Get in Touch with Taiguo


Autoclaved Aerated Concrete Block: The Complete Manufacturing Process (2026 Guide)
Updated April 2026 11 min read Reviewed by Taiguo Steam Boiler engineering team
An aerated autoclaved concrete block sits at the intersection of green chemistry, precision engineering, and industrial-scale steam pressure. A single AAC block contains roughly 80% air by volume, weighs one-fifth of a traditional concrete masonry unit, and carries a four-hour fire rating – properties no other walling material delivers in one package. Behind those numbers is a tightly controlled eight-step process where six raw materials, one aluminum-powder reaction, and a 12-bar autoclave do the actual work. This guide breaks down every step, every standard, and every quality test that separates a production-grade AAC plant from a backyard experiment.
Quick Specs — AAC Block Manufacturing at a Glance
The 6/8 Rule of AAC Manufacturing
| Raw materials | 6 (fly ash or sand, cement, lime, gypsum, aluminum powder, water) |
| Production steps | 8 (prep → dose → mix → cast → pre-cure → cut → autoclave → QC) |
| Autoclave conditions | 180–220°C, 12 bar steam, 8–12 hours |
| Aluminum powder dosage | 0.05–0.08% by dry mix weight |
| Block dry density | 300–800 kg/m³ (per ASTM C1386) |
| Compressive strength | 2.0–7.0 MPa depending on density class |
| Standard block size | 600 mm L × 200 mm H × 100–300 mm thick |
| Total cycle time | ~36–48 hours from raw material intake to packaged block |
What Is Autoclaved Aerated Concrete (AAC)? Origins, Composition & Why “Aerated”

Autoclaved aerated concrete is a precast lightweight cellular concrete invented by Swedish architect Johan Axel Eriksson at the Royal Institute of Technology in 1924. The aerated concrete block reached commercial production in Germany during the 1930s under the Ytong brand and has been a standard masonry material across Europe and Asia for nearly a century – though it remains comparatively niche in the United States.
That “aerated” in autoclaved aerated concrete refers to the millions of small, closed air pockets created when aluminum powder reacts with calcium hydroxide and water. That reaction releases hydrogen gas, which causes the slurry to expand inside the mold like bread rising in an oven. After the gas escapes, what remains is a porous concrete cake that contains roughly 80% air by volume, which is why a finished AAC block weighs only 300-800 kg/m³ compared to 2,000-2,400 kg/m³ for ordinary concrete.
What is the difference between Aircrete and AAC?
Aircrete and AAC are easily confused because both are aerated concrete, but the chemistry differs. Aircrete (also called foam concrete) uses a mechanically generated foaming agent, mixed into wet concrete and cured at ambient temperature. AAC uses aluminum powder as a chemical aerating agent and is cured under high-pressure steam in an autoclave. Autoclave curing produces calcium silicate hydrate (tobermorite), which gives AAC its compressive strength and dimensional stability. Aircrete blocks cannot match either property because they never undergo steam-pressure curing.
📐 Engineering Note
In the United States, precast AAC wall units are governed by ASTM C1386 – Standard Specification for Precast Autoclaved Aerated Concrete (PAAC) Wall Construction Units, with reinforced units covered by ASTM C1452. Structural design follows ACI 530 / TMS 402 Building Code Requirements for Masonry Structures. If a supplier cannot provide a Mill Test Certificate referencing C1386, treat the product as unspecified.
The 6 Raw Materials Used in AAC Manufacturing — Exact Proportions
Mix design for an aerated concrete block looks deceptively simple, but every ingredient has a specific chemical role and a tight tolerance window. Get one of them wrong and the block either fails to expand, fails to cure, or fails the compressive strength test. Proportions below reflect industry-standard formulations validated against ASTM C1386 and Wikipedia’s autoclaved aerated concrete entry.
