Get in Touch with Taiguo

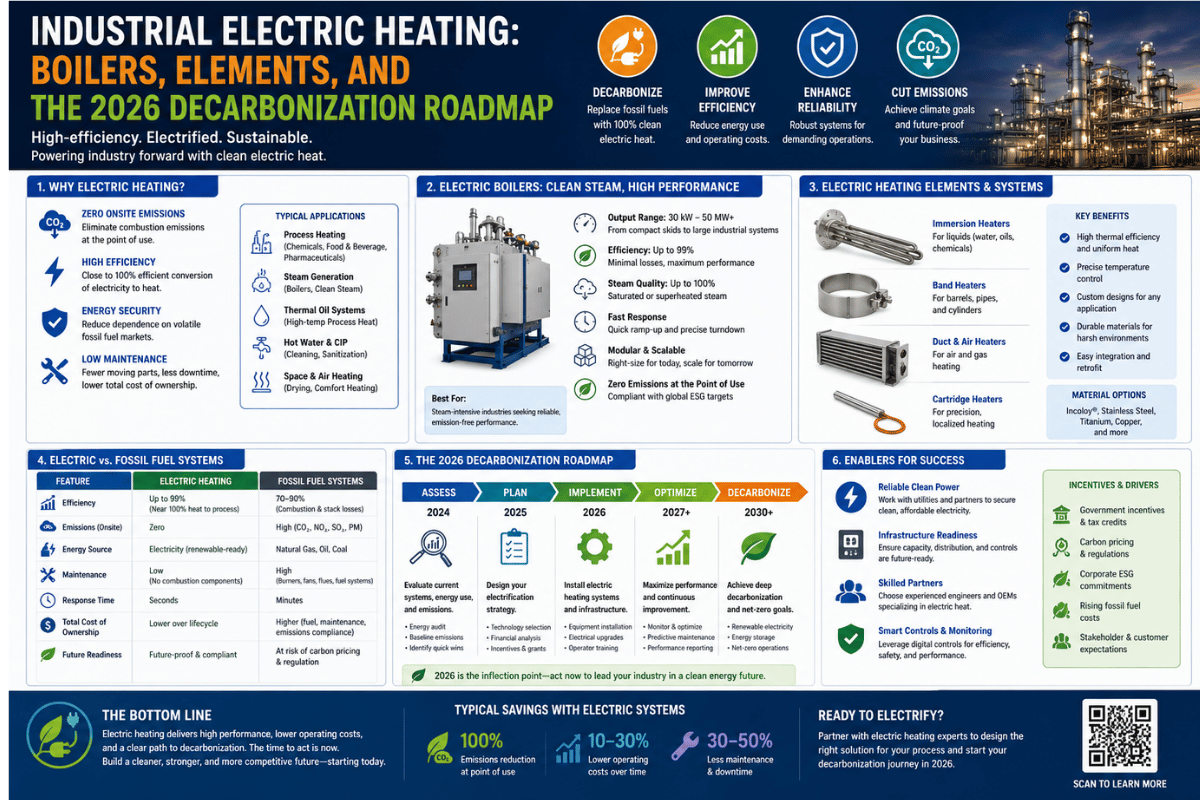
Industrial electric heating — boilers, immersion heaters, process heaters, heating elements, and heat-tracing cable — is moving from a sector niche to a mainstream decarbonization lever. According to the IEA Net Zero by 2050 Roadmap, around 25% of industrial heat needs to come from electricity by 2030 to keep the 1.5 °C pathway in reach, up from less than 4% in 2021. This guide walks plant managers, project engineers, and procurement teams through the equipment landscape, the sizing math, the after-incentive economics, and a realistic 2026 retrofit roadmap.
