Ponte en contacto con Taiguo

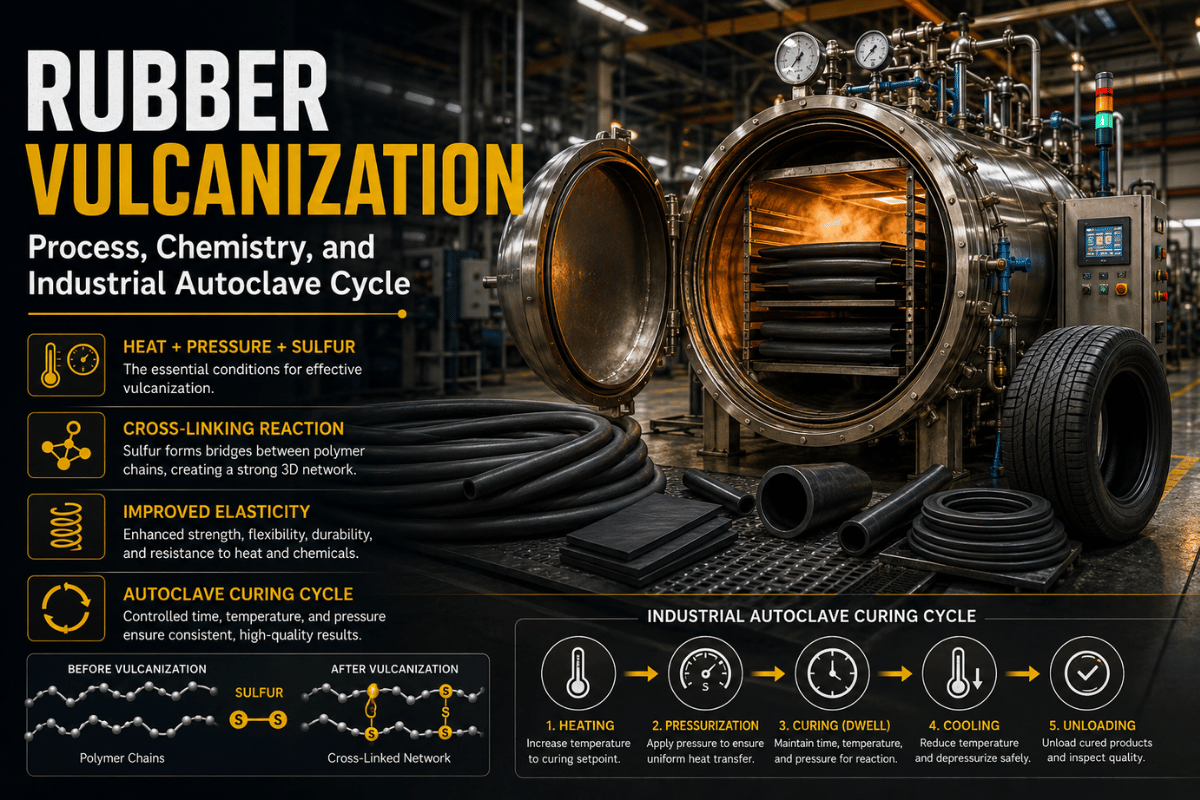
La vulcanización del caucho es el proceso químico que hace que el caucho sea fuerte, elástico y resistente al calor, convirtiendo el caucho natural o sintético (látex), suave y pegajoso, en el producto terminado que se utiliza en casi todos los neumáticos, cintas transportadoras, mangueras y sellos modernos. industria. La vulcanización del caucho se remonta a Charles Goodyear en 1839, pero el control de ingeniería detrás de un ciclo de curado industrial moderno (temperatura, presión, dosis de azufre, química del acelerador y tiempo del ciclo) es lo que determina si una pieza terminada dura cinco años o cincuenta.