| Raw material | % of dry mix | Function |
|---|---|---|
| Fly ash or fine silica sand | 60–70% | Primary silica source for tobermorite formation in the autoclave |
| Lime (CaO or Ca(OH)₂) | 20–30% | Reactive calcium source; pairs with silica to form C-S-H gel |
| Portland cement (OPC 53 grade) | 6–8% | Initial binder providing green strength before autoclaving |
| Gypsum (CaSO₄·2H₂O) | 2–5% | Set retarder; regulates expansion timing |
| Aluminum powder (or paste) | 0.05–0.08% | Aerating agent; releases H₂ gas, creating closed-cell porosity |
| Water | w/c ratio 0.6–0.65 | Reaction medium; controls slurry viscosity |
Two aspects are operationally significant. One, the amount of aluminum powder, seems very small, but is the most sensitive variable in the process: a mere 0.02 percentage points variation in this changes the final block density by 50-100 kg/m³. manufacturing plants accurately weigh aluminum powder 0.1g for each batch on calibrated scales. Two, in markets where it is freely available,preferably hard granular fly ash from coal-fired thermal power plants, are used as silica replacements, as this removes industrial waste from landfills, and costs 30-50% less than ground silica sand.
AAC Manufacturing Process — The 8 Production Steps
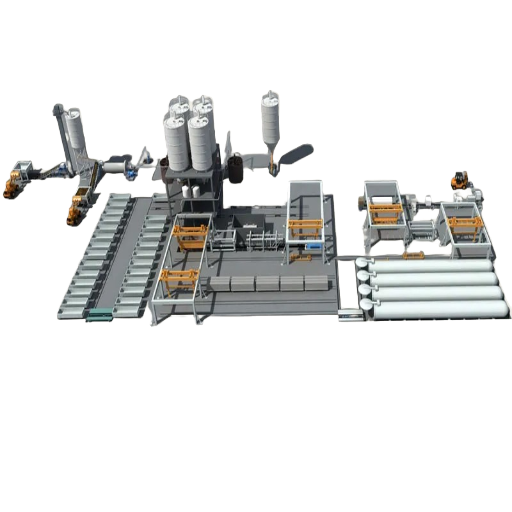
Most industry blogs break down AAC production into 7 steps. We distinguish raw material preparation from dosing-and-mixing because they are per formed in physically separate parts of the plant and by different equipment (ball mills versus batching silos versus high-shear mixers). This 8-step simple breakdown matches just what you would see walking through a working AAC plant.
Step 1: Raw Material Preparation
Fly ash or sand is brought in by truck and is pulverised in a ball mill down to approximately 200 mesh (75 microns). Lime is processed separately to the size range of 45-75 microns (preferably quicklime for higher reactivity and hydrated lime for easier handling). Cement and gypsum are brought in already ground and sent straight to specified storage silos.
All materials are sampled and analysed for fineness, moisture and chemical composition before being allowed into production.
Step 2: Dosing and Batching
Once the recipe has been loaded to the plant control system, an automated batching system dispenses the raw materials from their respective silos. Five raw materials are fed into the doser from their silos using an automated feeder (fly ash, cement, lime and gypsum). The aluminum powder is fed into the doser from a high precision scale, due its narrow optimal dosage range.
Modern plants integrate the batching system to the plant SCADA where each batch is recorded with Material Lot numbers.
Step 3: Mixing
The dry constituents are first mixed in a high shear mixer for between 30-60 sec. Water is then added to maintain the water/cement ratio of 0.6 – 0.65. Once the aluminum powder has been added, it reacts with the slip almost straight away as it is alkaline.
All addition after aluminum powder has been added is limited to 3-5 min. to prevent the collapse of the gas bubbles forming.
Step 4: Casting Into Molds
Slurry is added to steel molds (generally 6 m 1.5 m 0.6 m) treated with a release agent. It is generally filled to approximately 50-65% of capacity to allow for expansion. The aluminum gives off hydrogen within minutes and the slurry will rise like bread in an oven.
It will expand in volume by 50-100%, filling the form in 20-40 minutes.
Step 5: Pre-Curing
Pre-cured slurry (now referred as “green cake”) is left in the mold for 2-4 hours in ambient conditions (35-40 C and 50-70% humidity). Conditions are carefully controlled to induce rapid cement hydration while avoiding thermal cracking since most of the reaction takes place as soon as it is done. When pre-curing green cake it is just firm enough to remove from the mold, but soft enough to cut easily.
Step 6: Cutting
Diemolded green cake is transferred to a wire-cutting station. High-tensile steel wires cut the cake into small blocks measuring the dimensions specified by the customer, virtually always 600 mm long 200 mm high 100-300 mm thick, according to the job specification. Cutting tolerance is limited to 2 mm because the installation of thin-bed mortar systems depends on dimensional reproducibility (green cake is later placed into a microporous oven for drying for approximately one week).