Quick Specs: Industrial Electric Heating at a Glance
| Power range, single unit | 5 kW – 50 MW |
| Industrial voltage tiers | 240 V / 480 V / 600 V / 4.16 kV / 13.8 kV |
| Conversion efficiency at the unit | 95–99% (resistance); 60–90% workpiece-coupled (induction) |
| Common output media | Hot air, hot water, steam (≤ 30 t/h), thermal oil, direct fluid heating |
| Carbon intensity (per delivered kWh) | Tracks grid intensity ÷ unit efficiency — declining annually |
| Standards | ASME BPVC, IEC 60519 (industrial electroheat safety), NEC Article 500 for hazardous areas |
The State of Industrial Heat: Why Electrification Matters Now
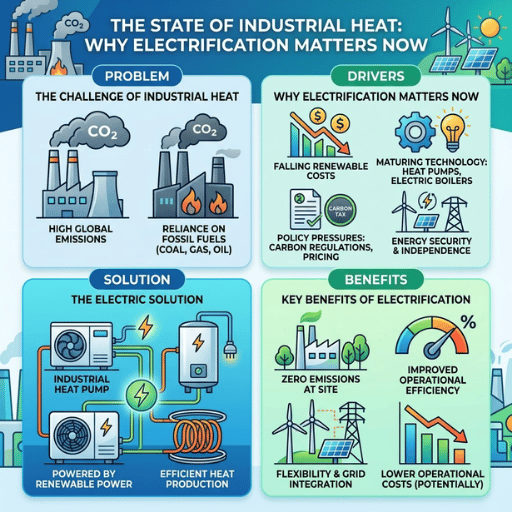
Heat carries a disproportionate share of the world’s energy footprint. IEA Renewables 2023 data shows heat accounts for 53% of industrial final energy use, and heat-related CO₂ represents roughly 39% of all global energy-related emissions. Roughly half of that heat sits inside factories — boilers raising steam for sterilization, ovens drying coatings, fluid heaters maintaining process temperatures, and trace cables holding pipelines above their pour-points.
Those opportunities cluster deep inside the temperature envelope. Ranges below 200 °C—roughly where 80% of US manufacturing indirect heat sits, per the DOE Industrial Decarbonization Roadmap—are dominated by industries that could electrify with current equipment. The DOE estimates that electrifying all process heat below 300 °C with clean electricity by 2050 would reduce total industrial GHG emissions by approximately 30%. Food processing, paper and pulp, textiles, and wood drying largely sit inside the 200 °C envelope.
80% | ≤ 200 °C
Share of US manufacturing indirect heat that sits below 200 °C — the technically electrifiable band today (DOE, 2022)
Matching pace is demanding. IEA Net Zero calls for industrial electricity-for-heat to reach 9% by 2027 (up from under 4% in 2021), 25% by 2030, and more than 50% of total industrial heat by 2035. The ACEEE 2024 industrial process heat policy brief lays out a parallel domestic pathway to roughly 70% electrification by 2050. Even if those targets slip on schedule, the equipment market they imply is already shaping product roadmaps and utility interconnection queues.
How Industrial Electric Heating Works: Three Mechanisms

Three distinct physics regimes deliver heat from electrical energy. Each has a temperature ceiling, a coupling mechanism, and a typical efficiency band that determines where it earns its keep.
How does an electric heating element actually generate heat?
Resistance heating — the dominant mechanism in industrial electric boilers, immersion heaters, tubular elements, and heat-tracing cable — runs current through a conductor whose intrinsic resistance dissipates electrical energy as heat (the I²R relationship). Because the conversion is direct, unit efficiency reaches 95–99% before any heat-transfer losses; what limits a system’s overall efficiency is how well it transfers heat from the element to the working fluid. A screw-plug immersion heater submerged in a tank approaches that ceiling. A finned tubular heater pushing forced air past it loses several percentage points to convective inefficiency. The IEC 60519 series codifies the safety and performance envelope for industrial electroheat installations covering this regime.
Induction heating skips the contact loss. A copper coil carrying alternating current at frequencies from 50 Hz to several hundred kHz induces eddy currents inside a ferromagnetic or conductive workpiece, depositing heat directly within the metal. Workpiece-coupled efficiency runs 60–90% depending on coil design, gap, and frequency match; the missing fraction shows up as coil-cooling load. Induction owns the heat-treatment, brazing, and forging market because it heats the part itself, not the surrounding atmosphere — cutting cycle times relative to gas-fired furnaces.