Especificaciones rápidas: vulcanización del caucho de un vistazo
| Temperatura de curado típica (HTV) | 140-180 °C (284-356 °F) |
| Rango de presión del autoclave | Vapor de 2-10 bar (extremo: hasta 20 bar) |
| Tiempo de ciclo (industrial) | 10 min (hoja fina) -ñon 180 min+ (cinturón grueso) |
| Agent de curare primari | Azufre (cuota de mercado de 77,3%, 2024) |
| Dosis de azufre (Convencional) | 2,0-3,5 phr (partes por cien de goma) |
| Rango de dureza | Shore A 30-90 (partes vulcanizadas típicas) |
| Mercado global (2026) | 4.110 millones de dólares, 4.22% CAGR hasta 2031 |
¿qué es la vulcanización del caucho?

La vulcanización del caucho es la formación de enlaces cruzados de azufre covalente entre las largas cadenas poliméricas del caucho natural o sintético. El caucho en bruto es pegajoso y termoplástico; calentar caucho con azufre y un paquete acelerador reticula cientos o miles de cadenas de poliisopreno en un elastómero, convirtiendo el termoplástico en un termoestable con dimensiones estables y propiedades elásticas estables, baja adherencia, alta resistencia a la tracción, buena resistencia química y baja absorción de agua. Esta es la química que hace que el caucho sea lo suficientemente fuerte, duradero y dimensionalmente estable para el servicio industrial.
Goodyear publicó por primera vez la química de la vulcanización en 1839, mostrando que calentar caucho natural con azufre cambia drásticamente su estado físico. La misma química transforma el caucho pegajoso no modificado en un elástico dimensionalmente estable con una ventana operativa mucho más amplia, mayor estabilidad ambiental y química y menor absorción de agua. Descripción general de Wikipedia sobre la vulcanización rastrea la química desde Goodyear y Hancock hasta los modernos sistemas de aceleradores.
Las propiedades físicas más comúnmente especificadas para el caucho vulcanizado « dureza (Shore A 30-90 dependiendo de la densidad de reticulación), resistencia a la tracción y recuperación elástica « saltan después de la vulcanización. En comparación con el caucho sin tratar, el producto vulcanizado muestra muchas veces mayor resistencia elástica y a la tracción, mientras que el caucho en bruto toma un fraguado permanente y permanece deformado después de cada ciclo de tracción. Este paso es lo que revolucionó la industria del caucho y continúa definiendo todos los beneficios del caucho vulcanizado en la fabricación moderna.
Una breve historia: Charles Goodyear, 1839 y el nacimiento del caucho moderno
Antes de 1839, el caucho natural era un material de juguete con una utilidad industrial limitada. Dentro de las limitaciones presupuestarias, Charles Macintosh y Thomas Hancock (químico del caucho) ya habían desarrollado un proceso para impartir cualidades impermeables y resistentes al sol a las telas horneadas en la última década, pero el material terminado era pegajoso en verano y quebradizo en invierno. El avance que convirtió al caucho de una curiosidad a un recurso industrial fue un accidente en una ferretería.
“El artículo se había carbonizado hasta convertirse en una sustancia coriácea y elástica. Me quedé asombrado y emocionado por el resultado, porque la elasticidad permaneció, pero el elástico de las encías ya no era termoplástico”
Goodyear había derramado una porción de una mezcla de azufre y caucho sobre un bloque de hierro caliente. En lugar de fundir el compuesto, realizó un invernadero completo; descubrió que podía repetir la cura a voluntad. Dedicó los siguientes cinco años de investigación a perfeccionar el proceso en un ambiente de laboratorio horneado. La Oficina de Patentes de Estados Unidos concedió la patente número 3.633 a Goodyear el 15 de junio de 1844; Hancock había obtenido una solicitud de patente concedida en Inglaterra unas ocho semanas antes. La etiqueta fue acuñada por un amigo de Hancock, que lleva el nombre de Vulcano, el dios romano del fuego; ver la historia completa en Entrada de Britannica sobre la vulcanización.
En 1912, el químico estadounidense George Oenslager ideó una solución elegante: añadir aceleradores orgánicos al curado con azufre, y tanto el tiempo como la temperatura requerían bajar. Ese único cambio hizo que la fabricación de neumáticos a escala comercial fuera económica, y el marco de química de aceleradores/azufre establecido por Oenslager sigue siendo el sistema de curado dominante en 2026 (más de un siglo después).