Step 7: Autoclaving
Ciut blocks are loaded onto autoclave trolleys and rolled into the autoclave chamber. Once the chamber is sealed, saturated steam is pumped in at gradually increasing temperature and pressure until the desired 180-220C at 12 bar crystallizing environment is produced. Blocks are held there for 8-12 hours. During that time silica contained in fly ash or sand reacts with lime derived from limestone or cement to produce calcium silicate hydrate (tobermorite) the crystalline phase that constitutes the final strength in an autoclaved block (there are different chemical mechanisms that take place in individual technologies). Heat is then slowly (over 1-2 hours) withdrawn because sudden thermal changes can induce cracking. Autoclaving consumes a majority of the operational expense and is subject to most of the regulatory scrutiny that an AAC plant encounters.
Step 8: Quality Control and Packaging
Ciooled blocks are sampled for density, compressive strength, dimensional accuracy, and water absorption in accordance with ASTM C1386. Acceptable batches are stacked onto wooden or plastic pallets, shrink-wrapped in stretch film, and labeled with batch number, production date, density class, according to ASTM C1386, and lot identification by batch number, to facilitate traceability. Unacceptable batches are crushed and returned to the raw material stream.
The Autoclaving Stage Explained — Why Steam Pressure & Temperature Matter
Sometimes all eight steps in the process are the same as those listed except autoclaving is replaced by a completely different method of strength development, one that involves no steam or high temperature at all. Such non-autoclaved elements are generally called lightweight cellular concrete (LWCC), or non-autoclaved aerated concrete (NAAC). Invariably these is much limited strength development – 0.75-1.50 MPa. Autoclaved AAC develops 2.0-7.0 MPa because the high-pressure saturated steam kick-starts a different chemical pathway.
What temperature and pressure does AAC autoclaving require?
Conventional conditions for the autoclave are 180-220C 12 bar (170 psi absolute) for 8-12 hours. Those numbers are not arbitrary – below 180C no tobermorite can form. If the temperature is reduced by 50C, the crystalline silica simply does not want to react with the lime at all, regardless of how long the cycle time is. The result is a facade material that appears to be AAC but tests out to be NAAC.
Cihemical reactions inside the autoclave are mostly linear. One hour in, the free water in the cake induces the formation of steam inside the chamber as the temperature increases to the 180-220C range. Once the temperature stabilizes in that range, tobermorite formation begins. This crystalline group necessitates the work together of calcium hydroxide and silica gel to form crystalline calcium silicate hydrate (C-S-H), the binder that provides the final, ultimate strength in the block. In the final stage, the chamber temperature is quickly reduced over 1-2 hours to prevent thermal-shock cracking on the surface.
“Even slight fluctuations in autoclave pressure or process duration can get immediately mapped into the next day autoclaved salesmen test of compressive strength. We use 12 bar at 10 hours as the bare operational minimum – 11 bar or less and the C-S-H phase never forms completely regardless of what you put into the recipe.”
— Taiguo Steam Boiler engineering team, autoclave commissioning notes
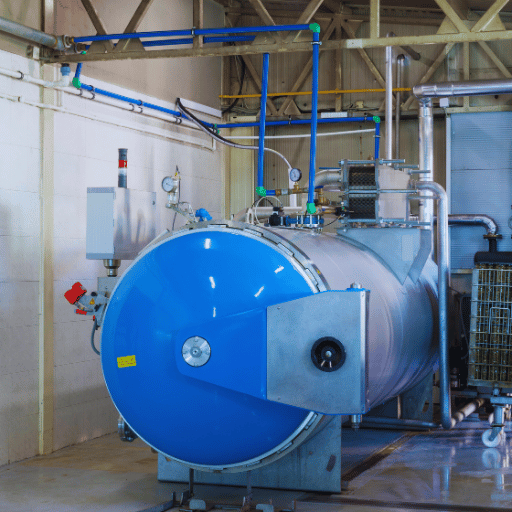
An autoclave is currently the largest single capital investment in an AAC plant, by virtue of its size it also determines throughput. Typical industrial AAC autoclaves are 2.85 m diameter by 30-50 m long, contain 6-10 trolleys, and operate at one to two cycles per day. Plants in the 200,000-400,000 m³/year production range typically are equipped with 3-4 autoclaves, scheduled on a staggered timing cycle. Sizing considerations also must include steam supply, pressure-rated valves and gaskets, and a 30+ year life in a corrosion resistant chamber construction. For projects evaluating equipment, our team has covered industrial autoclave systems engineered for AAC production lines in detail, including thermal cycling efficiency and steam-recovery design.