Third, infrared and radiant heating fills its own niche. Sheathed quartz, ceramic, or metal-sheathed elements emit thermal radiation tuned to the absorption band of the target material — plastics, paper coatings, or painted surfaces.
The efficiency at the radiator itself is approaching resistance figures of merit but the delivered fraction depends on view-factor geometry between emitter and target.
| Mechanism | Practical max temp | Unit efficiency | Best-fit applications |
|---|---|---|---|
| Resistance (tubular, screw-plug, cartridge, cable) | ~ 800 °C element surface | 95–99% | Steam boilers, water heating, fluid circulation, freeze protection |
| Induction | Up to material melting point | 60–90% (workpiece-coupled) | Heat treatment, brazing, forging, melting |
| Infrared / radiant | ~ 1100 °C emitter | Element 95%; delivered varies with geometry | Drying, curing, surface treatment, line heating |
For modest delivery temperatures—anything below about 100 °C—a fourth option deserves explicit mention. Industrial heat pumps deliver coefficients of performance (COP) of 2.5–4.5 by moving heat from low-grade waste streams or ambient air. That effectively makes electricity 2.5–4.5× cheaper per delivered Joule than resistance heating, which materially changes the economics covered later in this guide.
Equipment Landscape: Boilers, Process Heaters, Elements, Heat Tracing

Industrial electric heating products split cleanly into four equipment families. Each maps to a specific delivery medium and a different conversation with your utility.
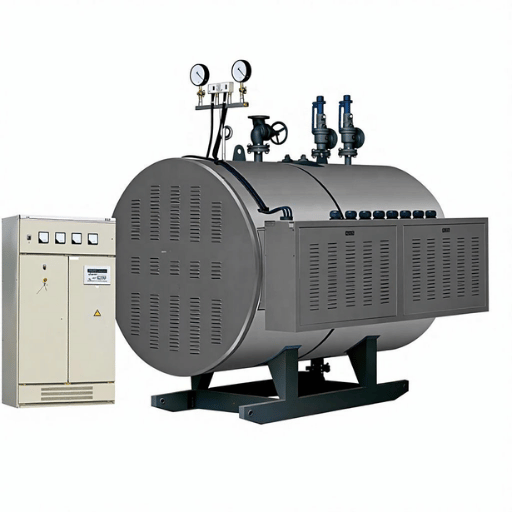
Industrial Electric Boilers (Steam and Hot Water)
Industrial electric boilers cover a wide capacity envelope, with single units sized from about 50 kW for compact steam-generator skids up to roughly 50 MW for utility-grade electrode boilers feeding district heat or large process steam loops. Two technology choices dominate: resistance-element boilers, which submerge tubular elements in the pressure vessel, and electrode boilers, which conduct current directly through the water itself between submerged electrodes. Resistance boilers reach 600 V and serve loads up to about 5 MW economically; above that, electrode boilers at medium voltage (4.16 kV or 13.8 kV) avoid the prohibitive conductor sizing that low-voltage equipment would require. Taiguo’s LDR series electric steam boiler is a vertical resistance design for 100 kg/h to 2 t/h, and the WDR series electric steam boiler covers horizontal layouts up to 4 t/h. For the architectural choice between the two, see the dedicated comparison: electrode boiler vs resistance boiler.
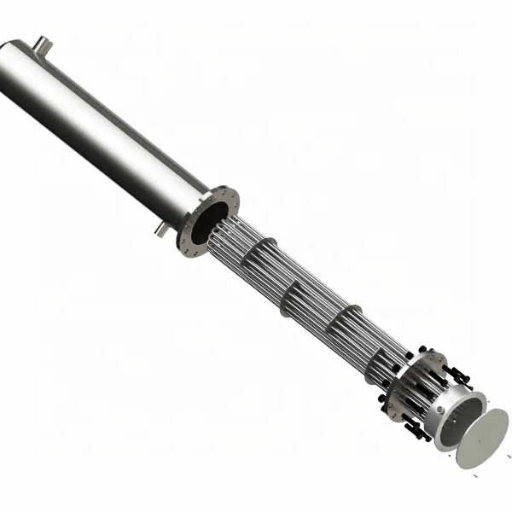
Process Heaters: Immersion, Circulation, Flanged, Screw-Plug
Where the working fluid is not water and the application is not a pressure vessel, process heaters take over. Immersion heaters mount through a tank wall and contact the fluid directly. Circulation heaters bolt inline on a recirculation loop and pass fluid across a bundle of tubular elements housed inside a pressure shell. Flanged and screw-plug variants distinguish how the heater couples to the vessel — flanges for larger NPS connections, screw plugs for compact installations. Watt density (W/cm² of element surface) is the key design parameter: too high for a viscous oil and the element coke-fouls; too low and the heater is oversized and capital-inefficient. How an industrial electric boiler works covers the heat-transfer fundamentals that carry over to all these process-heater variants.
