Get in Touch with Taiguo

Retort pouch sterilization is the heat process that transforms a flexible laminated pouch into a commercially-sterile food container by holding it at ~121°C inside an autoclave, under controllable overpressure until the required lethality – usually an F0 of three minutes or more against Clostridium botulinum – has accumulated. This article take engineers and process buyers through the cycle stages, the saturated-steam pressures that run the temperature, the F0 math used in validation and how to select the correct retort autoclave for a particular food product.
Quick Specs
| Process | Heat & pressure sterilization in a retort autoclave |
| Target temperature | 121 °C (250 °F) — low-acid foods |
| Hold time | 25–60 min depending on F0 target and pouch geometry |
| Overpressure | +0.5 to +1.0 bar above saturation pressure to protect the pouch seal |
| F0 minimum | 3 minutes (12D inactivation of C. botulinum, FDA 21 CFR 113) |
| Standard laminate | 12 µm PET / 9–18 µm Al / 76 µm CPP (tri-laminate) |
| Reference standards | FDA 21 CFR 113, ASTM D 3985, ASTM F 372, MIL-C-44073F |
Why Retort Pouch Sterilization Matters in 2025

The world canned retort pouch market reached USD 5.96 billion in 2025 and is expected to reach USD 10.21 billion by 2033, a 7.0% CAGR over 8 years. This is driven by shoppers demanding microwave dishes which preserve taste better than the tinned kind; while packers want a package that retorts at in only 60-70% of the time of a metal can and that ships flat — López, 1981, via ScienceDirect.
This double-barreled demand has pushed the food industry from its US Army battlefield ration beginnings and through Japanese curry into shelf-stable pet food, baby food, ready-to-eat ethnic cuisines, and supermarket tuna in a pouch. Behind each shelf, however, is a process that loudly fails when its parameters wander, and that is the focus here.
What a Retort Pouch Is and How Sterilization Differs from Canning

A retort pouch — sometimes called a retortable pouch — is a flexible packaging (usually three- or four-layer film made of polyester, optional nylon, foil backed by a barrier coating, and a heat-sealable polypropylene interior) that is filled, sealed and then sterilized at 121°C inside a pressurized autoclave. Microbiological intent is identical to canning, but a flexible package changes how heat penetrates the food product and how long the sterilization process needs to run. This format was developed by the United States Army Natick Soldier Research Center together with Reynolds Metals and Continental Flexible Packaging, who jointly received the 1978 IFT Food Technology Industrial Achievement Award. Otsuka Foods of Japan launched the first consumer product, Bon Curry, in 1968. Food preservation history calls this the moment when retort sterilization moved from military to civilian production lines, and the canned food industry has been adapting ever since.
This geometric difference is significant more than it appears to be. A 200-1000g retort pouch is only 12-33mm thick, meaning that heat delivers to the cold spot in the bottom-center of the package faster than in a similarly-sized can (Robertson, 2019). Chemical-engineering notes in ScienceDirect credit a 60% reduction in retorting time to this thinner cross-section, and this reduction is the entire commercial selling point of the pouch.
What is the difference between an autoclave and a retort?
An autoclave is any pressure vessel designed to operate above atmospheric pressure at elevated temperature; a retort is an autoclave specifically designed for the thermal processing of sealed packages of food. Picking retort or autoclave language correctly matters: every retort is an autoclave, but not every autoclave is a retort. Here the food-process specialization shows up in three details: a water-spray or steam-air heat-transfer system capable of applying controlled overpressure on the package (in case the package still contains air), a control loop that accumulates F-value (lethality) in real time against thermocouple feedback, and a retort chamber finish—the chamber interior is 316L stainless steel, or so I pray—that complies with all food-contact sanitation rules. A standard industrial autoclave used to vulcanize rubber, or to cure composite materials, lacks all three.
Pouch Laminate Structure: Why Each Layer Is There