Quality Control — 5 Tests Every AAC Block Must Pass
Every batch of finished AAC blocks under goes 5 core tests, which reference to equivalent ASTM C1386 specifications (EN 771-4 in Europe, IS 2185-3 in India). Cutting corners on the QC program is the easiest way to lose certification – and the shortest route to shipping cracking, water-intaking, load-test-failing blocks from the building site.
| Test | Standard | Pass criteria |
|---|---|---|
| Dry density | ASTM C1386 §6 | 300–800 kg/m³ depending on declared class (AAC 2–6) |
| Compressive strength | ASTM C1386 §7 | 2.0–7.0 MPa minimum, varies by class |
| Thermal conductivity | ASTM C518 | 0.10–0.20 W/m·K (block dependent on density) |
| Water absorption | RILEM TC-78 | ≤ 35% by weight after 24-hour immersion |
| Dimensional accuracy | ASTM C1386 §9 | ±2 mm length / ±2 mm height / ±1 mm thickness |
Usual suspects in multiple QC failures are aluminum flow deviations (density failures), incomplete autoclave cycles (compressive failures), and cutting-wire wear (dimensional failures). Plants that record every batch’s autoclave profile, aluminum weight, and wire age usually can identify QC failures to the root cause within one shift.
AAC Block Standard Sizes, Density Grades & ASTM Specifications

AAC density classes describe what most engineers call to understand “heavier” or “lighter” blocks. Equation here is straightforward: as density drops, the thermal performance improves at the expense of reduced compressive strength. ASTM C1386 specifies six density classes; ACI 530 references them in calculations of required ultimate axial loads on AAC bearing walls.
| Class (per ASTM C1386) | Dry density (kg/m³) | Min. compressive (MPa) | Typical use |
|---|---|---|---|
| AAC 2 | 350–450 | 2.0 | Non-load-bearing partition walls |
| AAC 3 | 450–550 | 2.5 | Load-bearing 1–2 stories, residential |
| AAC 4 | 550–650 | 3.5 | Load-bearing 3–4 stories |
| AAC 5 | 650–750 | 5.0 | Load-bearing 4–5 stories, seismic zones |
| AAC 6 | 750–850 | 7.0 | Heavy load-bearing, fire walls, multifamily |
AAC Density Grade Selection — Decision Tree
- Non-load-bearing partition wall → AAC 2 (350–450 kg/m³)
- Load-bearing 1–2 stories → AAC 3 (450–550 kg/m³)
- Load-bearing 3–4 stories → AAC 4 (550–650 kg/m³)
- Lightweight load-bearing 4-5 stories or seismic zone AAC 5 (650-750 kg/m³)
- Heavy load-bearing or fire proofing AAC 6 (750-850 kg/m³)
Most suppliers produce dimensionally consistent blocks at around 600 mm long and 200 mm high, with thickness determined by application: 100 mm for partitions, 150-200 mm for exterior non-load-bearing walls, 250-300 mm for load-bearing walls or thermal-mass applications. Reinforced AAC panels for floors and roofs feature ASTM C1452 specification, which adds requirements for embedded reinforcing steel and corrosion resistant coating requirements.
AAC vs Traditional Bricks vs Concrete Blocks (CMU) — Data-Driven Comparison
Correct walling material selection depends on the driver for your project: weight, fire rating, thermal insulation, effective load-bearing capacity, or ease of installation. This table represents the product specifications and standards referenced for each material type; we specifically removed High/Medium/Low labels since they obscure the performance trade-offs.
