Ponte en contacto con Taiguo

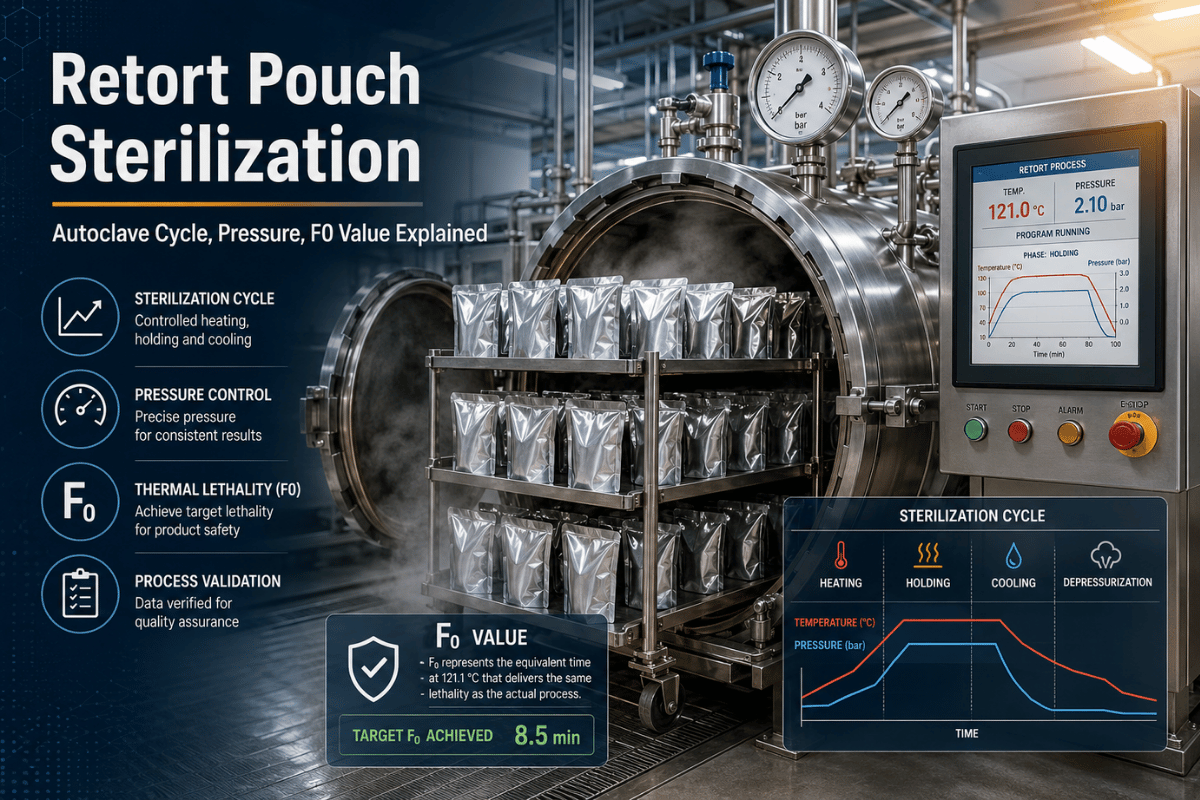
La esterilización de la bolsa de retorta es el proceso térmico que transforma una bolsa laminada flexible en un recipiente de alimentos comercialmente estéril manteniéndolo a ~121°C dentro de un autoclave, bajo sobrepresión controlable hasta la letalidad requerida (generalmente un F0 de tres minutos o más contra Clostridium botulinum -ñan se ha acumulado. Este artículo lleva a los ingenieros y compradores de procesos a través de las etapas del ciclo, las presiones de vapor saturado que hacen funcionar la temperatura, las matemáticas F0 utilizadas en la validación y cómo seleccionar el autoclave de retorta correcto para un producto alimenticio en particular.