Heating Elements: Tubular, Cartridge, Band, Strip
The element itself is the consumable inside every resistance heater. Tubular elements (Incoloy or stainless sheath, magnesium oxide insulation, nickel-chromium resistance wire) are the workhorse for fluid heating. Cartridge heaters drop into machined bores in tooling and dies, supplying high-watt-density localized heat for plastics extrusion and injection molding. Band heaters wrap around cylindrical surfaces — barrel heating on extruders, drum and pipe wrapping on processing lines. Strip heaters bolt to flat surfaces. Element selection follows three constraints: temperature, watt density, and atmosphere (oxidizing, corrosive, vacuum, or hazardous-area).
Electric Heat Tracing
Pipelines, instrument lines, and storage tanks lose heat continuously through their insulation. Electric heat tracing — self-regulating polymer cable, constant-wattage parallel cable, or mineral-insulated series cable — replaces that lost heat to maintain freeze protection or hold a process temperature. Cable selection turns on three numbers: the line’s heat-loss rate (W/m), the maintain temperature, and any hazardous-area classification. Cable mount uses metal tracking strips, fiberglass tape, or factory-supplied clips to hold the trace against the pipe wall before insulation goes on. Warehouse and storage applications add a fourth design constraint — condensation control on cold-zone tank walls and dock lines — where electric industrial heating equipment specified for unconditioned spaces dominates over fuel-fired alternatives. For Class I Division 2 areas, only listed cables and properly rated terminations are permitted; the Electrical Contractor Magazine guidance on hazardous-location classification is a useful primer here.
Sizing and Selection: A 5-Step Decision Framework
Sizing is where most retrofit pain originates. Field practitioners report that 30% kW oversizing — common when consultants apply a generic safety factor without the underlying load study — translates almost dollar-for-dollar into wasted capital expense and oversized switchgear, transformers, and feeders. A defensible specification needs the minimum scaffolding below:
How do you calculate the correct wattage for an industrial heater?
A first-principles formula carries across boilers, immersion heaters, and circulation heaters: kW = (m × Cp × ΔT) ÷ (3412 × t), where m is mass to heat (lb), Cp is specific heat (Btu/lb·°F), ΔT is the temperature rise required (°F), and t is the time available (hours). For continuous flow, replace m/t with mass flow rate (lb/h). For steam generation, add the latent heat of vaporization (~970 Btu/lb at atmospheric pressure). From there, the full 5-step framework follows:
5-Step Sizing & Selection Framework
- Quantify thermal demand — apply Q = m × Cp × ΔT plus latent-heat term for phase change. Run the calculation against the worst-case operating point, not the average.
- Convert to electrical power — divide by 3412 Btu/kWh and the available heating time; the result is the bare kW load.
- Apply a safety factor — most engineering practice adds 15–25% for heat losses, fouling, and warm-up margin. Verify your AHJ requirements; the oversize penalty is real, so this is not where to be conservative without justification.
- Select the voltage tier — < 50 kW lands at 240 V single- or three-phase; 50–500 kW at 480 V three-phase; 500 kW–5 MW at 480/600 V three-phase; above 5 MW at medium voltage (4.16 or 13.8 kV) to keep conductor sizing rational.
- Match the equipment family — boiler for steam or hot-water distribution, immersion or circulation heater for direct fluid heating, element with appropriate watt density for localized heat, heat-tracing cable for line maintenance.