La química de la reticulación del azufre

El caucho natural son largas cadenas de doble enlace cis-1,4-poliisopreno ñona carbono por toda la cadena. Al ser cadenas largas, el caucho natural no vulcanizado fluye bajo presión y alcanzará el equilibrio elástico (“establecido”) cuando se estira; muy diferente de la red densa y elástica que afectó a todas las químicas del TPU. La vulcanización une esas cadenas en los dobles enlaces, eliminando los enlaces libres sin alterar los anillos aromáticos.
El proceso de curado comienza cuando el azufre se calienta con caucho en presencia de un activador (normalmente óxido de zinc y ácido esteárico) y un acelerador (como tiazol, sulfenamida o tiuram). Los radicales azufre atacan el carbono alílico adyacente a los dobles enlaces anteriores en las moléculas de caucho. Los puentes de azufre resultantes «monosulfídicos (átomo S único), disulfídicos (dos átomos de S) o polisulfídicos (tres o más átomos de S) ^ crean enlaces cruzados en el caucho que bloquean las cadenas vecinas. La densidad de enlaces cruzados y la proporción de enlaces cruzados mono versus polisulfídicos controlan casi todas las propiedades mecánicas de la pieza terminada. La vulcanización incompleta, donde no todos los sitios reactivos forman enlaces cruzados, produce caucho poco curado que falla al principio del servicio.
Los sistemas de curado se clasifican según la relación acelerador-azufre (A/S). Según la descripción general de ScienceDirect sobre la vulcanización del azufre, la práctica industrial utiliza una A/S entre 0,1 y 12, en tres grupos:
| Sistema de curación | Azufre (phr) | Relación A/S | Tipo de enlace cruzado | Fortalezas |
|---|---|---|---|---|
| Convencional (CV) | 2.0-3.5 | 0,1-0,6 | Mayormente polisulfídico | La mejor fatiga dinámica, resistencia al desgarro |
| Semieficiente (Semi-EV) | 1.0-1.7 | 0,7-2,5 | Mixto | Fatiga equilibrada + envejecimiento por calor |
| Eficiente (EV) | 0,4-0,8 | 2.5-12 | Mayormente monosulfídico | Mejor envejecimiento por calor, menor reversión |
📐 Nota de ingenieríaLos eslabones polisulfídicos son más fuertes pero se rompen y se vuelven a formar bajo calor (reversión); los eslabones monosulfídicos son térmicamente estables pero no se pueden volver a formar. El flanco de un neumático, que experimenta una flexión constante, dura más con un sistema CV; un soporte de motor de goma que se asienta a 120 °C durante 100.000 horas dura más con un sistema EV. El sistema de curado correcto sigue el perfil de carga, no solo el polímero.
El proceso de vulcanización paso a paso (mezcla → conformación → curado)

¿cómo vulcanizo el caucho, en cinco etapas prácticas?
Desde la bala en bruto hasta la pieza terminada, la vulcanización del caucho industrial sigue los mismos cinco pasos básicos independientemente del producto final:
- Masticación - La paca de caucho en bruto se descompone en un molino de dos rodillos o en un mezclador interno Banbury para reducir el peso molecular y hacer que el polímero sea compatible con aditivos. Tiempo típico: 5-10 min.
- Compuesto (mezcla) ñon Azufre, aceleradores (p. ej., MBT, CBS, TMTD), activadores (óxido de zinc + ácido esteárico), agentes reforzantes (negro de carbón, sílice), aceites de procesamiento y antioxidantes se mezclan con el caucho masticado. La temperatura de la mezcla se mantiene por debajo de 100 °C para evitar una reticulación prematura. Tiempo típico: 8-15 min.
- Forma ñan El caucho compuesto se calandra en láminas, se extruye en perfiles o se carga en moldes. El material sigue siendo “verde” 'blando y sin curar.