Process engineers who treat the pouch material as a black box end up surprised by burst tests, because both barrier performance and the seal-strength budget the retort can spend during each cycle depend on the laminate stackup. Each layer of the laminate has to withstand high temperatures throughout the cycle and remain dimensionally stable afterward. Commercial tri-laminate appears in our literature as an outer layer of 12m polyester for printability and temperature resistance, an inner layer of 76m cast polypropylene as the heat-seal and food-contact layer and an intervening foil or foil-less barrier of 9-18m aluminum (Robertson, 2019, ScienceDirect).
The military quad-laminate, required in MREs, is worse—it comprises 8m PET, 9m biaxially oriented nylon for puncture resistance, 5-11m aluminum foil, and 46-62m polyolefin—because MIL-C-44073F requires the package to survive a 1.4MPa internal pressure for 30 seconds and exhibit oxygen transmission of less than 0.06cm/m-day (ASTM D3985).
| Laminate type | Typical structure | Best fit |
|---|---|---|
| Tri-laminate (foil) | PET / Al / CPP | Pet food, ready meals, opaque consumer pouches |
| Transparent SiOx | PET / SiOx-coated PET / CPP | Microwaveable pouches where product visibility sells the SKU |
| Quad-laminate (military) | PET / BiOPA / Al / polyolefin | MRE, three-year ambient shelf life under MIL-C-44073F |
| Mono-PE recyclable | Oriented PE / sealant PE | Brands chasing EU PPWR 2026 recyclability — Amcor commercialized in 2023 |
Most engineers picture aluminum foil when they hear “retort pouch,” but EU Packaging and Packaging Waste Regulation rules — effective 12 August 2026 and demanding all packaging be recyclable by 2030 — are already pushing industry toward alternate barriers. Amcor’s 2023 commercial launch of recyclable mono-polyethylene retort pouches proves the point. The retort pouch material question is no longer “foil or no foil” but “which mono-PE structure passes the regulatory test.”
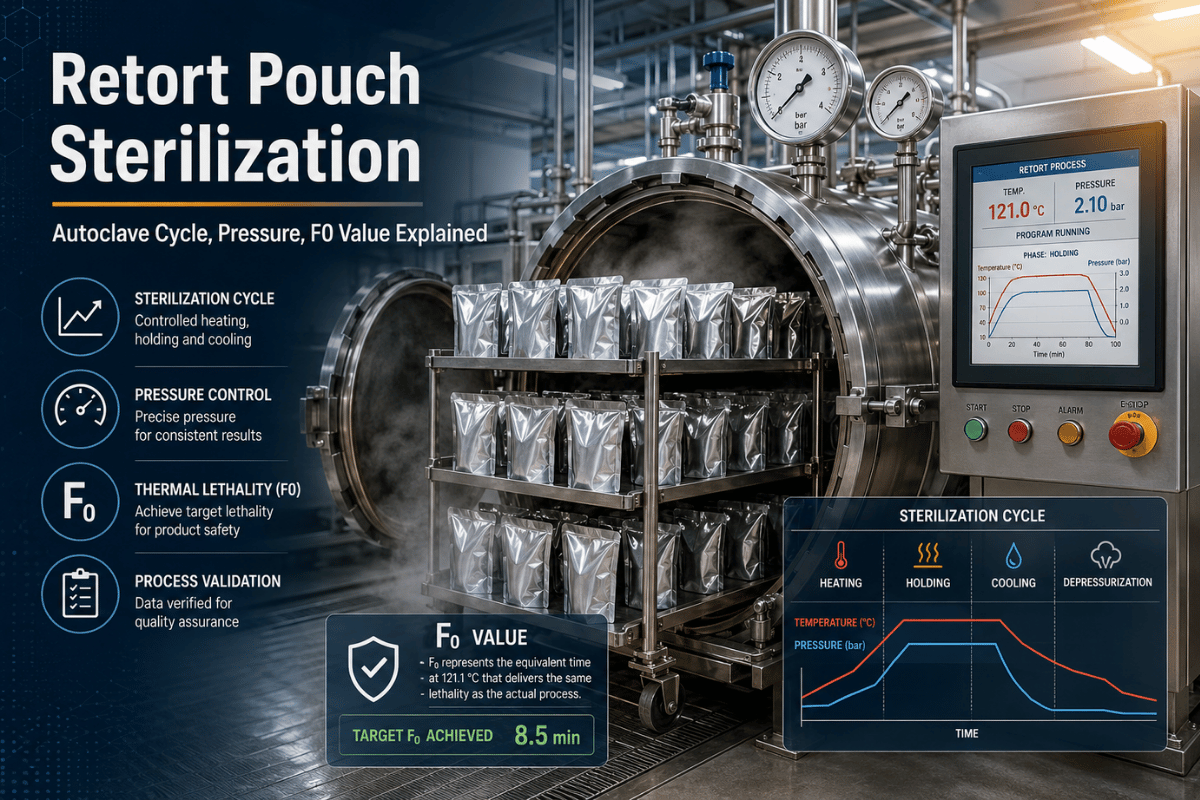
The Retort Sterilization Cycle, Stage by Stage

