Ponte en contacto con Taiguo


Bloque de hormigón aireado esterilizado en autoclave: el proceso de fabricación completo (Guía 2026)
Actualizado en abril de 2026 Lectura de 11 minutos Revisado por el equipo de ingeniería de Taiguo Steam Boiler
Un bloque de hormigón aireado esterilizado en autoclave se encuentra en la intersección de la química verde, la ingeniería de precisión y la presión de vapor a escala industrial. Un solo bloque de CAA contiene aproximadamente 80% de aire por volumen, pesa una quinta parte de una unidad de mampostería de concreto tradicional y tiene una capacidad de combustión de cuatro horas. Ningún otro material de pared cumple en un solo paquete. Detrás de esos números hay un proceso de ocho pasos estrictamente controlado en el que seis materias primas, una reacción de polvo de aluminio y un autoclave de 12 barras realizan el trabajo real. Esta guía desglosa cada paso, cada estándar y cada prueba de calidad que separa una planta de CAA de grado de producción de un experimento en el patio trasero.
Especificaciones rápidas « Fabricación de bloques AAC de un vistazo
La regla 6/8 de la fabricación AAC
| Materias primas | 6 (cenizas volantes o arena, cemento, cal, yeso, polvo de aluminio, agua) |
| Pasos de producción | 8 (preparación → dosis → mezcla → fundición → precurado → corte → autoclave → control de calidad) |
| Condiciones de autoclave | 180-220°C, vapor de 12 bar, 8-12 horas |
| Dosis de polvo de aluminio | 0,05-0,08% por peso de mezcla seca |
| Densidad seca del bloque | 300-800 kg/m³ (per ASTM C1386) |
| Resistencia a la compresión | 2,0-7,0 MPa dependiendo de la clase de densidad |
| Tamaño de bloque estándar | 600 mm L × 200 mm H × 100-300 mm de espesor |
| Tiempo total del ciclo | ~36-48 horas desde la ingesta de materia prima hasta el bloque envasado |
¿qué es el hormigón aireado esterilizado en autoclave (AAC)? Orígenes, composición y por qué “aireado”

El hormigón celular esterilizado en autoclave es un hormigón celular ligero prefabricado inventado por el arquitecto sueco Johan Axel Eriksson en el Real Instituto de Tecnología en 1924. El bloque de hormigón celular alcanzó producción comercial en Alemania durante la década de 1930 bajo la marca Ytong y ha sido un material de mampostería estándar en toda Europa. y Asia durante casi un siglo ', aunque sigue siendo comparativamente un nicho en los Estados Unidos.
Ese “aireado” en el hormigón aireado esterilizado en autoclave se refiere a los millones de pequeñas bolsas de aire cerradas que se crean cuando el polvo de aluminio reacciona con hidróxido de calcio y agua. Esa reacción libera gas hidrógeno, lo que hace que la suspensión se expanda dentro del molde como si el pan se elevara en un horno. Después de que el gas se escapa, lo que queda es una torta de hormigón porosa que contiene aproximadamente 80% de aire por volumen, razón por la cual un bloque AAC terminado pesa sólo entre 300 y 800 kg/m³, en comparación con los 2000-2400 kg/m³ del hormigón ordinario.
¿cuál es la diferencia entre Aircrete y AAC?
Aircrete y AAC se confunden fácilmente porque ambos son concreto aireado, pero la química difiere. Aircrete (también llamado hormigón espuma) utiliza un agente espumante generado mecánicamente, mezclado con hormigón húmedo y curado a temperatura ambiente. El CAA utiliza polvo de aluminio como agente aireante químico y se cura con vapor a alta presión en un autoclave. El curado en autoclave produce hidrato de silicato de calcio (tobermorita), lo que le da al CAA su resistencia a la compresión y estabilidad dimensional. Los bloques de Aircrete no pueden igualar ninguna de las propiedades porque nunca se someten a curado a presión de vapor.