- Curado (vulcanización) - Se aplican calor y presión. Este es el paso de conversión química, operado en moldes (presiones de compresión/transferencia/inyección) o en autoclaves para piezas no moldeadas. El tiempo de ciclo varía de 10 min (extrusiones finas) a 180+ min (cinturones gruesos y tanques revestidos de caucho).
- Acabado y control de calidad «Las piezas se recortan, se inspeccionan para detectar fallas en la superficie y se prueban (dureza de la costa, tracción, curva de curado del reómetro MDR). Se desechan las piezas que no cumplen con las especificaciones.
💡 Consejo profesional
La fluencia de la temperatura de mezcla es la razón más común para componer chatarra. Si la velocidad del rotor Banbury empuja el lote por encima de 110 °C, el curado ya ha comenzado antes de que el caucho salga del mezclador y cualquier ciclo de curado posterior se sobrepasará. Controle el termopar del lote, no el reloj.
Comparación de 5 métodos de vulcanización: por qué el azufre sigue ganando 77% de la industria en 2026

El curado con azufre ha sido la química dominante durante casi dos siglos, y el proceso de vulcanización con azufre y aceleradores sigue siendo la ruta predeterminada para los compuestos de caucho de alto rendimiento. Según un informe de Market.us de 2024, 77,3% del mercado mundial de vulcanización de caucho todavía ocupa 77,3% por valor. Pero otros cuatro tipos de vulcanización han asegurado nichos duraderos donde el azufre no puede desaparecer, generalmente porque el polímero no tiene dobles enlaces C=C, la temperatura de funcionamiento es demasiado alta o el artículo necesita curarse a temperatura ambiente.
| Método | Mejores polímeros | Cura la temperatura | Aplicación típica | Costo versus azufre |
|---|---|---|---|---|
| Azufre | NR, SBR, BR, NBR, IIR | 140-180 °C | Neumáticos, cintas transportadoras, mangueras | Línea base |
| Peróxido | EPDM, EPM, silicona, HNBR | 160-200 °C | Sellos de motor, juntas de alta temperatura | +30-60% |
| RTV (vulcanización a temperatura ambiente) | Silicona (una o dos partes) | 15-35 °C ambiente | Selladores, adhesivos, fabricación de moldes | +50-150% |
| Reticulante de uretano | Cauchos dienos especiales | 150-170 °C | Compuestos para neumáticos resistentes a la reversión | +40-80% |
| Vulcanización inversa | Copolímeros ricos en azufre | 130-185 °C | Investigación/materiales sostenibles | Precomercial |
Matriz de decisiones: ¿Qué método de curación debería utilizar?
- Si su polímero es NR, SBR, BR, NBR o IIR (cualquier caucho con dobles enlaces C=C), establezca el curado con azufre como predeterminado. Utilice CV para fatiga, EV para envejecimiento por calor.
- Si su polímero es EPDM, EPM, silicona o HNBR (saturado o casi saturado), elija peróxido. Sin suficientes enlaces C=C, el azufre no puede reticularse.
- Si necesita colocarlo a temperatura ambiente (sellado, fundición, reparaciones), utilice silicona RTV (hidratación o curado con adición de platino).
- Si necesita resistencia a la reversión en un compuesto para neumáticos de alta tensión, considere un reticulante de uretano como sustituto del azufre o compañero de mezcla.
- Si se está volviendo ecológico al probar nuevas formulaciones sostenibles o rejuvenecer los desechos de azufre mediante la infusión de procesos, consulte la literatura sobre vulcanización inversa (RSC Polymer Chemistry, ACS Applied Polymer Materials, 2024-2026), pero espere su comercialización no antes de 2027 a 2030.
Vulcanización en autoclave industrial: ciclo, parámetros y equipo

Para piezas de caucho moldeadas, la propia prensa suministra presión y calor. Para todo lo demás “cintas transportadoras, depósitos de acero revestidos de caucho, mangueras demasiado largas para una prensa, extrusiones de perfil grande, artículos de chapa reforzados con tela « el curado ocurre en un sistema de autoclave industrial. El autoclave es un recipiente a presión grande, horizontal y típicamente con camisa de vapor. Una vez cerrado, mantiene la goma verde a temperatura y presión controladas durante todo el ciclo de curado.
