Get in Touch with Taiguo

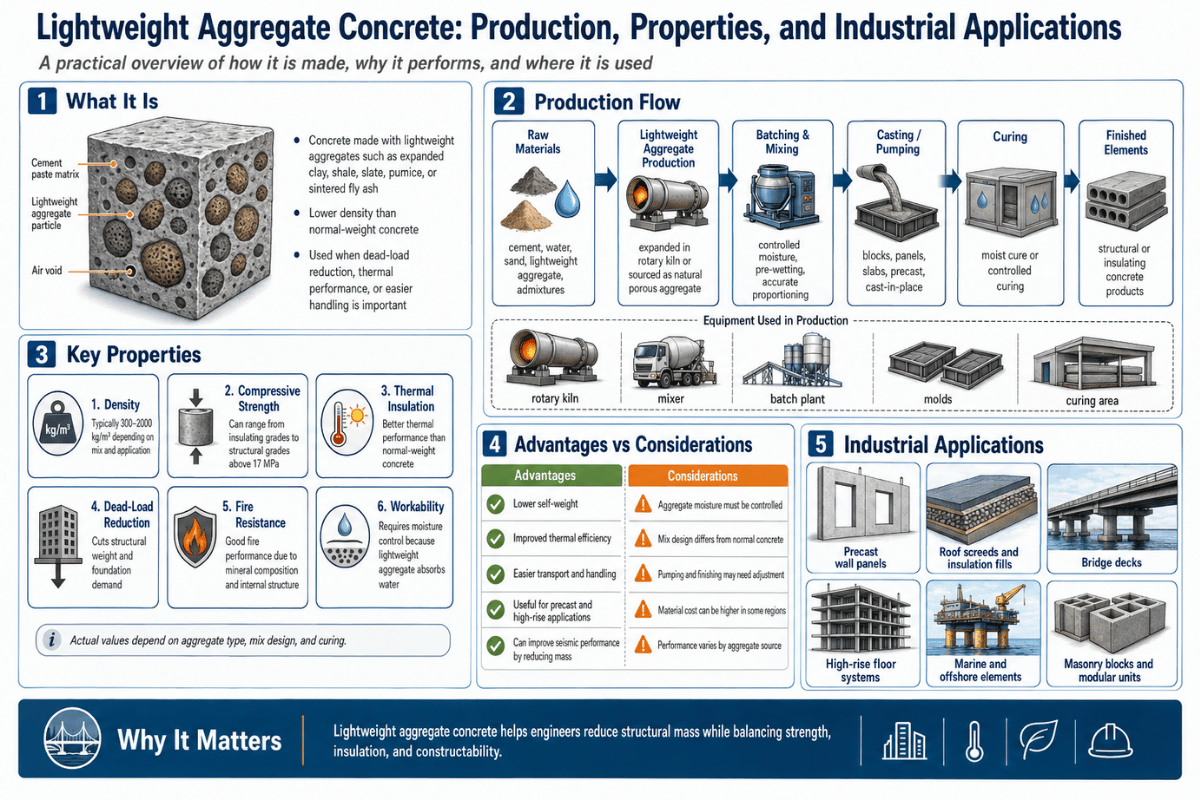
Introduction and Classification LWACLightweight aggregate concrete (LWAC) isstructural concrete in which the normal dense aggregates are replaced with porous lightweight ones such as expanded clay, expanded shale, sintered fly ash, or natural pumice. According to ACI 213R the bottom density limit is 1120kg/m (70 lb/ft) and the upper is 1920kg/m(120 lb/ft) with a minimum compressive strength of 17 MPa (2500 psi) 70 MPa in the high strength type. It can perform the same function as typical weight concrete while positively reducing dead load 20-30%, decreasing the transportation tonnage, and providing inherent thermal and fire protection.