The retort cycle has five phases, and the F0 totaled over the cycle is the integral of the lethality curve through all five, not just the time at each setpoint. Viewing the cycle as one long integral differentiates a process that ships from one that fails inspection.
- Loading, the pouch’s placement—down from the frosted, steamed area, on a point-to-flat ratio consistent with that of the pouch after the cycle—is recommended. Sealing, the gaskets, and the door protect the pouch; the procedure, and the pattern established within it, protect the cycle. A pouch sitting in its own steam shadow becomes a cold spot.
- Come-up time (CUT) is, controlling with a pressure control valve if necessary, a quick admission of steam (or steam-air or hot-water spray, whatever) that accelerates the time-to-pressure setpoint, aiming ultimately for 8-15 minutes. Lower pressure, lower dewpoint, higher feedwater temperature will stretch that, and reduce through put as well.
- Hold — the chamber sits at retort temperature long enough to deliver the target F0 under tightly maintained processing conditions, typically 30 minutes for retail-sized pouches and up to 60 minutes for 3.5 kg catering packs (Robertson, 2019).
- Cooling under counter-pressure — cold water or air is introduced while overpressure is maintained; without it the pouch will burst as steam in the headspace condenses and external pressure crushes the laminate. The cooling process drives the most cycle-time variability and the most seal failures of any phase.
- Unloading- Pressure equalizes to atmospheric, door interlock releases, pouches are unloaded for outer-package coding and inspection.
📐 Engineering NoteField-commissioned 316L food-grade autoclaves typically hold ±2 °C across the chamber and a vacuum-stage leak rate below 0.5 mbar/min on a pressure-rise test; those two numbers, together, are the reproducibility floor for F0. If either drifts, F0 distribution across the load widens before any pouch fails visibly.
Pressure, Temperature, and Why Overpressure Is Non-Negotiable

121°C is not a free choice. It is the saturated-steam temperature that provides sufficient lethality against C. botulinum spores to produce a 12-log reduction in a reasonable hold time, and the corresponding saturated-steam pressure is roughly 2.05bar(g). Every retort cycle is a high-temperature, high-pressure event by design- strip either parameter and the kill rate falls apart. Push the cycle to 130°C (HTST) and the saturation pressure climbs to about 2.71bar(g)- but you also accept higher mechanical stress on the pouch and a steeper temperature-history penalty on color, texture and vitamin retention.
| Temperature | Saturation pressure (bar g) | Typical hold for F0 ≥ 6 min |
|---|---|---|
| 115 °C | ~0.69 | ~60 min |
| 121 °C | ~2.05 | ~25–35 min |
| 125 °C | ~2.32 | ~12–18 min |
| 130 °C | ~2.71 | ~5–8 min (HTST) |
Why is overpressure important in retort packaging?
Saturated steam at 121°C only takes the chamber to 2.05 bar(g), but the air, water vapor and dissolved gas inside the pouch headspace expand much faster than the steam outside as the packaged food gets hot — and unlike a rigid can, the pouch wall has no structural stiffness to resist that internal pressure. The chemical-engineering review on ScienceDirect puts it plainly: “the package may expand as a result of too little overpressure or it may crush because of too great overpressure.”75 The retort applies a precisely controlled +0.5 to +1.0bar of compressed-air overpressure on top of the saturation pressure to keep the differential across the pouch wall close to zero through come-up, hold and especially the cooling phase, when sudden steam condensation would otherwise pull the package inward and break the seal.
F0 Value: How to Calculate and Validate Sterilization Lethality