El ciclo de curado en autoclave de 3 etapas
Todos los ciclos de curado en autoclave industrial, independientemente del producto o su polímero, pasan por tres etapas. Cada etapa tiene sus propias variables de control:
| Escenario | Gol | Duración típica | Estar atento a |
|---|---|---|---|
| 1. Calentamiento | Llevar el recipiente a temperatura de remojo (tipo 140-180 °C) | 15-45 min | Quemar (cura prematura) si la rampa es demasiado lenta |
| 2. Remojar (curar) | Mantener a temperatura/presión para alcanzar el curado T90 | 10-180+ min (dependiente del espesor) | Reversión si se mantiene más allá del óptimo |
| 3. Enfriamiento | Caída de presión y temperatura en rampa controlada | 20-60 min | Ampollas si la presión cae demasiado rápido en partes gruesas |
El tiempo de permanencia en el remojo está determinado por la característica de curado del compuesto, no por la preferencia del cliente. En el estándar de la industria, el cálculo radica en T90 «el tiempo necesario para alcanzar 90% del par máximo en una prueba de reómetro de matriz móvil (MDR) siguiendo ISO 6502 / ASTM D5289. La práctica del taller del cliente aplica el autoclave para T90 más cambios adicionales para el espesor de la pieza de aproximadamente 1 minuto por cada milímetro para compensar el retraso para que el calor entre en el caucho.
Una buena regla general al escalar ciclos entre compuestos similares: la velocidad de reacción de vulcanización aproximadamente se duplica por cada aumento de temperatura de 8-10 °C. Un curado de 10 minutos a 160 °C se convierte en un curado de 5 minutos a 170 °C, pero sólo si la pieza es lo suficientemente fina como para que el calor llegue a la línea central en la nueva rampa.
📐 Nota de ingeniería: Dimensionamiento en autoclave para curado de cauchoPara el trabajo de curado del caucho, la carcasa del autoclave generalmente se asienta a una presión de vapor de trabajo de 140-180 °C y 2-10 bar. Las unidades especiales (curado compuesto, capas preimpregnadas) pueden alcanzar los 400 °C y 20 bar, pero esos parámetros rara vez son necesarios para el curado con elastómero. Al dimensionar un recipiente, la dimensión de control es la parte más larga que se pretende curar. El diámetro del recipiente debe dejar libre el diámetro de la pieza más un entrehierro de 100-150 mm para la circulación del vapor. Una primera pasada práctica: utilice una calculadora de tamaño en autoclave para hacer coincidir el volumen de trabajo y la velocidad de rampa con su objetivo de rendimiento antes de solicitar cotizaciones.
El suministro de calor al recipiente importa tanto como la presión nominal del vapor. La inyección directa de vapor es la más rápida pero introduce humedad; calentamiento indirecto a través de un sistema de camisa térmica (como a calentador de aceite térmico con fluido circulante) proporciona un control de temperatura más seco y uniforme a límites de temperatura superiores más altos. La elección entre los dos depende de si la condensación del caucho verde es aceptable para la pieza terminada.