Quick Specs — Structural Lightweight Aggregate Concrete
| Equilibrium density | 1120-1920 kg/m³ (70-120 lb/ft³) — ACI 213R |
| Compressive strength (f’c) | 17-70+ MPa (2500-10,000+ psi) |
| Modulus of elasticity (E) | 17-28 GPa (≈65-85% of NWC) |
| Thermal conductivity | 0.58-0.86 W/m·K (structural); 0.09-0.16 W/m·K (insulating) |
| Governing standards | ACI 213R, ASTM C330, Eurocode 2 Part 1-1 §11 |
| Strength class notation | LC30/33 = cylinder 30 MPa / cube 33 MPa (EN 1992-1-1) |
This guide discusses what defines LWAC, how the six types of commercial aggregates compare, what modifications are needed for the mechanical behavior when compared to regular weight concrete, mix design and pumping details per ACI 211.2, how real houses and bridges benefit, the autoclaved aerated concrete (AAC) case and the autonclave manufacturing machinery behind it, what can and cannot be done, and where the industry expects to go in 2026.
What Is Lightweight Aggregate Concrete?

Of the three branches in the lightweight concrete family — alongside foamed concrete and autoclaved aerated concrete — lightweight aggregate concrete is the largest. Under the American Concrete Institute’s ACI 213R Guide for Structural Lightweight-Aggregate Concrete, the material is built around structural lightweight aggregate as defined by ASTM C330, with a 28-day minimum compressive strength of 17 MPa and an equilibrium density between 1120 and 1920 kg/m³ (70-120 lb/ft³). Eurocode 2 extends the ceiling to 2200 kg/m³ and uses the LC strength-class notation — LC30/33, for example, denotes 30 MPa cylinder strength and 33 MPa cube strength.
The historical pedigree matters. The Roman Pantheon, completed around 125 AD, still spans 43 meters with an unreinforced dome cast from natural pumice lightweight aggregate concrete — and remains in service after nineteen centuries. The first American structural application came in 1928 with the vertical expansion of the Southwestern Bell building in Kansas City, where the reduced self-weight allowed designers to add 14 stories instead of the originally engineered 8. Today the same physics drives floor decks in high-rise towers, bridge girders, and precast panels.
📐 Engineering Note
Three related terms specify the same material state at different times: fresh density (at placement, highest), oven-dry density (post ASTM C567 testing), and equilibrium density (live, oven-dry + 50 kg/m reached after 90 days for normal LWAC or 180 days for high strength examples). Specifications should specify which is pertinent, as designers operate only with in-service equilibrium mass and weight.
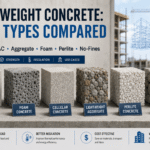
For a broader survey of lightweight concrete subtypes — cellular, foamed, AAC, and aggregate-based — see our lightweight concrete types overview.
The Six Lightweight Aggregate Material Types

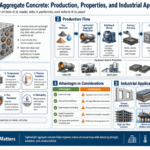
Producing and using LWAC
Each of the more than a dozen commercial aggregate families originates from one of three manufacturing processes: the sintering of industrial waste byproducts; the thermal expansion of naturally occurring and readily accessible substances; or the grinding of infinitely porous volcanic masonry. The decision decided on also impacts the final density, compressive strength and automation limits. Combining the three production histories with the standards-driven results from the Related Work section, the table below condenses the apparent oven-dry densities:
| Aggregate Type | Common Trade Names | Dry Density (kg/m³) | Typical Use |
|---|---|---|---|
| Expanded clay, shale, slate | LECA, Aglite, Solite, Haydite, Stalite | 320-960 | Structural — high-rise decks, bridge girders |
| Sintered fly ash (PFA) | Lytag | 770-960 | Structural — by-product utilization, lower embodied carbon |
| Pelletized expanded slag | Pellite | 800-1000 | Structural, regional availability |
| Foamed blastfurnace slag | — | 670-920 | Structural, regional availability |
| Pumice (natural volcanic) | — | 480-880 | Structural where locally available; non-structural |
| Furnace clinker | — | 720-1040 | Non-structural blocks, fill |
| Wood / plastic particles | — | 320-480 | Non-structural insulating |
| Expanded vermiculite / perlite | — | 60-160 | Non-structural insulating, fireproofing |
Expanded clay, shale and slate are by far the dominant form of structural material as the rotary-kiln expansion process—using heat to reach a temperature of ca. 1200 °C— causes the particle volume to increases rapidly and the development of a network of closed pores measuring 5 300um. The relative density drops from ca. 2.65 pre-heating to ca. 1.55 post-cooling and the production of a vitreous ceramic surface which bonds strongly to the cement paste. Sintered fly ash (Lytag) follows a slightly different path wherein pulverised fuel ash is pelletised with a binder, and sintered at a specific temperature.