The F0 value is the equivalent time at 121.1C that produces the same lethality as the actual time-temperature curve the slowest-heating pouch experienced. Can be shown mathematically:
F0 = ∫ 10^((T − 121.1) / z) dt (z = 10 °C for C. botulinum)
The 12D rule asks for a 12-log reduction in C. botulinum spores. With a published D121of roughly 0.21 minute then, that calculation yields F0 = 12 0.21 = 2.52 minutes, which the industry rounds up to 3minutes as the legal commercial-sterility minimum under FDA 21 CFR 113. A peer-reviewed retort sterilization review puts it equivalently:
“Since 1965, a minimum ‘”botulinum cook” Fo value of 3 min has been determined and is still used today for low-acid canned [foods].”
— P. S. Jimenez et al., “Understanding retort processing: A review,” Compr. Rev. Food Sci. Food Saf., 2023.
3minutes is the minimum; commercial practice generally targets F0 of 6-8minutes to compensate for cold-spot variability and post-cooking handling abuse without falling under the regulatory minimum.
The 3-Phase F0 Audit
An F0 number has no integrity if the way it was obtained is weak. Audited retort lines boil their validation scheme down to three simple steps — name them the same way every time and the operator’s life gets easier:
- Put it in – locate the cold point of the loaded basket with a minimum of 6 wireless thermocouples (one in each comer and two in the load center, plus duplicates if desired). The cold point (not the average) is the one that defines the F0.
- Control – run a representative cycle, and calculate F0 of the cold-point thermocouple in real time. Industry-standard modern PLC-based microprocessor controllers calculate F0 in real time and will hold a cycle on the F0 target.
- Watch it go – repeat the cycle on 3 consecutive production days, plot the F0 distribution across all the thermocouple positions, and require that the worst thermocouple still meets F0 at a level of p < 0.05. archive the validation as part of your scheduled process (per 21CFR113).
Equipment Types: Steam, Steam-Air, Water Spray, Water Immersion

Picking the right type of retort saves enormous downstream pain and expense — the four heat-transfer topologies used in today’s food retorts are not interchangeable. Selecting the incorrect topology for your package style is the single most costly piece of equipment error.
| Retort type | Best for | Capital cost (5–50 m³) |
|---|---|---|
| Saturated steam | Rigid containers (cans, glass) — no headspace overpressure capacity, not suited to pouches | $25,000–55,000 |
| Steam-air | Pouches and trays — air injection sets overpressure, the dominant choice for ~90% of new retort pouch lines | $35,000–75,000 |
| Water spray | Pouches and delicate textures — gentler heat transfer and tighter F0 distribution, ~20% higher energy use than steam-air | $45,000–80,000 |
| Water immersion (cascade) | Glass jars and high-acid products — the most uniform F0, the slowest CUT | $50,000–80,000+ |
One canned-food processing plant in East Africa operating two 316L food-grade industrial autoclaves completed 4-5 sterilizer cycles daily, every day, for 14 months straight without an unplanned autoclave-related downtime event, and F-value validation showed consistent lethality across all basket positions throughout that run. That kind of uptime is the sustainable maximum on a quality-commissioned steam-air retort and the best example you can ask your equipment supplier to promise you as you ratify the contract.
Retort vs Aseptic vs Hot-Fill: Picking the Right Thermal Process

Retort sterilization is one of three possible heat preservation methods available to low acid products seeking ambient stability. These options can be broadly characterized by where (at what point in the production line) the thermal processing occurs and the decisions this key design element influences (capital investment, package structure, sensory attributes).
| Dimension | Retort | Aseptic | Hot-fill |
|---|---|---|---|
| Sterilization point | After fill & seal (in package) | Product and package sterilized separately, then filled in a sterile zone | Hot fill at ≥85 °C, no post-fill sterilization |
| Lethality | F0 3–8 min, true commercial sterility | UHT 3–6 sec, commercial sterility | Pasteurization (acid foods only) |
| Package compatibility | Pouch, can, glass jar, retort tray | Aseptic carton, bag-in-box, aseptic pouch | PET bottle, glass |
| Best fit | Low-acid solid & semi-solid foods | Low-acid liquid (milk, soup, sauce) | High-acid (juice, salsa, pickles) |
If your low-acid canned food is a stew-like mixture or cooked poultry pieces in gravy, retorting is almost always the right method. If it is a low-acid liquid that can be pumped through a sterile heat exchanger, aseptic processing offers a milder heat profile at higher capital cost. Hot-filling is acceptable only if you can drop the pH below 4.6.
Shelf Life, Microbial Targets, and Clostridium botulinum Control