📐 Nota de ingeniería
En los Estados Unidos, las unidades de pared prefabricadas AAC se rigen por la Especificación estándar ASTM C1386 -standard para unidades de construcción de paredes prefabricadas de hormigón aireado esterilizado en autoclave (PAAC), con unidades reforzadas cubiertas por ASTM C1452. A continuación se presenta el diseño estructural Requisitos del código de construcción ACI 530 / TMS 402 para estructuras de mampostería. Si un proveedor no puede proporcionar un certificado de prueba de molino que haga referencia a C1386, trate el producto como no especificado.
Las 6 materias primas utilizadas en la fabricación de CAA « Proporciones exactas
El diseño de mezcla para un bloque de hormigón celular parece engañosamente simple, pero cada ingrediente tiene una función química específica y una ventana de tolerancia estrecha. Si se equivoca en uno de ellos, el bloque no se expande, no se cura o no pasa la prueba de resistencia a la compresión. Las proporciones siguientes reflejan formulaciones estándar de la industria validadas frente a ASTM C1386 y la entrada de hormigón celular esterilizado en autoclave de Wikipedia.
| Materia prima | % de mezcla seca | Función |
|---|---|---|
| Cenizas volantes o arena fina de sílice | 60-70% | Fuente primaria de sílice para la formación de tobermorita en el autoclave |
| Lima (CaO o Ca(OH)2) | 20-30% | Fuente de calcio reactiva; se empareja con sílice para formar gel CSH |
| Cemento Portland (grado OPC 53) | 6-8% | Carpeta inicial que proporciona resistencia verde antes del autoclave |
| Yeso (CaSO4·2H2O) | 2-5% | Establecer retardador; regula el tiempo de expansión |
| Polvo (o pasta) de aluminio | 0,05-0,08% | Agente aireante; libera gas H2, creando porosidad de células cerradas |
| Agua | relación a/c 0,6-0,65 | Medio de reacción; controla la viscosidad de la suspensión |
Dos aspectos son operativamente significativos. Uno, la cantidad de polvo de aluminio, parece muy pequeña, pero es la variable más sensible del proceso: una variación de apenas 0,02 puntos porcentuales cambia la densidad final del bloque entre 50 y 100 kg/m³. Las plantas de fabricación pesan con precisión el polvo de aluminio 0,1 g por cada lote en básculas calibradas. Dos, en los mercados donde está disponible gratuitamente, preferiblemente cenizas volantes granulares duras de centrales térmicas alimentadas con carbón, se utilizan como sustitutos de la sílice, ya que esto elimina los desechos industriales de los vertederos y cuesta entre 30 y 501 TP3T menos que la arena de sílice molida.
Proceso de fabricación de AAC « Los 8 pasos de producción
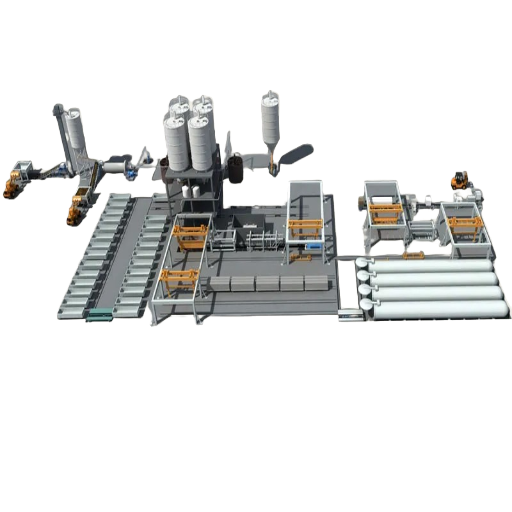
La mayoría de los blogs de la industria desglosan la producción de CAA en 7 pasos. Distinguimos la preparación de la materia prima de la dosificación y mezcla porque se realizan en partes físicamente separadas de la planta y mediante diferentes equipos (molinos de bolas versus silos dosificadores versus mezcladores de alto cizallamiento). Este desglose simple de 8 pasos coincide exactamente con lo que verías caminando por una planta de CAA en funcionamiento.
Paso 1: Preparación de Materia Prima
Las cenizas volantes o la arena se traen en camión y se pulverizan en un molino de bolas hasta aproximadamente 200 mallas (75 micrones). La cal se procesa por separado hasta un rango de tamaño de 45 a 75 micrones (preferiblemente cal viva para una mayor reactividad y cal hidratada para un manejo más fácil). El cemento y el yeso ya se muelen y se envían directamente a silos de almacenamiento específicos.