Since the raw material is a by-product of coal-power generation, sintered fly ash bears a lower embodied carbon value than virgin expanded clay.
What Is the Lightest Lightweight Aggregate?
Expanded vermiculite is by far the lightest of the commercially supplied lightweight aggregate (dry density 60-160kg/m about 0.1 of that of expanded clay). Perlite is similar in character. Neither is suitable where structural non-insulating concrete is to be used, having a strength that is too low.
But for fireproofing screeds, cavity-wall insulation and lightweight plasters, they are suitable as the bulk thermal conductivity of vermiculite concrete is often <0.10 W/mK. The apparent disadvantage is inherent brittleness and low compressive strength, often<3 MPa with vermiculite and perlite, so they are only used in non-load-bearing circumstances in which insulation, not strength, is the basic criterion.
Mechanical Properties: How LWAC Behaves Differently

The most significant mechanical distinction is not strength but stiffness since the LWAC takes the same load but deforms more in the same time, as its elastic modulus is less. The following table show usually mid-range values from the Portland Cement Association reference data, originally cited by Holm (2000):
| Property | LWAC | Normal Weight Concrete |
|---|---|---|
| Design density (kg/m³) | 1850 | 2400 |
| Compressive strength f’c (MPa) | 20-50 | 20-70 |
| Tensile strength (MPa) | 2.5 | 3.0 |
| Modulus of elasticity E (GPa) | 17-28 | 20-40 |
| 1-year drying shrinkage (microstrain) | 600 | 550 |
| Specific creep (microstrain/MPa) | 70-150 | 70-120 |
Failure mode accounts for the lowered elastic modulus. For normal weight concrete crack path takes place through cement paste matrix surrounding aggregate particles, because aggregate is much stiffer than the paste. In LWAC, lightweight aggregate particle is more comparable just as stiff compared to (or weaker than) paste and it crushes leading to crack passage through aggregate – from that reason, structural compressive strength level is determined by aggregate strength and this established limit is known as strength ceiling, initially recorded in ACI 213R-03.
Consequently, increase of cement content potential cannot result in improvement of f’c for W/cm ration larger than that where strength ceiling appears (can be achieved by decreasing maximum aggregate size).
It just seems the lighter the material, the more brittle the concrete will be and shear and pullout will be the largest issue.
— Structural engineer on Eng-Tips discussion forum
That concern from practitioners is explained by the code: Eurocode 2 Section 11 introduces reduction factors on shear strength and bond between reinforcement and LWAC based on the lower aggregate stiffness reducing the contribution of aggregate-interlock to shear. The designer alters with reduction to stirrup spacing or by specifying a higher-strength LWAC mixture.
Is Lightweight Aggregate Concrete Stronger Than Normal Concrete?
In terms of absolute compressive strength, normal weight concrete is the winner – reaching 70-100 MPa in production mixes while LWAC caps out at around 50-70 MPa in typical structural applications. However in terms of strength-to-weight ratio, LWAC consistently outperforms. The Stolma Bridge in Norway still holds the world record for free-cantilever concrete construction with a 301-meter main span, achieved using 70.4 MPa LWAC for the central section – the equivalent normal weight concrete would have failed under its own self-weight before span was reached. Selection of which measure of strength or load to rely upon is virtually irrelevant depending on whether the structure is controlled by load or span.
Thermal and Fire Performance

The cellular pore structure that provides the lightweight aggregate with its definition also provides LWAC with its significant thermal insulation properties – but magnitude of performance depends sharply on which density class is in service. There are two ranges reported in the literature, and conflation of the two causes specification errors.
0.58-0.86
W/m·K — Structural LWAC (≈1850 kg/m³)
0.09-0.16
W/m·K — Insulating LWAC (vermiculite, perlite)
1.4-2.9
W/m·K — Normal weight concrete
Structural LWAC with a density of around 1850 kg/m³ conducts heat at approximately 0.58-0.86 W/m·K – roughly one third the rate of normal weight concrete, but still well above designed-in purpose-made insulation. Non-structural insulating LWAC incorporating vermiculite or perlite drops into the 0.09-0.16 W/m·K range, approaching mineral wool performance, but with a compressive strength under 3 MPa. Specification must match the right product to the right loading regime.
