production demands, and chemical resistance of vessel interior surfaces.
Category 3: Microbial Kill
For food or medical sterilizations, select for validated temperature cycles (ASME/FDA validated cycle), high quality steam supply (steam ratio of dryness fraction 0.97), and IG testing protocol.
Once your category is known, the specification is self-fulfilling. Buying outside your category – even if the vessel is technically best – assuredly leads to under performance.
6-Point Selection Checklist:
- ASME Section VIII Div. 1 stamp (or PED for EU) – cannot trade or get insurance without this. Provide the manufacturer where he can see the Certificate of Authorisation prior to starting fabrication, not after delivery.
- Demand 3rd party pressure test certificate at 1.3 design pressure -hydrotest documentation to prove vessel maintained 1.3design pressure for required time. This is the mandatory proof test not an alternative.
- Control system with cycle record and data logging – temperature and pressure versus time recorded per cycle and exported. Needed for quality traceability in aerospace, food and pharma fields.
- Confirm the door design is suitable for your production cycle rate—fast-opening mechanisms (hinge, sliding or radial bayonet) have set cycle life ratings. The most common maintenance on high-cycle installations is the loss of door seal and lock; there are fixings for this.
- Check vacuum system specifications against your application category when ordering (1=composites 0.1 bar abs. 2=Wood/AAC 0.05-0.08 MPa. 3=food/pharma possibly none).
- Confirm after-sales support terms—customer repair parts lead times, local support coverage, response time commitments. An asset is a liability without parts support after year 3.
| Your Application | Category | Priority Spec | Must-Have Feature | Common Error |
|---|---|---|---|---|
| Composite curing (CFRP) | Heat Transfer | Temp uniformity ±2°C | Vacuum to 0.1 bar + N₂ system | Specifying by volume, not heat distribution |
| AAC block production | Chemical Penetration | Pressure cycling capacity | Large diameter (≥2.5 m), steam trap design | Undersizing for current output (add 30% future capacity buffer) |
| Wood preservation | Chemical Penetration | Chemical compatibility | Corrosion-resistant lining, vacuum pre-treatment stage | Omitting vacuum stage from specification |
| Rubber vulcanization | Heat Transfer | Uniform steam/heat distribution | Hot air or steam medium selection per compound | Using composite autoclave spec (wrong pressure medium) |
| Food/pharma sterilization | Microbial Kill | FDA/ASME validated cycles | Biological indicator testing port, sanitary drain trap | Not specifying sanitary surface finish (Ra ≤0.8 μm) |
“The most frequent specification problem is when customers specify autoclave size for current usage levels. A significant number of high-growth manufacturers will exceed their autoclave size within three years. Our suggestion would be for vessel length to be specified at 1.5 times current requirement and pressure at a minimum of 1.25, the extra cost of specification at manufacturing stage is marginal compared to having to replace the vessel.”
How to Evaluate an Industrial Autoclave Manufacturer
When selecting an autoclave manufacturer, the most important qualification check is application-specific experience — not just vessel fabrication capability. An autoclave manufacturer experienced in AAC production lines may not have the vacuum system and temperature uniformity expertise required for aerospace composites, and vice versa. Ask for reference projects in your specific application category, third-party inspection records, and after-sales parts response times before committing. For steam supply to the autoclave, consider oil and gas fired steam boilers where natural gas or HFO is the site fuel, specifying boiler output to match the autoclave’s peak steam demand including start-up surge.
Industrial Autoclave Market Outlook 2025–2030

Industrial autoclave equipment will be in demand across the whole market sector – driven by the increase in infrastructure projects in the developing world; by new generation of aircraft programs requiring larger composite component manufacturing capacity; and by green building standards moving from insulation towards self-contained alternative wall systems.
USD 22.87B
AAC Market by 2030 · CAGR 6.0% (2024–2030)
Sourcing: Data for the analysis is sourced from Grand View Research, as of April 2024.
~6% CAGR
Aerospace Autoclave Market Growth to 2033
From various research in the industry:
480/mo
Sep 2025 Search volume – ‘high pressure autoclave’ up from ~110 in early 2025
Source: DataForSEO
AAC demand is the dominant driver for large horizontal autoclaves across industries and applications from Southeast Asia to the Middle East. Asia Pacific holds approximately 44% of the global AAC market (2024), with China and India leading volume. Urbanisation, affordable housing programmes, and energy efficiency building codes create sustained multi-year demand for AAC production capacity — and for the autoclaves that manufacture it. A growing share of AAC producers are expanding existing lines from 200,000 m³ to 400,000 m³+ annual output, driving additional autoclave vessel orders.
Aerospace composite autoclaves are following the rise of next-generation aircraft programmes. Boeing 777X and Airbus A350 programmes both demand large composite structural parts made through autoclave curing. The changing aerospace industry focus towards CFRP (carbon/epoxy) – driven by demanding aircraft performance from fuel economy targets – will lead directly to autoclave capacity building investment.Industry research sources all point towards growth nearly 6% CAGR through to 2033, consistent with commercial aircraft line deliveries now reflecting 6-8 year backlogs at major airframers.
Design points in the industrial autoclaves space for 2025-2030 include waste heat recovery solutions to reduce operating costs 15-25% , increased vessel diameters (3-5 m diameter becoming common in AAC and aerospace markets), digital cycle logging and Industry 4.0 integration. For industrial drying and heat processing installations with autoclaves, see our analysis of industrial hot air drying systems and biomass heating systems as sustainable steam supply replacements.