Especificaciones rápidas
| Proceso | Esterilización por calor y presión en autoclave de retorta |
| Temperatura objetivo | 121 °C (250 °F) «alimentos bajos en ácido |
| Tiempo de espera | 25-60 min dependiendo del objetivo F0 y la geometría de la bolsa |
| Sobrepresión | +0,5 a +1,0 bar por encima de la presión de saturación para proteger el sello de la bolsa |
| F0 mínimo | 3 minutos (inactivación 12D de C. botulinum, FDA 21 CFR 113) |
| Laminado estándar | 12 µm de PET / 9-18 µm de Al / 76 µm de CPP (trilaminado) |
| Estándares de referencia | FDA 21 CFR 113, ASTM D 3985, ASTM F 372, MIL-C-44073F |
Por qué es importante la esterilización de la bolsa de retorta en 2025

Llegó el mercado mundial de bolsas de retorta enlatadas 5.960 millones de dólares en 2025 y se espera que alcance los 10.210 millones de dólares en 2033, una tasa compuesta anual de 7,0% en 8 años. Esto lo impulsan los compradores que exigen platos para microondas que conserven el sabor mejor que los enlatados; mientras que los empacadores quieren un paquete que responda en sólo 60-70% de la época de una lata de metal y que se envíe plano « López, 1981, vía ScienceDirect.
Esta demanda de doble cañón ha empujado a la industria alimentaria desde sus inicios en el campo de batalla del ejército estadounidense y, a través del curry japonés, hacia alimentos para mascotas estables, alimentos para bebés, cocinas étnicas listas para comer y atún de supermercado en una bolsa. Detrás de cada estante, sin embargo, hay un proceso que falla ruidosamente cuando sus parámetros deambulan, y ese es el foco aquí.
Qué es una bolsa de retorta y cómo se diferencia la esterilización del enlatado

Una bolsa de retorta, a veces llamada bolsa de retorta, es un embalaje flexible (normalmente una película de tres o cuatro capas hecha de poliéster, nailon opcional, lámina respaldada por un revestimiento de barrera y un interior de polipropileno termosellable) que se llena, sellado y luego esterilizado a 121°C dentro de un autoclave presurizado. La intención microbiológica es idéntica a la del enlatado, pero un paquete flexible cambia la forma en que el calor penetra en el producto alimenticio y la duración del proceso de esterilización. Este formato fue desarrollado por el Centro de Investigación de Soldados Natick del Ejército de los Estados Unidos junto con Reynolds Metals y Continental Flexible Packaging, quienes recibieron conjuntamente el Premio al Logro Industrial de Tecnología Alimentaria IFT de 1978. Otsuka Foods de Japón lanza el primer producto de consumo, Bon Curry, en 1968. La historia de la conservación de alimentos llama a este el momento en que la esterilización de retortas pasó de las líneas de producción militares a las civiles, y la industria de alimentos enlatados se ha ido adaptando desde entonces.
Esta diferencia geométrica es significativamente mayor de lo que parece. Una bolsa de retorta de 200-1000 g tiene sólo 12-33 mm de espesor, lo que significa que el calor llega al punto frío en la parte inferior central del paquete más rápido que en una lata de tamaño similar (Robertson, 2019). Las notas de ingeniería química en ScienceDirect atribuyen una reducción del 60% en el tiempo de respuesta a esta sección transversal más delgada, y esta reducción es todo el punto de venta comercial de la bolsa.
¿cuál es la diferencia entre un autoclave y una réplica?
Un autoclave es cualquier recipiente a presión diseñado para funcionar por encima de la presión atmosférica a temperatura elevada; una retorta es un autoclave diseñado específicamente para el procesamiento térmico de paquetes sellados de alimentos. Recoger correctamente el lenguaje de la retorta o del autoclave importa: cada retorta es un autoclave, pero no cada autoclave es una retorta. Aquí la especialización del proceso alimentario se muestra en tres detalles: un sistema de transferencia de calor por agua o vapor-aire capaz de aplicar una sobrepresión controlada sobre el paquete (en caso de que el paquete todavía contenga aire), un circuito de control que acumula valor F (letalidad) en tiempo real contra retroalimentación del termopar, y un acabado de la cámara de retorta. El interior de la cámara es de acero inoxidable 316L, o eso rezo. que cumple con todas las normas sanitarias de contacto con los alimentos. Un autoclave industrial estándar utilizado para vulcanizar caucho o curar materiales compuestos carece de los tres.