On fire resistance LWAC offers a tangible benefit. Here too the cellular pore structure that decreases thermal conductivity correlates to a reduction in heat entering into the reinforcing steel during a fire. ACI 216.1 fire-resistance ratings for LWAC slabs allows thinner equivalent thickness for the same hourly rating when compared to normal weight concrete – and this is a practical reason why LWAC dominates floor decks in steel-frame high-rise structures, where avoiding sprayed fireproofing on the metal deck soffit both reduces cost and simplifies trades.
Mix Design and Production
Two proportioning methods come into play when ACI 211.2 The Standard Practice for Selecting Proportions for Structural Lightweight Concrete is used to specify LWAC to a project: the absolute volume method (based on specific gravity and a pycnometer), and the volumetric method (using damp loose volumes). The absolute volume method will be most prevalent when ready-mixed batching is used; the volumetric method is used most frequently for site batching. Both methods must simultaneously reconciles a separate complication from that of normal weight lightweight: the lightweight aggregate will be absorbing a significant quantity of excess water at a rate faster than what would occur in non-aggregate concrete, altering the effective w/cm at the time of set.
⚠️ Important — 24-Hour Aggregate Water Absorption
Structural-grade lightweight aggregates absorb 5-20% by weight of dry aggregate over a 24-hour immersion (ASTM C127 / C128). If the aggregate moisture content is not determined at batching, or the sample is not pre-soaked, the mix is unlikely to measured correctly for its w/cm ratio, and this can result in an error of hundreds of liters of water per cubic meter.
Why Do You Pre-Soak Lightweight Aggregate?
Pre-soaking—also called pre-wetting—is intentionally submerging or spraying lightweight aggregate, prior to batching, to displace air in the aggregate pores with free water that would be absorbed into the cement paste. This is aimed toward reducing aggregate pore air without total saturation—getting the aggregate close enough the 24 hour absorption value so that additional absorption in the mix and through the pump ends up minimal. That then stabilizes the effective w/cm ratio and avoids two failure modes: an low compressive strengths, for “thirsty” aggregate removing all the mixing water, and pump-line blockages, caused by the continuing absorption causing an increase in the apparent mix stiffness during the pour.
With aggregate that absorbs slowly in ambient wetting, vacuum saturation reduces this soak period from weeks to hours.
Similarly pre-soaked aggregate offers the ability for what the ACI 213R Guide refers to as internal curing: once external surface curing terminates the externally wetted aggregate will continue to emanate water within the fully developing matrix, delaying stresses derived from cement hydration and pozzolanic action long after externally cured concrete could be placing. The benefit can be improved interfacial transition zone character, lower permeability and less early-age shrinkage cracking which for Lam (2005) was considered a critical durability benefit, rather than a fortunate side effect.
For pumping current practice as indicated in the guide lines by the National Ready Mixed Concrete Association CIP36 is a minimum 75mm (3″) slump before adding water-reducing admixtures, pump lines of a minimum 125mm (5″) diameter; clean and well-lubricated pipe work, transitions from the fixed pipe section to a flexible pipe should be free from abrasion and areas of restriction, pump pressure should be minimized for the hydraulic system used. 4-8% air entrainment for 19mm (3/4″) maximum aggregate or 5-9% for 9.5mm (3/8″)-4500 psi LWAC following testing using ASTM C173 (don’t use the pressure method, use the volumetric method).
- Determine slump and the nominal maximum aggregate size for the placement method.
- Estimate mixing water at SSD pour dried aggregate
- Choose approximate w/cm which target the equilibrium density, not fresh density. (W0 is target water content which is dependant on mix design)
- Calculate cement content (more than NWC for same f’c)
- Estimate coarse and fine aggregate volumes; trial mix; adjust
- Since measured volumetrically, air content should be verified with ASTM C173, not C231.
Industrial and Structural Applications

Light weight aggregate concrete is expensive where reduction in dead loads equates to reduction in the total structure – taller, longer span, lighter foundations or more seismic access. Five application categories account for the bulk of volume.