For 2025-7autoclave procurement cycles: Autoclaves and composite processors from Chinese OEMs are currently 90-180 day lead times for standard build, 6-12 month lead time on OEM bespoke vessels (with ASME certification). Incorporate the autoclave lead time into your project logistics phase alongside civil works, utilities, and installation sequencing.
FAQ — Industrial Autoclave Questions Answered

Industrial Applications vs. Medical Autoclaves & Sterilizer Use
What is an industrial autoclave?
A sealed pressure vessel that uses steam or pressurised gas to cure, sterilize, or chemically treat materials at 121–250°C and 1–25 bar. In healthcare facilities and laboratories, autoclaves are used to sterilize and decontaminate equipment by killing every microorganism including bacterial spores. In industrial manufacturing, the same principle — controlled pressure and temperature — is applied to composites curing, AAC concrete production, wood preservation, and rubber vulcanization at a scale and pressure range that medical sterilizers cannot match.
What are the three types of autoclaves?
According to the medical type classification, there are three types – Class B (pre-vacuum), Class N (gravity), and Class S (custom or hybrid).Class B has the best capability for wrapped instrument sterilization. However, in industrial manufacturing it is not the Case B, N or S as used in hospitals; autoclaves are classified by application type-horizontal cylinder (AAC, timber), composite curing, rubber vulcanization, food retorts-not by the Class B, N and S.
How much is an industrial autoclave?
Autoclave prices cover roughly $50,000 for a small rubber curing vessel to over 3 million dollars for large aerospace composite process autoclaves. For standard production lines, AAC autoclave budgets are ranged in the $150,000-$600,000 (2025 forecast, without installation). Vessel diameter, design pressure and certification requirements (ASME/PED adds 10-20%) and inclusion of vacuum system and PLC automation effects significantly on auction prices. For a detailed price breakdown for each type, analyze the preceding price table 1 and the request an accurate quote with specification details.
How long does an industrial autoclave cycle take?
The time required for an autoclave cycle depends almost entirely on the application. Food retort sterilization: 15–60 minutes. Medical sterilization: 15–45 minutes at 121 °C (standard 15-psi cycle). Rubber vulcanization: 30 minutes to 4 hours based on product thickness. Aerospace CFRP composite curing: 2–8 hours. AAC block production is the longest industrial autoclave cycle: 8–12 hours at 180–200°C — the extended hold time drives the mineralogical conversion from calcium silicate hydrate to tobermorite crystal structure that gives AAC blocks their compressive strength.
For production throughput calculations: in all cases, use the total autoclave cycle time (load, vacuum, ramp, hold, release and unload), not simply the hold time. In fast (high-production/output) AAC lines operating 24 hours/day, 8-12 hour hold time plus door-open to door-close time per cycle (including loading and unloading) amounted to an additional 45 to 90 minutes.
What ASME standards apply to industrial autoclaves?
ASME Section VIII Division 1 covers the unfired pressure vessel (the autoclave body) at operating pressures ≥15 psi. ASME B31.3 governs process piping connected to the autoclave; ASME B31.1 applies to power piping from the boiler steam supply. For steam sterilization applications in pharmaceutical manufacturing, additional FDA 21 CFR Part 211 requirements apply to steam quality and cycle validation — beyond the structural ASME scope.
For European markets, PED 2014/68/EU applies. In China, GB 150 is the national standard. Autoclaves manufactured for export require ASME-equivalent third-party inspection documentation. The ASME stamp on the vessel nameplate confirms design verification, materials traceability, and a hydrostatic pressure test at 1.3× design pressure.
Are industrial autoclaves different from medical autoclaves and sterilizers?
Yes — medical autoclaves and sterilizers are designed for one specific purpose: killing microorganisms (bacteria, spores, viruses) on instruments and equipment used in healthcare facilities, typically at 121°C and 1 bar gauge. Industrial autoclaves serve manufacturing and construction industries and applications at much higher pressures (up to 25 bar) and temperatures (up to 250°C), processing materials like carbon fibre composites, AAC concrete, timber, and rubber. The engineering specifications, vessel scale, safety classifications, and control systems are fundamentally different between the two categories. Most of the information that appears online about autoclaves describes medical sterilizers — if you are purchasing for an industrial application, ensure the specifications you are reviewing are for the correct category.
Get the Right Industrial Autoclave for Your Application
Taiguo Boiler: began producing autoclaves and thermal Systems for AAC, wood processing and composite making from 1976. Let us know your application and we will spec the right vessel.
References & Sources
- Grand View Research(2024). Autoclave Aerated ConcreteMarket To Reach $22.87 BillionBy 2030. grandviewresearch.com [Tier 2]
- ASME. BPVC Section VIII – Rules for Construction of Pressure Vessels Division 1. asme.org [Tier 2]
- DataInsightsMarket (2024). Market Analysis for the Paint and Prime Autoclaves apace 2034..datainsightsmarket.com [Tier 3]
- GB 11968-2006. Autoclaved aerated concrete block. Standardization Administration of China (SAC). [Tier 2]
- ASTM International. ASTM C1452- Standard specification for reinforced autoclaved aerated concrete elements. Available from: astm.org [Tier 2]
About This Guide
Taiguo Boiler has been producing industrial autoclaves and thermal systems since 1976, catering to AAC producers, wood treatment companies, composite manufacturers and industrial plants in over 100 nations. The technical data mentioned in this handbook provides details from our engineering team and has been further verified with ASME, ASTM and GB standards. If any third-party market data is mentioned, links have been provided to sources of such data.
Price mentioned is an indicative price, for exact quotations you may contact our team with your exact application.
Related Articles