Vulcanización en acción: neumáticos, cintas transportadoras, juntas tóricas y piezas de caucho a metal
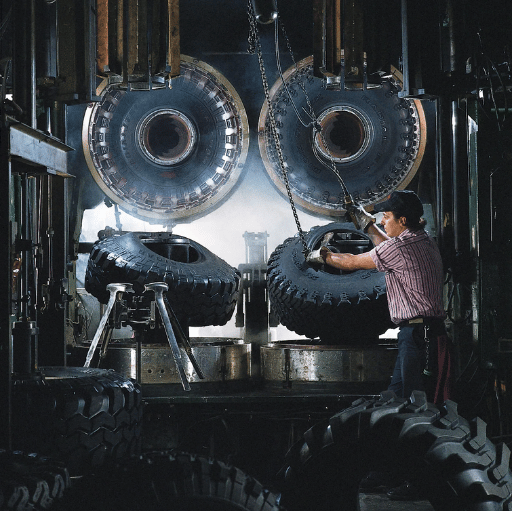
Los neumáticos dominan la economía de la vulcanización del caucho. Cada tipo de producto de caucho “neumáticos de caucho para pasajeros, cintas transportadoras, sellos hidráulicos, mangueras de caucho, tubos de caucho de silicona « tiene su propia familia de polímeros, sistema de curado y ruta de procesamiento del caucho preferidos. El mundo produce más de mil millones de neumáticos al año, cada uno de ellos un compuesto de múltiples capas de cauchos vulcanizados compuestos por separado « un compuesto de banda de rodadura dura unido a un compuesto de pared lateral flexible unido a una carcasa reforzada con tela o acero. La misma química subyacente permite cientos de otras aplicaciones industriales:
| Producto | Polímero típico | Método de curación | Objetivo de dureza |
|---|---|---|---|
| Banda de rodadura del neumático del pasajero | Mezcla SBR + BR | Azufre (CV) | Costa A 60-70 |
| Tapa de cinta transportadora | SBR sau NR | Azufre, curado en autoclave | Costa A 55-75 |
| Junta tórica hidráulica | NBR (Buna-N) | Azufre, molde de compresión | Costa A 70-90 |
| Soporte del motor (de caucho a metal) | NR o NR/BR | Azufre, molde de transferencia + agente adhesivo | Costa A 45-65 |
| Sello del compartimento del motor | EPDM | Peróxido | Costa A 60-80 |
| Tubería médica | Silicona | Adición de peróxido o platino | Costa A 30-80 |
Mención especial merecen las piezas adheridas de caucho vulcanizado a metal. La pieza está diseñada con el inserto metálico ya en el molde; una imprimación de unión química (generalmente algún tipo de revestimiento de superficie de imprimación tipo Chemlok) reside entre el caucho verde y la interfaz metálica. Durante el curado, el caucho se entrecruza, se adhiere y se une a la junta metálica, creando una única unidad de soporte de carga. Los soportes del motor, los dispositivos de aislamiento de vibraciones, los casquillos, las mangueras de caucho con núcleos de refuerzo y muchos otros materiales y piezas de caucho dependen de esta técnica. Las aplicaciones del caucho vulcanizado en estos mercados continúan expandiéndose porque la tecnología del caucho ofrece un ámbito de servicio que ningún termoplástico puede igualar.
Defectos comunes y control de calidad: quemaduras, subcurado, sobrecurado y fallas por empalme
El fallo de empalme a lo largo de las costuras vulcanizadas es la queja de producción más común reportada por los talleres de ensamblaje de caucho en los foros de la industria: la unión donde se empalman dos tiras de caucho verde y se curan las grietas bajo carga. Cuatro problemas de calidad impulsan la mayoría de los lotes rechazados, y todos ellos se remontan al desequilibrio entre tiempo, temperatura y química:
| Defecto | Causa | Prueba de control de calidad | Acción correctiva |
|---|---|---|---|
| Quemar | El curado se inicia en la batidora o durante el calentamiento | Lectura del reómetro MDR ts2 demasiado corta | Temperatura más baja del mezclador; cambie a acelerador de acción retardada (sulfenamida) |
| Subcurado | Tiempo o temperatura insuficientes | Dureza de la costa por debajo de las especificaciones; superficie pegajosa | Extienda la permanencia hasta T90 + espesor permitido |
| Sobrecurar (reversión) | Se mantiene demasiado tiempo a temperatura máxima | Caída de par MDR después del máximo; sensación de mano quebradiza | Acortar la permanencia; cambie al sistema EV o semi-EV |
| Floreciendo | El exceso de azufre u óxido de zinc migra a la superficie | Inspección visual; prueba de limpieza de superficies | Reducir la dosis del sistema de curado; comprobar el nivel de óxido de zinc |
| Fallo de empalme | Contaminación superficial o tira pegajosa ranurada | Prueba de pelado en juntas representativas | Actualizar superficies de empalme; reducir el tiempo de almacenamiento de la tira |
⚠¦ Importante
La degradación de las propiedades envejecidas por calor es la carga de cola larga de un componente sobrecurado. Una muestra de prueba de propiedades de elastómero que cumple con todos los requisitos iniciales de Shore y tracción aún puede fallar químicamente después de 3 años porque se revierte demasiada densidad de reticulación durante la activación del calor en servicio. ASTM D572 proporciona un análisis acelerado de envejecimiento a temperatura elevada en un recipiente a presión de oxígeno de gas mixto, una prueba de 70 horas que se aproxima a 5-10 años de servicio promedio.