| Property | AAC block | Clay brick | CMU (concrete masonry unit) |
|---|---|---|---|
| Dry density (kg/m³) | 300–800 | 1,800–2,000 | 1,800–2,400 |
| Compressive strength (MPa) | 2.0–7.0 | 3.5–10.5 | 10–25 |
| Thermal conductivity (W/m·K) | 0.10–0.20 | 0.7–1.0 | 1.0–1.7 |
| Fire rating (4″ wall) | 4 hours | 2 hours | 2–4 hours |
| Water absorption (%) | ~30–35 | 8–15 | 5–10 |
| Block size (typical, mm) | 600×200×100 | 230×110×75 | 400×200×200 |
| Install speed (m²/mason/day) | 15–20 | 4–6 | 8–10 |
Key takeaways: AAC saves on weight, insulation, and construction speed (three to four times faster than brick because of larger size and thin-bed mortar). It has high compressive strength, but not as high as CMU, which can be material factor in 4-5 story or heavier structures. It also has high water absorption, which explains the required permeability for applied layers such as renders, plaster, or stucco. Reinforced concrete remains for structurally-heavy applications.
Limitations — When AAC Isn’t the Right Choice

AAC is not everything to everyone. Selling it as such is how manufacturers end up with unsuccessful plant throughput. The real trade-offs are:
✔ AAC Advantages
- ~75% lighter than CMU
- 3–5× faster install per m²
- 4-hour fire rating standard
- R-value 2–3× conventional concrete
- Workable with hand tools (cut, drill, route)
- Recycled fly ash content reduces embodied carbon
⚠️ AAC Limitations
- Roughly half the compressive strength of CMU
- High water absorption (30–35%); needs breathable finishes
- 2–3× per-unit cost vs CMU in most markets
- Requires trained masons + thin-bed mortar (not thick mortar)
- Many joints to grout and seal for air-tightness
- Not recommended for below-grade or aggressive marine environments
Water penetration trouble occurs time and again in the forums. Building-science practitioners consistently report that air-sealing an AAC wall involves every joint being grouted in and adhesive-sealed (costing the installer time and material that does not go into the per block price comparison). those new to using AAC underestimate this, and go over budget on labor by 15-25%.
⚠️ Important — common AAC misconception
AAC and Aircrete are sometimes confused with each other. They are not the same. Aircrete employs a foaming agent without heat; AAC employs an aluminum-powder gas formation with autoclave curing.
Aircrete blocks have transmission strengths seldom greater than 1.5 MPa and are not called out as complying with ASTM C1386. Request autoclave commissioning data if a supplier identifies”Aircrete” as load bearing in any way.
Industry Outlook — AAC Market Trends 2025-2028
Global autoclaved aerated concrete market in a traditional growth mode. Key growth drivers are green building codes, Asian and Middle eastern urbanization and persistent product substitution away from clay brick in residential and commercial construction.
$23.7B
2025 global market size
$39.3B
Forecast by 2033
6.5%
CAGR 2025–2033
15%
India CAGR (smart cities push)
Several signals matter for AAC plant owners of opportunities and challenges for AAC plant owners and operators planning for 2028 capacity. First is the new EPBD (Energy Performance of Buildings Directive) coming out of the EU in 2024, which will require lower U-values for residential-walls, improving the economics of AAC versus uninsulated CMU. Second is the LEED v4.1 for commercial buildings in the US, which offers Material and Resources credits for fly-ash content, favoring producers using mix designs based on fly-ash over those who don’t.
And third is that autoclaves are moving more toward energy-recovery designs, which capture the cooldown heat of one cycle for use preheating the next, reducing energy required to produce each block by 15-20% (in new facilities).
For investors seeking to enter the Market: The level of global search traffic (roughly 1,900 monthly searches in the U.S. alone, and a similar magnitude in EU markets) for “aerated autoclaved concrete block” indicates to me that the industry has gone through growing pains and is a career-defender. In other words, not a startup, but an enduring category.
FAQ — What AAC Plant Operators & Buyers Ask Most

Q: How long does the full AAC manufacturing process take from raw material to finished block?
View Answer
The total cycle time from raw material entering to packaged block is about 36-48hours. Autoclave takes 8-12hours, and pre-curing takes 2-4hours. Other time is used to preparing materials, mixing, cast, expanding, cut, cooling and quality test.
Q: What standard governs AAC blocks in the United States?
View Answer
ASTM C1386 precast, non-reinforced, AAC wall units. For reinforced, AAC panels, used for floors, roofs, and lintels, use ASTM C1452. Structural Design is done according to ACI 530 / TMS 402.