Se toman muestras y analizan todos los materiales para determinar su finura, humedad y composición química antes de permitir su producción.
Paso 2: Dosificación y dosificación
Una vez cargada la receta en el sistema de control de la planta, un sistema de dosificación automatizado dispensa las materias primas de sus respectivos silos. Cinco materias primas se introducen en el dosificador desde sus silos mediante un alimentador automatizado (cenizas volantes, cemento, cal y yeso). El polvo de aluminio se introduce en el dosificador desde una escala de alta precisión, debido a su estrecho rango de dosificación óptimo.
Las plantas modernas integran el sistema de dosificación a la planta SCADA donde cada lote se registra con números de lote de material.
Paso 3: Mezclar
Los componentes secos se mezclan primero en un mezclador de alto cizallamiento durante entre 30 y 60 segundos. Luego se añade agua para mantener la relación agua/cemento de 0,6 «0,65. Una vez añadido el polvo de aluminio, reacciona con la barbotina casi inmediatamente ya que es alcalino.
Toda adición después de agregar polvo de aluminio se limita a 3-5 minutos. para evitar el colapso de las burbujas de gas que se forman.
Paso 4: fundir en moldes
La suspensión se añade a moldes de acero (generalmente 6 m 1,5 m 0,6 m) tratados con un agente desmoldante. Generalmente se llena hasta aproximadamente 50-65% de capacidad para permitir la expansión. El aluminio desprende hidrógeno en cuestión de minutos y la suspensión aumentará como pan en un horno.
Su volumen aumentará entre 50 y 100%, llenando el formulario en 20 a 40 minutos.
Paso 5: Precurado
La suspensión precurada (ahora denominada “torta verde”) se deja en el molde durante 2 a 4 horas en condiciones ambientales (35-40 C y 50-70% de humedad). Las condiciones se controlan cuidadosamente para inducir una rápida hidratación del cemento y al mismo tiempo evitar el agrietamiento térmico, ya que la mayor parte de la reacción tiene lugar tan pronto como se realiza. Al precurar la torta verde, es lo suficientemente firme como para retirarla del molde, pero lo suficientemente suave como para cortarla fácilmente.
Paso 6: Cortar
La torta verde dimoldeada se transfiere a una estación de corte de alambre. Los alambres de acero de alta resistencia cortan la torta en pequeños bloques que miden las dimensiones especificadas por el cliente, prácticamente siempre de 600 mm de largo, 200 mm de alto, 100-300 mm de espesor, según las especificaciones del trabajo. La tolerancia de corte se limita a 2 mm porque la instalación de sistemas de mortero de lecho delgado depende de la reproducibilidad dimensional (la torta verde se coloca posteriormente en un horno microporoso para secarla durante aproximadamente una semana).
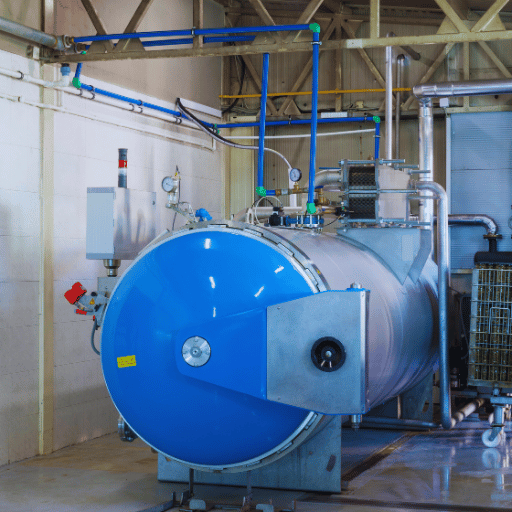
Paso 7: Autoclave
Los bloques de circuito se cargan en carros de autoclave y se enrollan en la cámara del autoclave. Una vez sellada la cámara, se bombea vapor saturado a temperatura y presión que aumentan gradualmente hasta que se produce el ambiente de cristalización deseado de 180-220 °C a 12 bar. Los bloques se mantienen allí durante 8-12 horas. Durante ese tiempo, la sílice contenida en las cenizas volantes o la arena reacciona con la cal derivada de la piedra caliza o el cemento para producir hidrato de silicato de calcio (tobermorita), la fase cristalina que constituye la resistencia final en un bloque esterilizado en autoclave (existen diferentes mecanismos químicos que tienen lugar en tecnologías individuales). Luego, el calor se retira lentamente (más de 1 a 2 horas) porque los cambios térmicos repentinos pueden inducir el agrietamiento. El autoclave consume la mayor parte de los gastos operativos y está sujeto a la mayor parte del escrutinio regulatorio que encuentra una planta de CAA.