Retort pouch shelf life is not intrinsic to the pouch itself; it results from the F0 you actually achieve and the residual barrier of the laminate afterward. Behind every retort cycle is one microbe — Clostridium botulinum, the toxin producer whose spores survive boiling and dictate every food safety calculation downstream. Given a published D121 ≈ 0.21 min and a target reduction of 12 log cycles, the math points to F0 ≥ 3 min as the minimum legal threshold for low-acid canned foods.
Once F0 is delivered, the laminate keeps the food sterile. Standard tri-laminate pouches with intact aluminum foil deliver a long shelf life — typically 12–36 months of ambient stability; a quad-laminate MRE pouch under MIL-C-44073F is qualified for three years at 27°C and six months at 38°C, which sets the upper end of what flexible packaging can do today. Pet-food retort pouches typically claim 24 months at ambient, and the 1968 Otsuka Bon Curry product — the first commercial retort pouch — jumped from a 2-month to a 2-year shelf life as soon as aluminum foil was incorporated into the laminate.
What is the shelf life of retort food pouches?
For low-acid foods sterilized to F0 ≥ 6 min in a tri-laminate (PET / Al / CPP) pouch, realistic ambient shelf life is 18–36 months — anchored by oxygen ingress through pinholes in the foil rather than by microbial growth. Mono-PE recyclable pouches are still establishing their shelf-life envelope; early commercial deployments target 12–18 months.
Disadvantages and Common Failure Modes

Every honest retort engineer carries a mental list of failure modes. Canada’s CFIA publishes one in print — the Flexible Retort Pouch Defects Manual — and a one-paragraph synthesis of the dominant ones is worth memorizing.
- ⚠️
Seal rupture during cooling is the most common single failure. Mistuned counter-pressure causes a brief moment when internal pouch pressure exceeds external retort pressure and the seal tears. Fix: validate counter-pressure profile through cooling, not just hold. - ⚠️
Cold-spot under-sterilization happens when a loading pattern blocks steam circulation around a basket corner, dropping that pouch’s F0 by 30–50% versus the chamber average. Fix: cold-spot mapping with ≥6 thermocouples; never assume symmetry. - ⚠️
Texture and color degradation from over-process show up when operators push F0 well above 8 min “to be safe” — vitamin retention drops and proteins soften. Fix: target F0 = 6 min, not the maximum the cycle can deliver. - ⚠️
Recyclability of multi-layer laminates remains an open problem — a PET/Al/CPP tri-laminate cannot enter a polyolefin recycling stream and currently down-cycles into aluminized resin. Fix (medium-term): switch to mono-PE structures as PPWR 2026 forces the issue. - ⚠️
Pinhole formation in aluminum foil is harder to spot — mechanical flexing during shipping creates pinholes that quietly defeat the gas barrier. A 2010 Clemson University thesis used dynamic infrared thermography to locate them. Fix: post-retort foil-integrity testing on a sample plan.
Industry Outlook: Automation, Recyclable Films, and What’s Changing in 2026