Estructura del laminado de la bolsa: por qué cada capa está ahí

Los ingenieros de procesos que tratan el material de la bolsa como una caja negra terminan sorprendidos por las pruebas de estallido, porque tanto el rendimiento de la barrera como el presupuesto de resistencia del sello que la retorta puede gastar durante cada ciclo dependen de la acumulación del laminado. Cada capa del laminado tiene que soportar altas temperaturas durante todo el ciclo y permanecer dimensionalmente estable después. El trilaminado comercial aparece en nuestra literatura como una capa exterior de poliéster de 12 m para imprimir y resistir la temperatura, una capa interior de polipropileno fundido de 76 m como capa termosellada y de contacto con alimentos y una lámina intermedia o barrera sin lámina de aluminio de 9-18 m (Robertson, 2019, ScienceDirect).
El cuadrilaminado militar, requerido en los MRE, es peor: comprende PET de 8 m, nailon orientado biaxialmente de 9 m para resistencia a pinchazos, papel de aluminio de 5-11 m y poliolefina de 46-62 m, porque MIL-C-44073F requiere que el paquete sobreviva a una presión interna de 1,4 MPa durante 30 segundos y exhibe una transmisión de oxígeno de menos de 0,06 cm/m-día (ASTM D3985).
| Tipo laminado | Estructura típica | Mejor ajuste |
|---|---|---|
| Trilaminado (lámina) | PET/al/cpp | Alimentos para mascotas, platos preparados, bolsas opacas para el consumidor |
| Siox transparente | PET/PET recubierto de SiOx/CPP | Bolsas para microondas donde la visibilidad del producto vende el SKU |
| Cuadrilaminado (militar) | PET/biopa/al/poliolefina | MRE, vida útil ambiental de tres años según MIL-C-44073F |
| Mono-PE reciclable | Pe orientado/PE sellador | Marcas que persiguen la reciclabilidad del PPWR 2026 de la UE « Amcor comercializado en 2023 |
La mayoría de los ingenieros se imaginan el papel de aluminio cuando escuchan “bolsa de retorta”, pero las normas de la UE sobre embalaje y residuos de embalaje (a partir del 12 de agosto de 2026 y que exigen que todos los envases sean reciclables para 2030) ya están empujando a la industria hacia barreras alternativas. El lanzamiento comercial de Amcor en 2023 de bolsas de retorta de monopolietileno reciclables demuestra este punto. La cuestión del material de la bolsa de retorta ya no es “lámina o no lámina”, sino “qué estructura mono-PE pasa la prueba reglamentaria”
El ciclo de esterilización de la retorta, etapa por etapa

El ciclo de retorta tiene cinco fases, y el F0 totalizado a lo largo del ciclo es la integral de la curva de letalidad en los cinco, no solo el tiempo en cada punto de ajuste. Ver el ciclo como una integral larga diferencia un proceso que se envía de uno que no pasa la inspección.
- Se recomienda cargar la colocación de la bolsa desde la zona esmerilada y cocida al vapor, en una relación punto a plano acorde con la de la bolsa después del ciclo. El sellado, las juntas y la puerta protegen la bolsa; el procedimiento y el patrón establecido en su interior protegen el ciclo. Una bolsa situada a su propia sombra de vapor se convierte en un punto frío.
- El tiempo de subida (CUT) es, controlando con una válvula de control de presión si es necesario, una rápida admisión de vapor (o vapor-aire o agua caliente, lo que sea) que acelera el punto de ajuste del tiempo hasta la presión, apuntando finalmente a 8-15 minutos. Una presión más baja, un punto de rocío más bajo y una temperatura más alta del agua de alimentación lo estirarán y también reducirán el rendimiento.
- Mantenga presionado « la cámara se asienta a la temperatura de retorta el tiempo suficiente para entregar el objetivo F0 en condiciones de procesamiento estrictamente mantenidas, generalmente 30 minutos para bolsas del tamaño de una tienda minorista y hasta 60 minutos para paquetes de catering de 3,5 kg (Robertson, 2019).
- Enfriamiento a contrapresión «se introduce agua fría o aire mientras se mantiene la sobrepresión; sin él, la bolsa estallará a medida que el vapor en el espacio de cabeza se condense y la presión externa aplaste el laminado. El proceso de enfriamiento impulsa la mayor variabilidad del tiempo de ciclo y la mayor cantidad de fallas de sellado de cualquier fase.