High-rise floor decks dominate as the largest single market. The 50 story One Shell Plaza, Houston, completed in 1971, used LWAC throughout the structure including the mat at a design density of 1840 kg/m³ and 42 MPa compressive strength. The same logic was used in Bank of America Plaza in Atlanta at 55 stories (height 311.8 m). In steel frame high rise buildings, LWAC used on a metal deck achieved the same fire rating as NWC at a thinner deck depth/ thickness, saving the expense associated with firing spraying of the fireproofing under the deck soffit.
Bridge decks and girders exploit the strength-to-weight advantage. The original San Francisco-Oakland Bay Bridge upper deck (1936) remains in service. The Chesapeake Bay Bridges (1952,1975) and the Benecia-Martinez Bridge (2007) have followed.
The Stolma Bridge, in Norway, showed the limits that can be reached in the world record free-cantilever span of 301 m by utilizing high-strength LWAC at 70.4 MPaf ‘c where NWC self-weight is not possible. Coweta County, Georgia, has demonstrated that 70 MPa LWAC at 1920 kg/m³ can build prestressed girders with 46 m spans
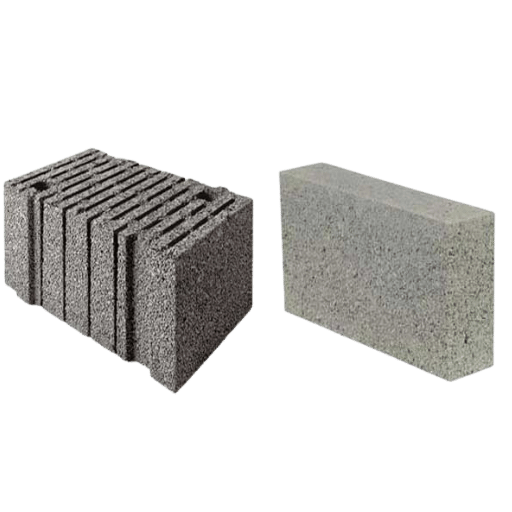
Precast panels are easier to ship if each panel is lighter with more cubic meters per truck load and smaller crane on site. Then lighter cinder blocks, lighter building blocks, lightweight concrete panels and lightweight concrete floor systems.
For Geotechnical fill a lightweight aggregate fill (usually expanded shale or clay) is used to deliver ¼ the surcharge load onto weak soil, retaining walls and bridge abutments. A dry density in the 600-900 kg/m³ range reduces the effect of the surcharge pressure on the soil below by a factor of 2.
Marine and off-shore structures are not a new thing for LWAC. WWI and WWII world wide concrete ships used LWAC for hulls construction; some hulls that remain functional are used as breakwaters. Interviews for hulls of 55 to 80 years who remained fell corroborated a tight interfacial transition zone with low permeability an empirical long term evidence of LWAC utilization shown to stand severe marine weathering equal or better than NWC with like binder contents.
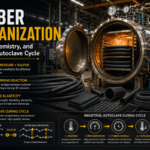
Autoclaved Aerated Concrete (AAC): The Pressure-Cured LWAC Variant

Alongside lightweight aggregate concrete, autoclaved aerated concrete is in the lightweight concrete family, but it is produced quite differently. Instead of combining lightweight aggregate with cement mortar, a large volume of slurry of fine silica sand (or fly ash), cement, lime and water is prepared; followed by addition of aluminum powder, as a gas forming agent. Aluminum powder reacts with calcium hydroxide to liberate hydrogen and expand a narrow 50-80% air-void structure in the mix.
The mix is initially set pre-cure, then final cured in an autoclave in an industrial process.
It is the autoclave step which provides the name AAC (autoclaved) and mechanical properties. As [King et al. 2001] a paper from the Technical University of Munich states, the main steps of hydrothermal treatment of the AAC in question are at 180-200 °C under saturated steam pressure of 12-15 bar (1.2-1.5 MPa) for a total cycle length of 8-12 hours including ramp-up, dwell and depressurization. It is at these parameters, that the calcium silicate hydrate phases re-arranged to progress to tobermorite, which confers the compression strength (average of 2-7 MPa, in our case) and dimensional stability of the finished blocks.