Paso 8: Control de Calidad y Embalaje
Se toman muestras de los bloques ciooled para determinar su densidad, resistencia a la compresión, precisión dimensional y absorción de agua de acuerdo con ASTM C1386. Los lotes aceptables se apilan en paletas de madera o plástico, se envuelven en plástico retráctil en película estirable y se etiquetan con el número de lote, la fecha de producción, la clase de densidad, según ASTM C1386, y la identificación del lote por número de lote, para facilitar la trazabilidad. Los lotes inaceptables se trituran y se devuelven a la corriente de materia prima.
La etapa de autoclave explicada « Por qué son importantes la presión y la temperatura del vapor
A veces, los ocho pasos del proceso son los mismos que los enumerados, excepto que el autoclave se reemplaza por un método completamente diferente de desarrollo de resistencia, uno que no implica vapor ni temperatura alta. Estos elementos no esterilizados en autoclave generalmente se denominan concreto celular liviano (LWCC) o concreto aireado no esterilizado en autoclave (NAAC). Invariablemente, estos tienen un desarrollo de resistencia muy limitado -0,75-1,50 MPa. El AAC esterilizado en autoclave desarrolla 2,0-7,0 MPa porque el vapor saturado a alta presión inicia una vía química diferente.
¿qué temperatura y presión requiere el autoclave AAC?
Las condiciones convencionales para el autoclave son 180-220C 12 bar (170 psi absoluto) durante 8-12 horas. Esos números no son arbitrarios «por debajo de 180C no se puede formar tobermorita. Si la temperatura se reduce en 50 °C, la sílice cristalina simplemente no quiere reaccionar con la cal en absoluto, independientemente de cuánto tiempo dure el ciclo. El resultado es un material de fachada que parece ser AAC pero que resulta ser NAAC.
Las reacciones químicas dentro del autoclave son en su mayoría lineales. Una hora después, el agua libre de la torta induce la formación de vapor dentro de la cámara a medida que la temperatura aumenta al rango de 180-220 °C. Una vez que la temperatura se estabiliza en ese rango, comienza la formación de tobermorita. Este grupo cristalino requiere el trabajo conjunto de hidróxido de calcio y gel de sílice para formar hidrato de silicato de calcio cristalino (CSH), el aglutinante que proporciona la resistencia final y última del bloque. En la etapa final, la temperatura de la cámara se reduce rápidamente durante 1 a 2 horas para evitar que se agriete por choque térmico en la superficie.
“Incluso ligeras fluctuaciones en la presión del autoclave o la duración del proceso pueden mapearse inmediatamente en la prueba de resistencia a la compresión de los vendedores esterilizados en autoclave al día siguiente. Usamos 12 bar a las 10 horas como mínimo operativo mínimo -11 bar o menos y la fase CSH nunca se forma completamente independientemente de lo que pongas en la receta”
« Equipo de ingeniería de Taiguo Steam Boiler, notas de puesta en servicio de autoclave
Un autoclave es actualmente la mayor inversión de capital individual en una planta de CAA, en virtud de su tamaño también determina el rendimiento. Los autoclaves industriales típicos de CAA tienen 2,85 m de diámetro por 30-50 m de largo, contienen de 6 a 10 carros y funcionan de uno a dos ciclos por día. Las plantas en el rango de producción de 200.000 a 400.000 m³/año suelen estar equipadas con 3-4 autoclaves, programados en un ciclo de sincronización escalonado. Las consideraciones de tamaño también deben incluir suministro de vapor, válvulas y juntas con presión nominal y una vida útil de más de 30 años en una construcción de cámara resistente a la corrosión. Para proyectos que evalúen equipos, nuestro equipo ha cubierto sistemas de autoclave industriales diseñados para líneas de producción de AAC en detalle, incluida la eficiencia del ciclo térmico y el diseño de recuperación de vapor.