- La presión de descarga se iguala a la atmosférica, las puertas se liberan y las bolsas se descargan para codificar e inspeccionar el paquete exterior.
📐 Nota de ingenieríaEncargado de campo Autoclaves de calidad alimentaria 316L normalmente se mantiene ±2 °C a través de la cámara y una tasa de fuga en la etapa de vacío inferior a 0,5 mbar/min en una prueba de aumento de presión; esos dos números, juntos, son el piso de reproducibilidad de F0. Si cualquiera de las dos derivas, la distribución de F0 a través de la carga se ensancha antes de que cualquier bolsa falle visiblemente.
Presión, temperatura y por qué la sobrepresión no es negociable

121°C no es una elección libre. Es la temperatura del vapor saturado la que proporciona suficiente letalidad contra las esporas de C. botulinum para producir una reducción de 12 log en un tiempo de retención razonable, y la presión correspondiente del vapor saturado es de aproximadamente 2,05 bar (g). Cada ciclo de retorta es un evento de alta temperatura y alta presión según el diseño: elimina cualquiera de los parámetros y la tasa de eliminación se desmorona. Empuje el ciclo a 130°C (HTST) y la presión de saturación aumenta a aproximadamente 2,71 bar (g), pero también acepta una mayor tensión mecánica en la bolsa y una penalización más pronunciada en el historial de temperatura en el color, la textura y la retención de vitaminas.
| Temperatura | Presión de saturación (bar g) | Retención típica para F0 ≥ 6 min |
|---|---|---|
| 115 °C | ~0.69 | ~60 min |
| 121 °C | ~2.05 | ~25-35 min |
| 125 °C | ~2.32 | ~12-18 min |
| 130 °C | ~2.71 | ~5-8 min (HTST) |
¿por qué es importante la sobrepresión en el embalaje de retorta?
El vapor saturado a 121°C sólo lleva la cámara a 2,05 bar(g), pero el aire, el vapor de agua y el gas disuelto dentro del espacio de cabeza de la bolsa se expanden mucho más rápido que el vapor exterior cuando los alimentos envasados se calientan “y a diferencia de una lata rígida, el La pared de la bolsa no tiene rigidez estructural para resistir esa presión interna. La revisión de ingeniería química de ScienceDirect lo expresa claramente: ”el paquete puede expandirse como resultado de una sobrepresión muy pequeña o puede aplastarse debido a una sobrepresión demasiado grande”75 La retorta aplica una sobrepresión de aire comprimido controlada con precisión de +0,5 a +1,0 bar. sobre la presión de saturación para mantener el diferencial a través de la pared de la bolsa cerca de cero durante la subida, la retención y especialmente la fase de enfriamiento, cuando de lo contrario la condensación repentina de vapor arrastraría el paquete hacia adentro y rompería el sello.
Valor F0: Cómo calcular y validar la letalidad de esterilización

El valor F0 es el tiempo equivalente a 121,1C que produce la misma letalidad que la curva tiempo-temperatura real que experimentó la bolsa de calentamiento más lento. Se puede mostrar matemáticamente:
F0 = 0 10^((T « 121,1) / z) dt (z = 10 °C para C. botulinum)
La regla 12D exige una reducción de 12 log en las esporas de C. botulinum. Con un D121 publicado de aproximadamente 0,21 minutos entonces, ese cálculo produce F0 = 12 0,21 = 2,52 minutos, que la industria redondea hasta 3 minutos como el mínimo legal de esterilidad comercial FDA 21 CFR 113. Una revisión de esterilización de retortas revisada por pares lo expresa de manera equivalente:
“Desde 1965, se ha determinado un valor mínimo de ‘”botulinum cook” Fo de 3 min y todavía se utiliza hoy en día para [alimentos] enlatados con bajo contenido de ácido.”
« PS Jiménez et al., “Comprensión del procesamiento de réplicas: una revisión” Compr. Rev. Ciencia de los alimentos. Seguridad alimentaria., 2023.
3 minutos es el mínimo; La práctica comercial generalmente apunta a F0 de 6 a 8 minutos para compensar la variabilidad de los puntos fríos y el abuso en el manejo posterior a la cocción sin caer bajo el mínimo regulatorio.