Confirm the Mill Test Certificate references one these standards.
Q: Why is the autoclave step essential to AAC production?
View Answer
The action of high-pressure steam (180-220 C) is to produce calcium silicate hydrate (tobermorite), which is a crystalline phase within which the combustion is initially in compression and provides AAC with its compressive strength and dimensional stability. If not autoclaved the voids create a cellular concrete (NAAC) of very low strength and so cannot withstand the load capacity outlined in astm C1386.
Q: Are AAC blocks load-bearing?
View Answer
Yes. AAC class 3 and higher (densities > 450 kg/m³) are structural. Class 4-5 will support 4-5 stories of residential/ light commercial construction according to the ACI 530 design rules.
For taller/com seismic-zone buildings, a different load can be determined based upon the AAC’s reduced modulus of elasticity relative to CMU.
Q: What are the main disadvantages of AAC blocks?
View Answer
There are three major disadvantages: soaking of about 30-35 % of water content so external walls require breathable finishes, compression strength of about half of conventional CMU and cost of 2-3 times higher per kg (each block has to be grouted as well as glued to ensure perfect airtight seal—additional installer labour costs are not reflected in the per block price.
Q: Can fly ash be replaced by sand in AAC manufacturing?
View Answer
Yes. Both fly ash and ground silica sand act as the major source of silica. Fly ash is used where cheap and available (markets with good coal fired power generation), and provides an environmental story for green building credits.
Sand based AAC is more common where the ash supply is limited (Western Europe and the US).
Q: How much does an AAC block cost compared to a traditional concrete block?
View Answer
Most competitive markets, AAC Blocks are priced 2-3 per block versus standard CMU. The cost difference diminishes when considering faster installation (3-4 faster), lighter foundation needs (up to 15 savings on structural steel and footing concrete) and HVAC downsizing from better thermal performance. lifecycle costs tend to make a strong case for AAC in energy-efficient buildings.
Q: What size autoclave does an AAC plant need?
View Answer
Industrial AAC autoclaves are typically 2.85 m diameter and 30–50 m long, holding 6–10 trolleys. Plants targeting 200,000–400,000 m³/year typically operate 3–4 autoclaves on a staggered schedule. Pressure rating must be 12 bar minimum; chamber wall thickness, gasket spec, and steam-supply piping all factor into the spec. For sizing guidance, see Taiguo industrial autoclave for AAC production.
Related Resources
- Industrial Autoclave for AAC: Sizing, Pressure & Throughput Guide — Equipment selection for production plants targeting 200k–400k m³/year
- ASTM C1386-07 Standard Specification for Precast Autoclaved Aerated Concrete — The governing U.S. standard
- Wikipedia: Autoclaved Aerated Concrete — Background on history and chemistry
- YourHome.gov.au: Autoclaved Aerated Concrete — Australian government building material guide
About This Manufacturing Guide
The facilitation model of manufacturing autoclaved aerated concrete block as explored here synthesizes ASTM C1386 use-cases with autoclave commissioning experiences preserved in the operational data of industrial steam boiler facilities serving cement and AAC plants as well as on-line discussions amongst home, business, and institutional builders who employ AAC. Density-class designations and compressive ranges are derived from ACI 530 construction codes in effect as of 2026. Quotations from industry on-line forum exchanges are paraphrased to mitigate contributor-identification while maintaining technical integrity.
References & Sources
- ASTM C1386-07 Specification of preformed Autoclaved aerated concrete (PAAC) wall construction units ASTM International
- ASTM C 1452 Standard Specification for Reinforced Autoclaved Aerated Concrete Wall, Floor, and Roof Panels – ASTM International
- Instead of using ACI 530 / TMS 402 Building Code Requirements for Masonry Structures.
- Autoclaved Aerated Concrete (AAC) — Wikipedia entry on history, composition, and global usage
- Calcium Silicate Hydrate (Tobermorite) — Wikipedia entry on the binder phase formed during autoclaving
- YourHome.gov.au — Autoclaved Aerated Concrete — Australian Government building materials reference
- USGBC LEED v4.1 Material and Resources Credit System — U.S. Green Building Council
- Autoclaved Aerated Concrete Industry Report 2025-2033 – SkyQuest Technology Consulting
- Market Size and share of Autoclaved Aerated Concrete – Mordor Intelligence