Control de Calidad « 5 Pruebas Cada Bloque AAC Debe Pasar
Cada lote de bloques AAC terminados se somete a 5 pruebas básicas, que hacen referencia a especificaciones equivalentes de ASTM C1386 (EN 771-4 en Europa, IS 2185-3 en India). Tomar atajos en el programa QC es la forma más fácil de perder la certificación y la ruta más corta para enviar bloques agrietados, que consumen agua y que fallan en las pruebas de carga desde el sitio de construcción.
| Prueba | Estándar | Aprobar criterios |
|---|---|---|
| Densidad seca | ASTM C1386 §6 | 300-800 kg/m³ según clase declarada (AAC 2-6) |
| Resistencia a la compresión | ASTM C1386 §7 | 2,0-7,0 MPa mínimo, varía según la clase |
| Conductividad térmica | ASTM C518 | 0,10-0,20 W/m·K (bloque dependiente de la densidad) |
| Absorción de agua | RILEM TC-78 | ≤ 35% en peso después de una inmersión de 24 horas |
| Precisión dimensional | ASTM C1386 §9 | ±2 mm de longitud / ±2 mm de altura / ±1 mm de espesor |
Los sospechosos habituales de múltiples fallas de control de calidad son desviaciones de flujo de aluminio (fallas de densidad), ciclos de autoclave incompletos (fallas de compresión) y desgaste del cable de corte (fallas dimensionales). Las plantas que registran el perfil del autoclave, el peso del aluminio y la edad del cable de cada lote generalmente pueden identificar fallas de control de calidad en la causa raíz en un solo turno.
Tamaños estándar del bloque AAC, grados de densidad y especificaciones ASTM

Las clases de densidad de AAC describen lo que la mayoría de los ingenieros llaman para comprender bloques “más pesados” o “más ligeros”. La ecuación aquí es sencilla: a medida que disminuye la densidad, el rendimiento térmico mejora a expensas de una resistencia a la compresión reducida. ASTM C1386 especifica seis clases de densidad; ACI 530 hace referencia a ellos en cálculos de cargas axiales finales requeridas en muros de carga de AAC.
| Clase (según ASTM C1386) | Densidad seca (kg/m³) | Mín. compresivo (MPa) | Uso típico |
|---|---|---|---|
| CAA 2 | 350-450 | 2.0 | Tabiques sin carga |
| CAA 3 | 450-550 | 2.5 | Portante 1-2 pisos, residencial |
| CAA 4 | 550-650 | 3.5 | 3-4 pisos portantes |
| CAA 5 | 650-750 | 5.0 | Carga de 4-5 pisos, zonas sísmicas |
| CAA 6 | 750-850 | 7.0 | Carga pesada, cortafuegos, multifamiliar |
Selección de grados de densidad AAC « Árbol de decisión
- Tabique sin carga → AAC 2 (350-450 kg/m³)
- Potencia de carga 1-2 pisos → AAC 3 (450-550 kg/m³)
- Potencia de carga 3-4 pisos → AAC 4 (550-650 kg/m³)
- Carga ligera de 4-5 pisos o zona sísmica AAC 5 (650-750 kg/m³)
- Aac 6 de carga pesada o ignífugo (750-850 kg/m³)
La mayoría de los proveedores producen bloques dimensionalmente consistentes de alrededor de 600 mm de largo y 200 mm de alto, con un espesor determinado por la aplicación: 100 mm para tabiques, 150-200 mm para muros exteriores sin carga, 250-300 mm para muros de carga o aplicaciones de masa térmica. Los paneles AAC reforzados para pisos y techos cuentan con la especificación ASTM C1452, que agrega requisitos para acero de refuerzo incrustado y requisitos de revestimiento resistente a la corrosión.