La Auditoría F0 Trifásica
Un número F0 no tiene integridad si la forma en que se obtuvo es débil. Las líneas de respuesta auditadas reducen su esquema de validación a tres sencillos pasos: nómbralas siempre de la misma manera y la vida del operador se vuelve más fácil:
- Ponlo en «ubica el punto frío de la cesta cargada con un mínimo de 6 termopares inalámbricos (uno en cada esquina y dos en el centro de carga, más duplicados si lo deseas). El punto frío (no el promedio) es el que define el F0.
- Control -ejecute un ciclo representativo y calcule F0 del termopar de punto frío en tiempo real. Los controladores de microprocesador modernos basados en PLC estándar de la industria calculan F0 en tiempo real y mantendrán un ciclo en el objetivo F0.
- Míralo repetir el ciclo durante 3 días de producción consecutivos, trazar la distribución de F0 en todas las posiciones del termopar y requerir que el peor termopar aún cumpla con F0 en un nivel de p <0,05. archive la validación como parte de su proceso programado (según 21CFR113).
Tipos de equipos: vapor, vapor-aire, agua pulverizada, inmersión en agua

Elegir el tipo correcto de réplica ahorra enormes dolores y gastos posteriores: las cuatro topologías de transferencia de calor utilizadas en las réplicas de alimentos actuales no son intercambiables. Seleccionar la topología incorrecta para el estilo de su paquete es el error más costoso del equipo.
| Tipo de retorta | Mejor para | Costo de capital (5-50 m³) |
|---|---|---|
| Vapor saturado | Recipientes rígidos (latas, vidrio) «sin capacidad de sobrepresión del espacio de cabeza, no aptos para bolsas | $25.000-55.000 |
| Aire vapor | Bolsas y bandejas «la inyección de aire genera sobrepresión, la opción dominante para ~90% de nuevas líneas de bolsas de retorta | $35.000-75.000 |
| Aerosol de agua | Bolsas y texturas delicadas “transferencia de calor más suave y distribución F0 más estrecha, ~20% mayor consumo de energía que el vapor-aire | $45.000-80.000 |
| Inmersión en agua (cascada) | Frascos de vidrio y productos con alto contenido de ácido: el F0 más uniforme, el CUT más lento | $50.000-80.000+ |
Una planta procesadora de conservas en África Oriental que opera dos Autoclaves industriales de calidad alimentaria 316L se completaron 4-5 ciclos de esterilizador diariamente, todos los días, durante 14 meses seguidos sin un evento de tiempo de inactividad no planificado relacionado con el autoclave, y la validación del valor F mostró una letalidad constante en todas las posiciones de la canasta durante esa ejecución. Ese tipo de tiempo de actividad es el máximo sostenible en una retorta de vapor-aire encargada con calidad y el mejor ejemplo que puede pedirle a su proveedor de equipos que le prometa al ratificar el contrato.
Retorta vs Aséptica vs Relleno en Caliente: Elegir el proceso térmico adecuado

La esterilización por retorta es uno de los tres posibles métodos de preservación del calor disponibles para productos bajos en ácido que buscan estabilidad ambiental. Estas opciones pueden caracterizarse ampliamente por dónde (en qué punto de la línea de producción) ocurre el procesamiento térmico y las decisiones que influye en este elemento clave de diseño (inversión de capital, estructura del paquete, atributos sensoriales).
| Dimensión | Retorta | Aséptico | Relleno caliente |
|---|---|---|---|
| Punto de esterilización | Después de llenar y sellar (en paquete) | Producto y paquete esterilizados por separado, luego rellenados en una zona estéril | Relleno en caliente a ≥85 °C, sin esterilización post-llenado |
| Letalidad | F0 3-8 min, verdadera esterilidad comercial | UHT 3-6 seg, esterilidad comercial | Pasteurización (solo alimentos ácidos) |
| Compatibilidad con el paquete | Bolsa, lata, frasco de vidrio, bandeja de retorta | Caja aséptica, bolsa en caja, bolsa aséptica | botella de PET, vidrio |
| Mejor ajuste | Alimentos sólidos y semisólidos bajos en ácido | Líquido bajo en ácido (leche, sopa, salsa) | Alto contenido de ácido (jugo, salsa, encurtidos) |
Si su alimento enlatado bajo en ácido es una mezcla similar a un guiso o trozos de ave cocidos en salsa, la retorta es casi siempre el método correcto. Si se trata de un líquido bajo en ácido que se puede bombear a través de un intercambiador de calor estéril, el procesamiento aséptico ofrece un perfil de calor más suave a un mayor costo de capital. El llenado en caliente es aceptable sólo si se puede bajar el pH por debajo de 4,6.