📐 Engineering Note
To be plugged into the equation: appropriate specific heats for use; water 1.00 Btu/lb·°F, steam (superheated) 0.48, mineral thermal oil 0.52 (varies with fluid type), air 0.24. Water’s high Cp explains why an electric water heater pulls four times the kW of an air heater for the same temperature rise across the same mass flow. For an all-up cost picture, run your worst-case load through the boiler operating cost calculator and the industrial boiler sizing calculator.
Decarbonization Economics: When Electric Beats Combustion
Honest framing first. EIA reports the 2025 US industrial electricity average at 8.62 ¢/kWh. Run that through the unit-conversion math — 293 kWh per MMBtu — and the energy cost lands at $25.26/MMBtu. EIA natural gas data shows 2025 industrial deliveries averaging $3.30–$7.70/MMBtu. On energy cost alone, electricity is roughly 3–5× more expensive than gas in the average US market.
A defensible case for electrification therefore does not rest principally on cheaper energy. It rests on four levers that close, and sometimes reverse, that gap.
“Industrial electric boilers, particularly electrode designs above 5 MW, are economically viable today in regions with low electricity prices and high natural gas prices, and they become broadly cost-competitive when bundled with on-site renewables and the IRA Section 48C investment tax credit.”
| TCO Lever | Effect on Electric vs Gas Gap |
|---|---|
| Unit efficiency advantage (95–99% vs 80–85% combustion) | Closes ~15% of the gap on delivered-Joule basis |
| Heat-pump COP 2.5–4.5 for < 100 °C heat | Reverses the gap entirely where applicable |
| IRA Section 48C industrial decarbonization tax credit | 30–50% of CapEx, scenario dependent |
| On-site solar PPA or behind-the-meter generation | Effective electricity rate 4–6 ¢/kWh — flips the energy comparison |
| Avoided gas infrastructure (boiler stack, gas piping, combustion controls) | Trims 8–15% of CapEx for new builds |
| Carbon-intensity advantage (US grid 2024: ~ 367 g CO₂/kWh and falling) | Strategic, not directly monetary, unless internal carbon price applies |
📐 The 50/50 Rule for Industrial Electrification
A useful screening heuristic for a retrofit candidate: electrification wins on both carbon and money when (1) your effective electricity price is at or below 5 ¢/kWh — achievable in practice through PPAs, behind-the-meter generation, or off-peak rates — AND (2) your grid carbon intensity is at or below 230 g CO₂/kWh, roughly 50% of the natural-gas combustion equivalent. Most US industrial buyers can hit one threshold today; both, only in specific regions and supply structures. Where neither threshold is met, electrification is a strategic and policy decision, not a cost-driven one.
For the broader fuel-vs-fuel comparison framework that pre-dated electrification, see biomass vs natural gas boiler — the same TCO logic carries over, with electricity as a third comparison column.
Implementation: A 4-Phase Retrofit Roadmap for 2026

Electrifying an existing gas-fired thermal plant takes 12–24 months from kickoff to commissioning — longer than the boiler itself, because utility coordination is on the critical path. The phasing below is the spine of most credible industrial electrification projects.
- ✔
Phase 1 — Engineering & Sizing (months 1–3): Run the load study against twelve months of operating data, not nameplate. Build the after-incentive TCO, including IRA 48C eligibility check, MACRS depreciation, and utility demand-charge exposure. Specify boiler or heater technology and voltage tier from the 5-step framework above. - ✔
Phase 2 — Utility Coordination (months 2–8, parallel): File the load study and one-line diagram with your utility. Above 5 MW, expect a system impact study, possible substation upgrade, and a queue position behind data-center loads competing for the same capacity. Switchgear lead times are commonly 20–40 weeks in 2026 supply chains—order before final boiler bid award if possible. - ✔
Phase 3 — Procurement & Installation (months 6–14): Boiler manufacturing runs 8–16 weeks for resistance designs, longer for high-voltage electrode units. Plan civil and electrical site preparation in parallel. For hybrid retrofits where the gas boiler stays as backup, the existing flue and gas piping become inactive but remain in place. - ✔
Phase 4 — Commissioning & Optimization (months 14–18): Electric boilers ramp faster than fired boilers, which changes operator behavior. Demand-charge optimization—running the unit during off-peak windows and modulating against load—often delivers a 10–20% energy-bill reduction beyond the nameplate efficiency gain.