Perspectivas de la industria 2026: el azufre sigue ganando, pero las rutas sostenibles están aumentando

El mercado mundial de vulcanización del caucho tiene un tamaño de 4.110 millones de dólares en 2026, creciendo a 4.22% CAGR a 5.050 millones de dólares en 2031. Tres cambios silenciosos dentro de ese número principal merecen la atención de cualquiera que planee contratos de suministro o bienes de capital en los próximos cinco años:
El azufre no va a desaparecer, pero la química de los aceleradores está evolucionando. Más de las tres cuartas partes de la demanda restante de azufre está encerrada en la base instalada de las líneas de producción de neumáticos y correas. El cambio dentro de esa proporción es ahora la selección de aceleradores: las revisiones europeas de clasificación de peligros REACH de los aceleradores de la serie de tiazoles (MBT, MBTS) impulsaron por primera vez cambios de formulación hacia las mezclas de aceleradores de la serie de sulfenamida (CBS, TBBS) y, en algunos casos, de la serie de tiuram (TMTD, actualmente bajo revisión). al exportar a otras regiones.
Las recetas de curado con zinc reducido están avanzando de la investigación al piloto. Los sistemas de curado convencionales utilizan 3-5 phr de óxido de zinc como activador, y la lixiviación de zinc al final de su vida útil se ha convertido en una bandera ambiental. Un trabajo académico reciente (preimpresión de ChemRxiv, 2024) sobre la activación sinérgica de MgO-CaO tiene como objetivo reducir la carga de zinc en 40-60% sin sacrificar la tasa de curado. Los compradores que planeen nuevas formulaciones de compuestos hasta 2027 deben preguntar a sus proveedores de materiales sobre las hojas de ruta de zinc reducido.
La vulcanización inversa es la frontera de investigación de largo alcance. Dos artículos de 2024 en Química de polímeros (Real Sociedad de Química) y Materiales poliméricos aplicados ACS describa los copolímeros ricos en azufre que utilizan azufre elemental como monómero primario en lugar de reticulante. Aún faltan años para el despliegue comercial, pero la química consume residuos industriales de azufre procedentes del refinado de petróleo, una historia de sostenibilidad creíble cuando se escala.
Para los compradores que planean proyectos de capital para 2026, la acción práctica es sencilla: bloquear la capacidad de clase autoclave ahora mientras los plazos de entrega de suministro siguen siendo favorables, pero incorporar flexibilidad de receta de curado en el pedido para que puedan cambiar los sistemas de acelerador y zinc sin revisar el hardware en dos años. El proceso conocido como vulcanización mantendrá la industria del caucho en funcionamiento durante décadas, incluso cuando la química dentro del autoclave siga evolucionando.
Preguntas frecuentes
P: ¿Se sigue utilizando caucho vulcanizado hoy en día?
Ver respuesta
De hecho, el segmento mundial de vulcanización alcanzó los 4,11 mil millones de dólares en 2026 y se prevé que hasta 2031 presente una tasa compuesta de crecimiento anual de 4,22% (tasa de crecimiento anual compuesta). El caucho vulcanizado se utiliza para la construcción de neumáticos de bicicletas en tándem, cintas transportadoras, inflables para camiones, mangueras, juntas, sellos, oleoductos y vapor, etc.
P: ¿Se puede reciclar el caucho vulcanizado?