📐 Engineering Note — AAC Autoclave Cycle
Generic AAC autoclave operating curve: vacuum phase 0-0.06 MPa over 30 min → pressure rise to 1.3 MPa over 2 hours → working pressure 1.3 MPa at 193±5 °C held for 6-8 hours → controlled pressure release. Pressure vessels themselves should adhere to ASME Section VIII or GB/T 150, with vessel diameters of 2.5-3.2 m and lengths 31-65 m for industrial-scale production lines.
Since autoclave is a manufacturing bottleneck and largest capital line-item in an AAC plant, equipment selection impacts project economics. Diameter of pressure vessel, working pressure, cycle automation, and steam delivery rates in combination to achieve specific throughput per shift. For AAC manufacturers entering the AAC market – or scaling-up existing capacity to meet regional demand – industrial autoclaves engineered for AAC production are designed in accordance with ASME and GB/T 150, available in sizing across the standard 2.68-3.2 m diameter range.
For a side-by side comparison of AAC versus cellular concrete on production process, density class, and end-use applications, see the cellular concrete vs AAC comparison.
Disadvantages and Limitations

Three trade-off categories determine when LWAC is the wrong call: cost, mechanical sensitivity, and constructability.
Cost premium. According to the ESCSI 2026 cost comparison ready-mix lightweight aggregate concrete costs $175-180 per cubic yard in major US cities vs. $145 per cubic yard for NWC a $30-35 premium per cubic yard or approximately 21-24%. The premium reflects additional cement content necessary to compensate for a lower aggregate strength, production of lightweight aggregate in a rotary kiln vs. quarrying subsumed in transportation distance from a limited set of lightweight aggregate suppliers. The structural savings- thinner slabs, smaller columns, and lighter foundations- need to justify a $30-35 material premium for the economics of the project to work:
✔ When LWAC Wins
- High-rise where dead load drives column/foundation size
- Long-span bridges and cantilevers
- Seismic zones (lower mass → lower base shear)
- Precast products with transport distance
- Steel-frame floor decks needing fire rating
⚠ When NWC Is the Better Choice
- Low-rise residential where mass is irrelevant
- Heavy industrial floors needing abrasion resistance
- Stiffness-critical applications (deflection control)
- Remote sites far from lightweight aggregate sources
- Compressed schedule with no LWAC supplier qualified
High creep and shrinkage. One-year drying shrinkage of LWAC averaging close to 600 microstrain verses 550 for NWC, and specific creep establishing between 70 and 150 microstrain per MPa verses 70 and 120 MPa per NWC. The increase is modest but for long span slabs or post-tensioned structures it must be explicitly modeled in the deflection calculation- under-estimating one-year shrinkage in LWAC has led to unforeseen ponding on flat roofs and cracking in continuous spans:
Constructability friction. Based on forum reports from practicing structural engineers, an understood failure mode with LWAC at plants: aggregate wetter than it should be at batching, resulting in less aggregate (by volume) in the mix than intended with more moisture than anticipated and a 28-day strength deficit. The fix is well documented at the plant- weigh aggregate moisture content per ASTM C127/C128 and compensate by increasing batch water- but requires plant discipline that not all ready mix providers can sustain. Pumping segregation and bleed water also act differently than NWC and require pump-line set-up as outlined above and trowel-finish delay adaptations described in ACI 302.1:
What Is “Poor Man’s Concrete” — and Is It Lightweight Concrete?
No. The phrase so called ” poor man’s concrete” usually would imply soil-cement (a stabilized combination of native soil, Portland cement, and water for use as road base and erosion control) rather than LWAC or other design lightweight. Typically soil-cement is at a lower compressive strength (1.5-7 MPa) and no engineered aggregate. The confusion abounds online as both materials sacrifice some of their structural capabilities to attain lower cost, but they are similar in neither composition nor standard governance:
Procurement Considerations

Lightweight aggregate supply base is concentrated. In North America: in rotary-kiln expanded shale, clay and slate, considered the standard LWAC aggregate, Arcosa Lightweight, Stalite, Buildex, and Utelite – most are members of Expanded Shale, Clay and Slate Institute. In Europe: Leca (expanded clay) and Lytag (sintered fly ash) dominate. Pumice supplies tend to be regional and follow volcanic deposits. In such a concentrated supplier market, transport distance alone frequently makes or breaks delivered cost – an 800 km project from the nearest LWAC aggregate plant isn’t economical versus NWC even where the structural savings would otherwise argue for LWAC.