Some plants reach decarbonization through hybridization rather than full conversion. An electric thermal-oil heater paired with an existing fuel-fired unit lets the plant electrify the base load while keeping combustion capacity for peaks — see Taiguo’s thermal oil boiler line for the parallel fuel-fired equipment that frequently operates alongside an electric thermal-oil heater. For the broader conversation about steam generation versus thermal-fluid heating, the comparison is laid out in steam boiler vs thermal fluid heater.
Industry Outlook: What’s Changing Between 2026 and 2030

Search-trend data underlines the direction. Umbrella query “industrial electric heating” rose from a 2025 monthly low near 320 searches in May to 720 by September, a recent-quarter index of roughly 1.4× the prior-quarter baseline. Narrower product queries — “industrial electric boiler” among them — lost share over the same window, consistent with the topic moving up the buyer’s awareness funnel from product to category.
Three specific shifts deserve operational planning attention before 2030.
Policy momentum is real and asymmetric. The IRA Section 48C tax credit, which subsidizes 30-50% of new qualifying CapEx for industrial decarbonization equipment based on prevailing-wage and apprenticeship compliance, is the single most important lever in the US market. EU Innovation Fund awards for industrial electrification projects scaled materially in 2024–2025. China’s dual-control policy on energy intensity and absolute emissions has nudged provincial regulators toward favoring electric retrofit permits. Plants planning CapEx through 2027 should model after-incentive economics, because pre-incentive comparisons systematically understate the business case for electrification.
Heat pumps are eating the < 100 °C tier. For drying, low-pressure sterilization, hot water for clean-in-place, space heating, and many food-processing temperatures, an industrial heat pump with COP 3+ delivers heat at an effective electricity cost of 2–3 ¢/kWh-equivalent — comfortably below natural gas on energy cost alone. Resistance heating retains its niche above the heat-pump temperature ceiling and where space, complexity, or maintenance overhead disfavors mechanical equipment.
Grid carbon intensity is declining faster than most TCO models assume. US grid CO₂/kWh has fallen roughly 40% since 2005 and continues to drop as coal retires and renewable penetration grows. EPA’s eGRID database is the authoritative regional source. The most common TCO mistake is assuming flat grid intensity over a 20-year asset life; the more honest model treats today’s intensity as the high-water mark.
If you are scoping a 2026–2027 capital project, the practical implication is to commit to electrification-ready engineering even if the final fuel decision is deferred. That means provisioning electrical capacity in the substation upgrade, oversizing the bus and feeders, and designing the boiler house with retrofit clearance. The cost of that optionality is a few percent of total CapEx; the cost of locking out electrification is a much larger retrofit a few years later.
Frequently Asked Questions
Q: How does industrial electric heating actually generate heat?
View Answer
Three mechanisms cover almost every industrial application. Resistance heating dissipates current through a high-resistance conductor (the I²R relationship) at 95–99% conversion efficiency at the unit. Induction couples a magnetic field into a conductive workpiece and deposits heat through induced eddy currents at 60–90% workpiece efficiency. Infrared and radiant heating emit thermal radiation tuned to the absorption band of the target material.
Q: Can industrial electric heaters operate in hazardous (Class I Division 2) locations?
View Answer
Yes, with the right equipment. NEC Article 500 permits electric heaters in Class I Division 2 areas if the unit, its terminations, and its controls carry listings appropriate to the gas or vapor group and temperature class involved. The classification work itself matters more than most buyers realize — overclassification carries unnecessary cost; underclassification carries far worse consequences. A licensed Hazloc engineer should sign off on the area classification before equipment selection.
Q: What is the realistic efficiency of electric heating versus combustion?
View Answer
Across the unit, resistance electric heaters deliver 95-99% of input energy as heat. Modern condensing gas boilers reach 90–95%; non-condensing units run 80–85%. Delivered-Joule advantage to electric is therefore 5–15 percentage points before any combustion stack and standby losses. Heat pumps invert the comparison entirely with COP 2.5–4.5 for sub-100 °C process heat.