Vida útil, objetivos microbianos y Clostridium botulinum Control

La vida útil de la bolsa de retorta no es intrínseca a la bolsa en sí; resulta del F0 que realmente logras y de la barrera residual del laminado posterior. Detrás de cada ciclo de retorta hay un microbio « Clostridium botulinum, el productor de toxinas cuyas esporas sobreviven hirviendo y dictan cada cálculo de seguridad alimentaria en sentido descendente. Dada una D publicada121 ¦ 0,21 min y una reducción objetivo de 12 ciclos logarítmicos, las matemáticas apuntan a F0 ≥ 3 min como umbral mínimo legal para alimentos enlatados bajos en ácido.
Una vez que se entrega F0, el laminado mantiene los alimentos estériles. Las bolsas trilaminadas estándar con papel de aluminio intacto ofrecen una larga vida útil (normalmente 12-36 meses de estabilidad ambiental); una bolsa MRE de cuatro laminados con MIL-C-44073F está calificada para tres años a 27°C y seis meses a 38°C, lo que establece el extremo superior de lo que el embalaje flexible puede hacer hoy en día. Las bolsas de retorta para alimentos para mascotas suelen tener una vida útil de 24 meses, y el producto Otsuka Bon Curry de 1968, la primera bolsa de retorta comercial, pasó de una vida útil de 2 meses a 2 años tan pronto como se incorporó papel de aluminio al laminado.
¿cuál es la vida útil de las bolsas de comida de retorta?
Para alimentos bajos en ácido esterilizados a F0 ≥ 6 min en una bolsa de trilaminado (PET/Al/CPP), la vida útil ambiental realista es de 18-36 meses “anclada por la entrada de oxígeno a través de los orificios de la lámina en lugar de por el crecimiento microbiano. Las bolsas reciclables mono-PE todavía están estableciendo su envolvente de vida útil; Las primeras implementaciones comerciales apuntan a 12-18 meses.
Desventajas y modos de falla comunes

Todo ingeniero de réplicas honesto lleva una lista mental de modos de falla. La CFIA de Canadá publica uno impreso: el Manual de defectos de la bolsa de retorta flexible «y vale la pena memorizar una síntesis de un párrafo de los dominantes.
- ⚠¦
La ruptura del sello durante el enfriamiento es la falla única más común. La contrapresión fallida provoca un breve momento en el que la presión interna de la bolsa excede la presión externa de la retorta y el sello se desgarra. Solución: validar el perfil de contrapresión mediante enfriamiento, no solo mantenerlo presionado. - ⚠¦
La subesterilización de los puntos fríos ocurre cuando un patrón de carga bloquea la circulación del vapor alrededor de la esquina de una canasta, reduciendo el F0 de esa bolsa en 30-50% versus el promedio de la cámara. Solución: mapeo de puntos fríos con termopares ≥6; nunca asumas simetría. - ⚠¦
La degradación de la textura y el color debido al sobreproceso aparece cuando los operadores empujan F0 muy por encima de los 8 minutos “para estar seguros” “las gotas de retención de vitaminas y las proteínas se ablandan. Solución: objetivo F0 = 6 min, no el máximo que el ciclo puede ofrecer. - ⚠¦
La reciclabilidad de laminados multicapa sigue siendo un problema abierto: un trilaminado de PET/Al/CPP no puede entrar en una corriente de reciclaje de poliolefina y actualmente se reduce a resina aluminizada. Solución (a medio plazo): cambie a estructuras mono-PE ya que PPWR 2026 fuerza el problema. - ⚠¦
La formación de orificios en papel de aluminio es más difícil de detectar: la flexión mecánica durante el envío crea orificios que eliminan silenciosamente la barrera de gas. Una tesis de la Universidad de Clemson de 2010 utilizó termografía infrarroja dinámica para localizarlos. Solución: prueba de integridad de la lámina posterior a la retorta en un plan de muestra.