AAC vs Ladrillos Tradicionales vs Bloques de Concreto (CMU) « Comparación basada en datos
La selección correcta del material de pared depende del controlador de su proyecto: peso, resistencia al fuego, aislamiento térmico, capacidad de carga efectiva o facilidad de instalación. Esta tabla representa las especificaciones y estándares del producto a los que se hace referencia para cada tipo de material; Eliminamos específicamente las etiquetas Alta/Media/Baja ya que oscurecen las compensaciones de rendimiento.
| Propiedad | bloque CAA | Ladrillo de arcilla | CMU (unidad de mampostería de hormigón) |
|---|---|---|---|
| Densidad seca (kg/m³) | 300-800 | 1.800-2.000 | 1.800-2.400 |
| Resistencia a la compresión (MPa) | 2.0-7.0 | 3.5-10.5 | 10-25 |
| Conductividad térmica (W/m·K) | 0,10-0,20 | 0,7-1,0 | 1.0-1.7 |
| Clasificación de incendio (pared de 4 «) | 4 horas | 2 horas | 2-4 ore |
| Absorción de agua (%) | ~30-35 | 8-15 | 5-10 |
| Tamaño del bloque (típico, mm) | 600×200×100 | 230×110×75 | 400×200×200 |
| Velocidad de instalación (m²/masón/día) | 15-20 | 4-6 | 8-10 |
Conclusiones clave: AAC ahorra peso, aislamiento y velocidad de construcción (de tres a cuatro veces más rápido que el ladrillo debido a su mayor tamaño y mortero de lecho delgado). Tiene una alta resistencia a la compresión, pero no tan alta como la CMU, que puede ser un factor de material en estructuras de 4 a 5 pisos o más pesadas. También tiene una alta absorción de agua, lo que explica la permeabilidad requerida para capas aplicadas como enlucidos, yeso o estuco. Restos de hormigón armado para aplicaciones estructuralmente pesadas.
Limitaciones « Cuando AAC no es la elección correcta

AAC no lo es todo para todos. Venderlo como tal es la forma en que los fabricantes terminan con un rendimiento fallido de la planta. Las verdaderas compensaciones son:
Ventajas de CAA
- ~75% más ligero que CMU
- Instalación 3-5× más rápida por m²
- Estándar de clasificación de incendios de 4 horas
- Valor R 2-ñon 3× hormigón convencional
- Funcionable con herramientas manuales (corte, taladro, recorrido)
- El contenido de cenizas volantes recicladas reduce el carbono incorporado
⚠¦ Limitaciones de la CAA
- Aproximadamente la mitad de la resistencia a la compresión de la CMU
- Alta absorción de agua (30-35%); necesita acabados transpirables
- Costo unitario de 2-3× frente a CMU en la mayoría de los mercados
- Requiere albañiles entrenados + mortero de lecho delgado (no mortero grueso)
- Muchas juntas para lechar y sellar para mayor estanqueidad
- No recomendado para ambientes marinos agresivos o bajo nivel del suelo
Los problemas de penetración de agua ocurren una y otra vez en los foros. Los profesionales de la ciencia de la construcción informan constantemente que sellar al aire una pared de CAA implica que cada junta se inyecte y se selle con adhesivo (lo que le cuesta al instalador tiempo y material que no entra en la comparación de precios por bloque). aquellos nuevos en el uso de CAA subestiman esto y exceden el presupuesto de mano de obra en 15-25%.
⚠¦ Importante “concepto erróneo común de CAA
AAC y Aircrete a veces se confunden entre sí. No son lo mismo. Aircrete emplea un agente espumante sin calor; AAC emplea una formación de gas en polvo de aluminio con curado en autoclave.
Los bloques de Aircrete tienen resistencias de transmisión rara vez superiores a 1,5 MPa y no se consideran conformes con ASTM C1386. Solicite datos de puesta en servicio en autoclave si un proveedor identifica”Aircrete” como soporte de carga de alguna manera.
Perspectivas de la industria « Tendencias del mercado de AAC 2025-2028
Mercado mundial de hormigón celular esterilizado en autoclave en un modo de crecimiento tradicional. Los principales impulsores del crecimiento son los códigos de construcción ecológicos, la urbanización de Asia y Oriente Medio y la persistente sustitución de productos lejos del ladrillo de arcilla en la construcción residencial y comercial.