For makers deciding on vertical integration into AAC block production, in preference to buying LWAC ready-mix, the capital structure shifts: the production line, encompassing AAC production autoclave systems and ancillary cutting, mixing and curing equipment, becomes the project and the unit economics depend on plant location, throughput and access to fly ash or silica sand feedstock.
2026 Industry Outlook

Independent market research over the last few years has consistently forecast single digit compound annual growth for lightweight aggregate concrete through the early 2030s. GrandView Research cites a 5.9% compound annual growth between 2025 and 2033, while Skyquest puts the figure at 5.4% through 2032. Market sizing figures published by different research firms vary by tenfold, depending whether aggregate market, LWAC ready-mix market or lightweight concrete overall market figures are quoted, so stable growth rate ranges are a far more reliable indicator than absolute dollar benchmarks.
Three drivers explain the demand:
Sustainability/ embodied carbon. A 2026 LWAC industry report from Saudi Arabia reports approximately 30% lower embodied carbon footprint versus conventional concrete. Not an independent audit, but directional logic quite persuasive: Its lower self-weight reduces transport tonnage, its lower dead loads reduces reinforcement steel, and sintered fly ash aggregate sacrifices a coal power by-product from landfill. As LEED v5 and California’s embodied carbon procurement rules tighten through 2027, its case for embodied carbon advantages remains persuasive.
MENA and Asia-Pacific construction of tall buildings in Saudi Arabia, the UAE, India and Southeast Asia is increasing in intensity – and adoption of AAC for partition wall construction is following. Both are likely to enlarge LWAC demand.
Updates to ASHRAE 90.1, IECC, and the EU Energy Performance of Buildings Directive also favor thermal mass insulants in envelopes. Non-structural insulating LWAC and AAC cladding blocks will pick up share.
If you are scoping a 2026 project, get aggregate supplier qualification and delivered cost early in design – choice is concentrated and quotes can vary widely – and find out whether your AAC production market has seen any capacity expansion, so block lead-times stay between 4 and 6 weeks. Both have huge decision-making influence than a 5% cost difference.
Frequently Asked Questions
Q: What is the typical density of lightweight aggregate concrete?
View Answer
Structural LWAC equilibrium density is specified by ACI 213R as 1120-1920 kg/m³ (70-120 lb/ft³). For non-structural insulating LWAC mixes with vermiculite, perlite or wood particles, densities range down as low as 60-480 kg/m³. Normal weight concrete sits at 2300-2400 kg/m³ for comparison.
Q: What is the maximum compressive strength achievable with LWAC?
View Answer
High-strength LWAC production has achieved 70 MPa f’c – evident in the Stolma Bridge project in Norway and the Coweta County prestressed girder project in Georgia, USA. Aggregate strength constraints exist at the high-end of this range, but ongoing research mixes are overcoming these limits with structurally optimized smaller maximum aggregate sizes and cementitious additions.
Q: Is lightweight aggregate concrete waterproof?
View Answer
No concrete is waterproof, and LWAC ranks with the rest of the genre. The aggregate itself is permeable – by as much as 5-20% of its dry weight in water over twenty-four hours – but the cement paste matrix in properly-cured LWAC actually has a lower permeability rating than equivalent NWC, due to densification within the cementitious matrix as more internal curing occurs to densify the interfacial transition zone. For indestructibly watertight properties, consultants still specify admixtures and barrier coatings.
Q: Can LWAC be used outdoors in freeze-thaw climates?
View Answer
Yes, with additivated entrained air. Recommended ACI incorporated guidance for 19mm maximum aggregate size is 4-8% entrained air, for 9.5 mm aggregates is 5-9% entrained air, which can be verified by an ASTM C 173 volumetric measurement test. The US Army Corps of Engineers Treat Island Maine marine exposure facility has administered in excess of 100 freeze-thaw cycles per year on the same LWAC samples for many years, at as much as one third the weight-loss rate as NWC.