Perspectivas de la industria: automatización, películas reciclables y lo que está cambiando en 2026

En los 12 meses previos a 2026 se están acumulando tres fuerzas que darán forma al futuro de la esterilización de la bolsa de retorta, y cada una se reduce a un elemento de acción para los procesadores.
1. Líneas de retorta automatizadas con mantenimiento predictivo PLC. Los analistas de la industria pronostican que el sector de las máquinas de retorta crecerá 2,63 mil millones de dólares en 2026 a 5,01 mil millones de dólares en 2034 a una tasa compuesta anual de 8,371 TP3T, con las retortas estáticas de América del Norte creciendo a una tasa compuesta anual de 8,91 TP3T hasta 2033. El capital se destina a líneas ligeras de operador que mantienen ±1 °C, registran cada ciclo para 21 CFR Parte 11 y pronostican la vida útil de la junta y el instrumento a partir de datos de tendencias de PLC. El caso de tiempo de inactividad cero de 14 meses de África Oriental muestra cómo se ve el mantenimiento predictivo cuando es real. Elemento de acción: si ejecuta más de dos líneas de retorta sin tendencias centralizadas de PLC, la recuperación de la actualización suele ser de dos años.
2. Bolsas de retorta de monopolietileno reciclables. Amcor comercializó la primera bolsa de retorta de monoPE reciclable ampliamente disponible en 2023, otras son las siguientes. El Reglamento de la UE sobre envases y residuos de envases, vigente desde el 11 de febrero de 2025 y aplicable a partir del 12 de agosto de 2026, requiere que cualquier embalaje de producto nuevo colocado en el mercado de la UE sea reciclable para 2030. Artículo de acción: si tiene intención de vender en la UE en 2027, su cartera necesita desarrollar al menos un canal SKU mono-PE, idealmente con el laminado calificado antes de la fecha límite de 2026 para evitar la capacidad de compra en el mercado de un vendedor.
3. La esterilización térmica asistida por microondas (MATS) se comercializa. 915 Labs ahora vende sistemas MATS de 915 MHz basados en investigaciones de la Universidad Estatal de Washington, procesando platos preparados de primera calidad en 5 a 8 minutos frente a los 30 a 45 de la retorta convencional. La historia térmica es más corta y la calidad sensorial llega más cerca de la fresca, razón por la cual la comunidad de tecnología alimentaria trata a MATS como la ruta alternativa de esterilización a alta temperatura más vista durante la próxima década. Artículo de acción: monitorear la adopción de MATS entre sus competidores directos; Si un SKU de alto margen es su diferenciador, MATS puede ser un artículo de la línea capex 2027-2028 en lugar de uno de 2030.
Preguntas frecuentes
P: ¿Las bolsas de retorta están aprobadas por la FDA?
Ver respuesta
Sí. Los laminados de bolsa utilizados comercialmente cumplen con FDA 21 CFR 175.300 (recubrimientos resinosos) y 21 CFR 177.1520 (polímeros de olefina), y el proceso térmico debe archivarse bajo 21 CFR 113 para alimentos bajos en ácido procesados térmicamente envasados en recipientes herméticamente sellados.
P: ¿Cómo se sellan herméticamente las bolsas de retorta llenas en caliente?
Ver respuesta
Las mordazas termoselladas sujetan el borde abierto de la bolsa llena a 180-220 °C con una permanencia de aproximadamente 0,3-0,5 segundos, y ese termosellado funde la capa interna de CPP de modo que las dos caras se fusionan en una unión continua. La bolsa se enfría brevemente antes de entrar en la retorta. El espacio de cabeza se puede reducir mediante lavado con vapor o retrolavado con nitrógeno para proteger los productos sensibles al oxígeno.
P: ¿Se pueden reutilizar las bolsas de retorta en casa?