Three forces are building in the 12 months running into 2026 that will shape the future of retort pouch sterilization, and each one boils down to an action item for processors.
1. Automated retort lines with PLC predictive maintenance. Industry analysts forecast the retort machine sector growing from USD 2.63 billion in 2026 to USD 5.01 billion by 2034 at an 8.37% CAGR, with North American static retorts growing at an 8.9% CAGR through 2033. Capital is going into operator-light lines that hold ±1 °C, log every cycle for 21 CFR Part 11, and forecast gasket and instrument life from PLC trend data. East Africa’s 14-month-zero-downtime case shows what predictive maintenance looks like when it is real. Action item: if you run more than two retort lines without centralized PLC trending, payback on the upgrade is typically inside two years.
2. Recyclable mono-polyethylene retort pouches. Amcor commercialized the first widely available recyclable mono-PE retort pouch in 2023, others are following. The EU Packaging and Packaging Waste Regulation, effective 11 February 2025 and applying from 12 August 2026, requires any new product packaging placed on the EU market to be recyclable by 2030. Action item: if you intend to sell into the EU in 2027, your portfolio needs to develop at least one mono-PE SKU pipeline, ideally with the laminate qualified before the 2026 deadline to avoid buying capacity in a seller’s market.
3. Microwave-assisted thermal sterilization (MATS) goes commercial. 915 Labs is now selling 915 MHz MATS systems based on Washington State University research, processing premium ready meals in 5–8 minutes versus the 30–45 of conventional retort. Thermal history is shorter and sensory quality lands closer to fresh-cooked, which is why the food technology community treats MATS as the most-watched alternative high-temperature sterilization route for the next decade. Action item: monitor MATS adoption among your direct competitors; if a high-margin SKU is your differentiator, MATS may be a 2027–2028 capex line item rather than a 2030 one.
Frequently Asked Questions
Q: Are retort pouches FDA-approved?
View Answer
Yes. Pouch laminates used commercially comply with FDA 21 CFR 175.300 (resinous coatings) and 21 CFR 177.1520 (olefin polymers), and the thermal process must be filed under 21 CFR 113 for thermally processed low-acid foods packaged in hermetically sealed containers.
Q: How are hot-filled retort pouches hermetically sealed?
View Answer
Heat-seal jaws clamp the open edge of the filled pouch at 180–220 °C with a dwell of roughly 0.3–0.5 seconds, and that heat seal melts the inner CPP layer so the two faces fuse into a continuous bond. The pouch is briefly cooled before entering the retort. Headspace can be reduced by steam flushing or nitrogen back-flushing to protect oxygen-sensitive products.
Q: Can you reuse retort pouches at home?
View Answer
No. Once a pouch has been opened, it cannot be cleaned to industrial sterility, and the multi-layer laminate cannot be re-sealed reliably without specialist equipment. Home pressure cookers also do not deliver the controlled overpressure cooling that protects the seal during decompression — the pouch will rupture or under-process the next batch.
Q: What is the difference between retort and aseptic packaging?
View Answer
Retort sterilizes the food inside an already sealed pouch using heat and pressure together. Aseptic processing sterilizes food and package separately — food in a heat exchanger, package by hydrogen peroxide or steam — and then fills them together inside a sterile zone. Aseptic gives a shorter thermal history (better quality) but needs higher capital and works mainly for liquids.
Q: What temperature kills bacteria in a retort pouch?
View Answer
121°C (250°F) held long enough to deliver an F0 of three minutes or more — the legal minimum for commercial sterility against C. botulinum spores under 21 CFR 113. Most processors target F0 = 6–8 min in practice to absorb cold-spot variability.
Sizing a retort autoclave for your next pouch line?
Taiguo’s ASME-certified 316L food-grade industrial autoclaves are deployed for retort sterilization in 100+ countries. Send your product type, fill weight, and target F0; we will return a sized proposal with cycle-time math.
About This Guide
This retort pouch sterilization guide draws on Taiguo Boiler’s 50 years of pressure-vessel manufacturing for the food-processing industry, including 316L retort autoclaves now in continuous service at canned-food plants in East Africa where F-value validation showed consistent lethality across all basket positions over 14 consecutive months. Cycle, F0, and laminate parameters cited are referenced to FDA 21 CFR 113, the 2023 Jimenez et al. retort-processing review (PMC10916645), and ScienceDirect’s published academic chapters. Process numbers are typical and should be validated against your specific product geometry, fill weight, and pouch laminate.
References & Sources
- 21 CFR Part 113 — Thermally Processed Low-Acid Foods Packaged in Hermetically Sealed Containers — U.S. Food and Drug Administration
- Jimenez P. S. et al., “Understanding retort processing: A review,” Compr. Rev. Food Sci. Food Saf., 2023 — National Library of Medicine (NCBI)
- Retort pouch — Wikipedia
- Robertson, G. L., “History of Food Packaging,” Reference Module in Food Science, 2019 — Elsevier ScienceDirect
- Flexible Retort Pouch Defects Manual — Identification and Classification — Canadian Food Inspection Agency
- EU Packaging and Packaging Waste Regulation (PPWR) — European Commission / UK Government Business
- Retort Pouch Market Size And Share — Industry Report 2033 — Grand View Research
- Retort Machine Market Report 2026–2034 — OG Analysis
Related Articles
- Industrial Autoclave Systems — pressure, types, and sizing for retort food processing
- Steam Boiler for the Food Processing Industry — sizing the steam header that feeds your retort
- Hot Air Generators in Food Processing — drying systems that complement retort sterilization
- Three-Pass Fire-Tube Boiler Design — efficiency upgrades for retort steam supply
Reviewed by Taiguo Boiler engineering team. Taiguo holds ASME Section VIII Div.1 certification and has supplied 316L food-grade autoclaves to canning and retort lines in 100+ countries since 1976.