Q: How much more does LWAC cost than normal concrete?
View Answer
In major US cities, ESCSI tracked LWAC ready-mix at $175-180 per cubic yard in 2026 versus normal weight concrete at $145 per cubic yard — a 21-24% premium. The structural savings in the form of thinner slabs, lighter foundations, and more product transported per truckload tend to offset this premium load for load in mid- to high-rise projects, bridges and precast work. Low-rise residential typically makes a LWAC argument a hard sell economically.
Q: What is the difference between lightweight aggregate concrete and cellular concrete?
View Answer
Longevity need not be an issue with LWAC, since low density is achieved by replacing the ordinary aggregate with a porous lightweight aggregate, and the cement, aggregate, and water components remain the same as for a traditional high-density concrete mix. Cellular or foamed concrete has a lower density by incorporating entrained air into the mix in the range of 25-75%. Utilizing a foaming agent as the entraining additive is most typical without coarse aggregate. Cellular concrete can provide structural strengths in the range of 0.5-15 MPa, while LWAC often can reach 17 to 70 MPa–view the dedicated guide for a process comparison.
Q: Can lightweight aggregate concrete be reinforced with rebar?
View Answer
Yes–and most structural LWAC can be reinforced in exactly the same manner as NWC. Structural LWAC has been designated with provisions in ACI 318 since the 1963 edition. Eurocode 2 Section 11 offers reduction factors for shear strength and bond development length to account for the reduced aggregate interlock contribution, but the quintessential reinforced concrete design methodology remains the same. Usually reinforcement stirrup spacing can be increased incrementally to account for the reduction factors and increase the steel to concrete ratio.
Producing AAC Blocks or Lightweight Concrete Curing at Scale?
industrial autoclaves designed specifically to support AAC and LWAC production lines and curing processes–such are available with ASME and GB/T 150 certification, with 2.68 m and 3.2m diameters.
About This Analysis
This summary consolidates lightweight aggregate concrete data points from various sources including ACI 213R, ASTM C330, Eurocode 2 part 1-1 section 11, the ESCSI/PCA 2008 referenced report by Richard P. Bohan and John Ries, the technical archives of the Concrete Society and the Concrete Centre UK, and confirmed experimental academic sources such as TUM Munich advising on AAC autoclave performance parameters. Fabrication and autoclave parameters were drawn directly from the expertise of Taiguo Boiler–since 1976 delivering industrial autoclaves to AAC manufacturing startups in over 100 different countries.
References & Sources
- ACI 213R-14 Guide for Structural Lightweight-Aggregate Concrete — American Concrete Institute
- ASTM C330 Standard Specification for Lightweight Aggregates for Structural Concrete — ASTM International
- Eurocode 2 (EN 1992-1-1) Section 11 — Lightweight Aggregate Concrete Structures — European Commission JRC
- Structural Lightweight Aggregate Concrete (PCA 2008) — Richard P. Bohan and John Ries, Portland Cement Association and Expanded Shale, Clay and Slate Institute
- Lightweight Concrete Specification Guide — The Concrete Centre, UK
- Lightweight Aggregate Concrete Fingertips Reference — The Concrete Society, UK
- CIP36 Structural Lightweight Concrete — National Ready Mixed Concrete Association
- Production of Autoclaved Aerated Concrete with Silica Raw Materials — Technical University of Munich
- Cost Comparison of Lightweight Concrete (2026) — Expanded Shale, Clay and Slate Institute
- ACI 211.2 Standard Practice for Selecting Proportions for Structural Lightweight Concrete — American Concrete Institute
Related Articles
- Lightweight Concrete: All 6 Types Compared (Cellular, AAC, Aggregate, Foam) — Pillar overview covering every lightweight concrete subtype
- Lightweight Cellular Concrete vs AAC: 2026 Production Guide — Production-line comparison for AAC and cellular concrete operations
- Industrial Autoclaves for AAC and Composite Curing — Pressure vessel solutions for AAC block manufacturing and lightweight concrete curing

![What Is Biomass Energy An Operator's Guide [2026]](https://taiguo-steamboiler.com/wp-content/uploads/2026/05/What-Is-Biomass-Energy-An-Operators-Guide-2026-768x512.png)