Ver respuesta
No. Una vez abierta la bolsa, no se puede limpiar hasta que estéril industrialmente y el laminado multicapa no se puede volver a sellar de forma fiable sin un equipo especializado. Las ollas a presión domésticas tampoco proporcionan el enfriamiento controlado por sobrepresión que protege el sello durante la descompresión: la bolsa se romperá o subprocesará el siguiente lote.
P: ¿Cuál es la diferencia entre retorta y empaquetamiento aséptico?
Ver respuesta
La retorta esteriliza los alimentos dentro de una bolsa ya sellada usando calor y presión juntos. El procesamiento aséptico esteriliza los alimentos y los envasa por separado “alimentos en un intercambiador de calor, los envasa con peróxido de hidrógeno o vapor « y luego los llena juntos dentro de una zona estéril. Aséptico ofrece una historia térmica más corta (mejor calidad) pero necesita mayor capital y funciona principalmente para líquidos.
P: ¿Qué temperatura mata las bacterias en una bolsa de retorta?
Ver respuesta
121°C (250°F) se mantiene el tiempo suficiente para entregar un F0 de tres minutos o más, el mínimo legal para esterilidad comercial C. botulinum esporas por debajo de 21 CFR 113. La mayoría de los procesadores apuntan a F0 = 6-8 min en la práctica para absorber la variabilidad de los puntos fríos.
¿dimensionar un autoclave de retorta para su próxima línea de bolsas?
Certificado ASME de Taiguo Autoclaves industriales de calidad alimentaria 316L se implementan para la esterilización de retortas en más de 100 países. Envíe su tipo de producto, peso de relleno y objetivo F0; Devolveremos una propuesta de tamaño con matemáticas de tiempo de ciclo.
Acerca de esta guía
Esta guía de esterilización de bolsas de retorta se basa en los 50 años de fabricación de recipientes a presión de Taiguo Boiler para la industria de procesamiento de alimentos, incluidos los autoclaves de retorta de 316 L que ahora están en servicio continuo en plantas de alimentos enlatados en África Oriental, donde la validación del valor F mostró una letalidad constante en todos posiciones de la canasta durante 14 meses consecutivos. Los parámetros de ciclo, F0 y laminado citados están referenciados a FDA 21 CFR 113, Jiménez et al. 2023. Revisión del procesamiento de retortas (PMC10916645) y capítulos académicos publicados por ScienceDirect. Los números de proceso son típicos y deben validarse según la geometría específica del producto, el peso de llenado y el laminado de la bolsa.
Referencias y fuentes
- 21 CFR Parte 113 “ Alimentos bajos en ácido procesados térmicamente envasados en recipientes herméticamente sellados « Administración de Alimentos y Medicamentos de EE. UU
- Jiménez PS et al., “Comprensión del procesamiento de réplicas: una revisión” Compr. Rev. Ciencia de los alimentos. Seguridad alimentaria., 2023 « Biblioteca Nacional de Medicina (NCBI)
- Bolsa de réplica « Wikipedia
- Robertson, GL, “Historia del envasado de alimentos” Módulo de Referencia en Ciencias de los Alimentos, 2019 « Elsevier ScienceDirect
- Manual de defectos de la bolsa de retorta flexible « Identificación y clasificación « Agenția Canadiană de Inspecție Alimentiei
- Reglamento de la UE sobre envases y residuos de envases (PPWR) « Comisión Europea / Negocios del Gobierno del Reino Unido
- Tamaño y participación del mercado de la bolsa de retorta « Informe de la industria 2033 « Grand View Research
- Informe de mercado de máquinas de retorta 2026-2034 « Analiza OG
Artículos relacionados
- Sistemas de autoclave industriales: presión, tipos y tamaño para el procesamiento de alimentos en retorta
- Caldera de vapor para la industria procesadora de alimentos «dimensionando el cabezal de vapor que alimenta su retorta
- Generadores de aire caliente en procesamiento de alimentos « sistemas de secado que complementan la esterilización de retortas
- Diseño de caldera Fire-Tube de tres pasos: mejoras de eficiencia para el suministro de vapor de retorta
Revisado por el equipo de ingeniería de Taiguo Boiler. Taiguo posee la certificación ASME Sección VIII Div.1 y ha suministrado autoclaves de calidad alimentaria de 316 litros a líneas de enlatado y retorta en más de 100 países desde 1976.