$23.7B
Tamaño del mercado global en 2025
$39.3B
Previsión para 2033
6.5%
CAGR 2025-2033
15%
India CAGR (impulso de ciudades inteligentes)
Varias señales son importantes para los propietarios de plantas de CAA sobre las oportunidades y desafíos para los propietarios y operadores de plantas de CAA que planean su capacidad para 2028. En primer lugar, está la nueva EPBD (Directiva sobre el rendimiento energético de los edificios) que saldrá de la UE en 2024, que requerirá valores U más bajos para los muros residenciales, lo que mejorará la economía de AAC frente a CMU sin aislamiento. En segundo lugar está el LEED v4.1 para edificios comerciales en EE. UU., que ofrece créditos de materiales y recursos para el contenido de cenizas volantes, favoreciendo a los productores que utilizan diseños mixtos basados en cenizas volantes sobre aquellos que no lo hacen.
Y la tercera es que los autoclaves se están moviendo más hacia diseños de recuperación de energía, que capturan el calor de enfriamiento de un ciclo para precalentar el siguiente, reduciendo la energía necesaria para producir cada bloque entre 15 y 201 TPM3T (en nuevas instalaciones).
Para los inversores que buscan ingresar al mercado: el nivel de tráfico de búsqueda global (aproximadamente 1.900 búsquedas mensuales solo en los EE. UU. y una magnitud similar en los mercados de la UE) de “bloques de concreto esterilizados en autoclave aireados” me indica que la industria ha pasado por dificultades crecientes. y es un defensor de la carrera. En otras palabras, no una startup, sino una categoría duradera.
Preguntas frecuentes “Qué preguntan más los operadores y compradores de plantas de AAC

P: ¿Cuánto tiempo lleva todo el proceso de fabricación de CAA desde la materia prima hasta el bloque terminado?
Ver respuesta
El tiempo total del ciclo desde que la materia prima ingresa al bloque empaquetado es de aproximadamente 36 a 48 horas. El autoclave tarda entre 8 y 12 horas y el precurado tarda entre 2 y 4 horas. Se utiliza otro tiempo para preparar materiales, mezclar, fundir, expandir, cortar, enfriar y realizar pruebas de calidad.
P: ¿Qué estándar rige los bloques AAC en los Estados Unidos?
Ver respuesta
Unidades de pared AAC prefabricadas, no reforzadas, ASTM C1386. Para paneles AAC reforzados, utilizados para pisos, techos y dinteles, utilice ASTM C1452. El diseño estructural se realiza según ACI 530 / TMS 402.
Confirme que el Certificado de prueba de molino haga referencia a uno de estos estándares.
P: ¿Por qué el paso del autoclave es esencial para la producción de CAA?
Ver respuesta
La acción del vapor a alta presión (180-220 C) es producir hidrato de silicato de calcio (tobermorita), que es una fase cristalina dentro de la cual la combustión está inicialmente en compresión y proporciona al AAC su resistencia a la compresión y estabilidad dimensional. Si no se esterilizan en autoclave, los huecos crean un hormigón celular (NAAC) de muy baja resistencia y, por lo tanto, no pueden soportar la capacidad de carga descrita en astm C1386.
P: ¿Los bloques AAC soportan carga?
Ver respuesta
Sí. AAC clase 3 y superiores (densidades > 450 kg/m³) son estructurales. La Clase 4-5 admitirá de 4 a 5 pisos de construcción residencial/comercial ligera de acuerdo con las reglas de diseño de ACI 530.
Para edificios de zonas sísmicas más altas/com, se puede determinar una carga diferente basándose en el módulo de elasticidad reducido del AAC en relación con la CMU.
P: ¿Cuáles son las principales desventajas de los bloques AAC?
Ver respuesta
Hay tres desventajas principales: remojo de aproximadamente 30-35 % de contenido de agua, por lo que las paredes externas requieren acabados transpirables, resistencia a la compresión de aproximadamente la mitad de la CMU convencional y un costo de 2-3 veces mayor por kg (cada bloque debe ser lechado y pegado para garantizar un sellado hermético perfecto. Los costes de mano de obra adicionales del instalador no se reflejan en el precio por bloque.
P: ¿Se pueden reemplazar las cenizas volantes por arena en la fabricación de CAA?