Ver respuesta
El reciclaje mecánico es común y rentable. La pirólisis se produce en presencia de catalizadores y descompone el producto vulcanizado en petróleo, gas y carbón. Sin embargo, el resto químico o mecánico de la devulcanización (la eliminación de la reticulación para que el material pueda usarse para producir nuevas piezas vulcanizadas) sigue siendo un campo de investigación activo, pero aún no se ha establecido la escala comercial. En el mercado al final de su vida útil, en las carreteras asfaltadas se utilizan grandes volúmenes de caucho vulcanizado reciclado.
P: ¿El caucho vulcanizado es resistente al agua?
Ver respuesta
Sí, el caucho vulcanizado absorbe agua a un nivel de saturación máximo, normalmente menos de 1% de peso en agua, lo que lo convierte en el producto elegido para accesorios, botas de agua y juntas para embarcaciones.
P: ¿Qué temperatura se necesita para la vulcanización?
Ver respuesta
La vulcanización a alta temperatura (HTV) de compuestos de caucho convencionales se realiza a 140-180 °C en autoclaves o prensas moldeadas. Los sistemas de silicona de vulcanización a temperatura ambiente (RTV) curan a 15-35 °C a temperatura ambiente utilizando humedad o química de adición de platino. El curado con peróxido de EPDM y elastómeros de silicona normalmente funciona más caliente, 160-200 °C.
P: ¿Cuánto dura el caucho vulcanizado?
Ver respuesta
Una respuesta general precisa sobre la vida útil del caucho vulcanizado “depende del compuesto y del medio ambiente”. Por ejemplo, una pista de intemperie EPDM de alta calidad normalmente disfrutará de más de 20 años de servicio al aire libre. Una comparación de los elementos duros de los vehículos de motor de caucho natural se realiza cada 3 a 5 años debido a los efectos del ozono, y si el cliente es diligente en el reemplazo rápido, entonces la vida útil se puede extender indefinidamente hasta la vida útil del vehículo. Los factores ambientales, incluidas las altas temperaturas, la exposición al ozono, los rayos UV u otras radiaciones, que existen a través de diferentes tubos, asfalto o entorno interior, influirán en la vida útil del diseño y deben incluirse en las especificaciones del cliente. El uso de pruebas de envejecimiento por calor ASTM D572 permite predicciones aceleradas del rendimiento a largo plazo.
Acerca de este análisis
Esta información es una colección de fuentes creíbles de la Royal Society of Chemistry, ScienceDirect Topics, AIP Publishing e informes de mercado actuales de Mordor Intelligence, Market.us. Datos del sistema de curación y datos operativos en autoclave recopilados de las mismas fuentes. Los datos operativos se proporcionan como un rango de ingeniería generalizado.
La receta y el ciclo de curado adecuados para un compuesto determinado solo se pueden determinar a partir de los detalles del lote de polímero, el sistema de relleno, la geometría de la pieza y el entorno de servicio requerido.
Referencias y fuentes
- Vulcanización « Wikipedia
- Vulcanización « Definición, Inventor, Historia, Proceso y Hechos « Enciclopedia Británica
- Vulcanización con azufre « una descripción general « ScienceDirect Topics, Elsevier
- Un copolímero de azufre con un compuesto de pirrol para la reticulación de caucho — Química de polímeros, Real Sociedad de Química, 2024
- Vulcanización combinada de azufre y peróxido de caucho natural relleno y sin relleno « PMC / NCBI, 2023
- Tamaño del mercado de vulcanización del caucho, participación, perspectivas 2025-2031 « Inteligencia Mordor
- Tamaño del mercado de vulcanización del caucho, participación | Análisis CAGR « Market.us, 2024
Artículos relacionados
- Sistemas de autoclave industriales « descripción general del producto
- Autoclave para bloques AAC «otra aplicación de curado a alta presión
- Autoclave para la conservación de la madera «impregnación de recipientes a presión
- Cómo funciona un calentador térmico de aceite « calentamiento indirecto para equipos de proceso
- Calculadora de tamaño en autoclave « dimensiona tu embarcación por volumen de trabajo