Q: Is an industrial electric boiler cheaper than a gas boiler over a 10-year horizon?
View Answer
Pre-incentive, in most US markets, no — industrial electricity at 8.6 ¢/kWh is roughly 3–5× more expensive than industrial gas on a $/MMBtu-equivalent basis, and the unit-efficiency advantage closes only part of that gap. Post-incentive, the calculation often inverts: the IRA Section 48C credit (30–50% of CapEx) plus on-site solar PPAs at 4–6 ¢/kWh plus avoided gas infrastructure can bring 10-year total cost below the gas-boiler comparable, particularly where natural gas prices sit at the upper end of the EIA range or where carbon pricing applies.
Q: Can industrial electric heating systems be automated and remotely monitored?
View Answer
Yes – modern industrial electric heating systems integrate with plant SCADA over Modbus, OPC UA, or BACnet, expose remote monitoring via cellular or wired gateways, and support setpoint scheduling for demand-charge optimization.
Q: What grid upgrades does a 5 MW electric boiler retrofit usually require?
View Answer
A 5 MW load is the practical inflection point at which projects shift from a behind-the-meter conversation to a utility-side one. Expect a system impact study, probably some distribution transformer upgrades, some circuit reinforcement, and a queue-time depending on regional load growth. Lead time of 20-40 weeks for medium-voltage switchgear is found in 2026 supply chains so utility coordination should begin in parallel with engineering, not after final design.
Q: How long does it take to convert a gas-fired boiler plant to electric?
View Answer
12-24 months from kickoff to commissioning is the normal envelope. Engineering and sizing take 1-3 months, utility coordination runs 2-8 months in parallel, procurement and installation occupies 6-14 months, and commissioning brings the project online in months 14-18. Boiler manufacturing alone is the shortest part (8-16 weeks for resistance designs), with switchgear and utility-side work generally taking the longest.
Planning a steam-boiler electrification or sizing a new electric boiler? Taiguo Boiler has built ASME-stamped industrial steam equipment since 1976, with LDR and WDR electric series alongside our oil/gas, biomass, and thermal-oil lines.
About This Decarbonization Roadmap
The economics, efficiency, and sizing numbers in this guide are drawn from primary sources: IEA Net Zero Roadmap and Renewables 2023, the U.S. DOE Industrial Decarbonization Roadmap (2022), ACEEE’s 2024 industrial process heat policy brief, and EIA monthly electricity and natural-gas data through Q3 2025. Where exact thresholds in the “50/50 Rule” are derived numbers, they are the result of calculations from those primary inputs, not measurements. Taiguo Boiler manufactures the equipment referenced here as the LDR and WDR industrial electric boiler lines, we have not tested the comparative economics of any given site, and a site-specific load and incentive study is the next step.
References & Sources
- Net Zero by 2050: A Roadmap for the Global Energy Sector — International Energy Agency
- Renewables 2023: Heat — International Energy Agency
- DOE Industrial Decarbonization Roadmap, Fact Sheet — U.S. Department of Energy
- How to Decarbonize Industrial Process Heat (Policy Brief, 2024) — American Council for an Energy-Efficient Economy
- Electric Power Monthly: Industrial Sector Average Retail Price — U.S. Energy Information Administration
- Natural Gas Prices, Industrial Sector — U.S. Energy Information Administration
- eGRID — Emissions & Generation Resource Integrated Database — U.S. Environmental Protection Agency
- IEC 60519 series — Safety in Installations for Electroheating and Electromagnetic Processing — International Electrotechnical Commission
- Lifelong Learning: How to Determine and Classify Hazardous Locations — Electrical Contractor Magazine
Related Articles
- Electrode boiler vs resistance boiler — choosing the right electric steam boiler architecture
- How does an industrial electric boiler work — the heat-transfer fundamentals
- Selecting an oil and gas fired boiler manufacturer — comparison checklist
- Steam boiler vs thermal fluid heater — when each delivery medium fits
- Industrial boiler selection guide — sizing, fuel choice, and procurement steps