Ver respuesta
Sí. Tanto las cenizas volantes como la arena de sílice molida actúan como la principal fuente de sílice. Las cenizas volantes se utilizan cuando son baratas y están disponibles (mercados con buena generación de energía a partir de carbón) y proporcionan una historia ambiental para los créditos de construcción sustentable.
El CAA a base de arena es más común donde el suministro de cenizas es limitado (Europa occidental y Estados Unidos).
P: ¿Cuánto cuesta un bloque de CAA en comparación con un bloque de hormigón tradicional?
Ver respuesta
En los mercados más competitivos, los bloques AAC tienen un precio de 2 a 3 por bloque en comparación con la CMU estándar. La diferencia de costos disminuye cuando se considera una instalación más rápida (3-4 más rápida), necesidades de cimientos más livianos (hasta 15 ahorros en acero estructural y concreto de base) y reducción del tamaño de HVAC debido a un mejor rendimiento térmico. Los costos del ciclo de vida tienden a defender firmemente la CAA en edificios energéticamente eficientes.
P: ¿Qué tamaño de autoclave necesita una planta de CAA?
Ver respuesta
Los autoclaves industriales AAC suelen tener 2,85 m de diámetro y 30,50 m de largo y contienen carros de 6,10. Las plantas con un objetivo de 200.000-400.000 m³/año suelen operar con 3-4 autoclaves en un horario escalonado. La presión nominal debe ser mínima de 12 bar; El espesor de la pared de la cámara, la especificación de la junta y la tubería de suministro de vapor se tienen en cuenta en la especificación. Para obtener orientación sobre el tamaño, consulte Autoclave industrial Taiguo para producción de CAA.
Recursos relacionados
- Autoclave industrial para AAC: guía de dimensionamiento, presión y rendimiento « Selección de equipos para plantas de producción con un objetivo de 200k-400k m³/año
- Especificación estándar ASTM C1386-07 para hormigón aireado prefabricado esterilizado en autoclave « El estándar vigente en Estados Unidos
- Wikipedia: Hormigón aireado esterilizado en autoclave « Antecedentes de la historia y la química
- YourHome.gov.au: Hormigón aireado esterilizado en autoclave « Guía de materiales de construcción del gobierno australiano
Acerca de esta guía de fabricación
El modelo de facilitación de la fabricación de bloques de hormigón aireado esterilizados en autoclave, tal como se explora aquí, sintetiza casos de uso de ASTM C1386 con experiencias de puesta en servicio en autoclave preservadas en los datos operativos de las instalaciones de calderas de vapor industriales que dan servicio a plantas de cemento y CAA, así como discusiones en línea entre hogares, empresas y constructores institucionales que emplean CAA. Las designaciones de clases de densidad y los rangos de compresión se derivan de los códigos de construcción ACI 530 vigentes a partir de 2026. Las citas de los intercambios de foros en línea de la industria se parafrasean para mitigar la identificación de los contribuyentes manteniendo al mismo tiempo la integridad técnica.
Referencias y fuentes
- ASTM C1386-07 Especificación de unidades de construcción de paredes de hormigón celular preformado esterilizado en autoclave (PAAC) ASTM International
- Especificación estándar ASTM C 1452 para paneles de techo, pisos y paredes de concreto aireado esterilizados en autoclave reforzados 'ASTM International
- En lugar de utilizar los requisitos del código de construcción ACI 530 / TMS 402 para estructuras de mampostería.
- Hormigón aireado esterilizado en autoclave (AAC) « Entrada de Wikipedia sobre historia, composición y uso global
- Hidrato de silicato de calcio (Tobermorita) ^ Entrada de Wikipedia sobre la fase aglutinante formada durante el autoclave
- YourHome.gov.au « Hormigón aireado esterilizado en autoclave « Referencia de materiales de construcción del gobierno australiano
- Sistema de crédito de materiales y recursos USGBC LEED v4.1 «Consejo de Construcción Ecológica de EE. UU
- Informe de la industria del hormigón aireado esterilizado en autoclave 2025-2033 «SkyQuest Technology Consulting
- Tamaño del mercado y participación de la inteligencia Mordor ñanera de hormigón aireado esterilizado en autoclave