Ponte en contacto con Taiguo

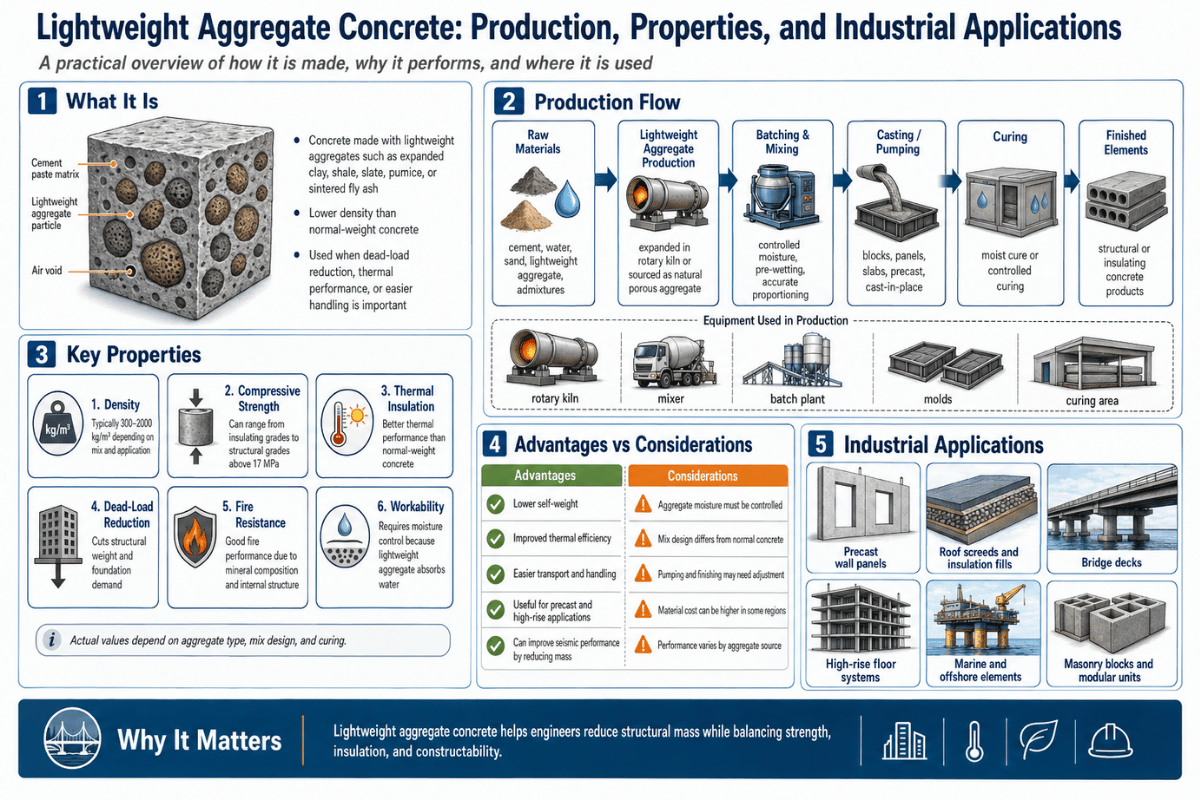
Introducción y clasificación LWACEl concreto agregado liviano (LWAC) es concreto estructural en el que los agregados densos normales se reemplazan por agregados livianos porosos, como arcilla expandida, esquisto expandido, cenizas volantes sinterizadas o piedra pómez natural. Según ACI 213R, el límite de densidad inferior es de 1120 kg/m (70 lb/ft) y el superior es de 1920 kg/m (120 lb/ft) con una resistencia mínima a la compresión de 17 MPa (2500 psi) 70 MPa en el tipo de alta resistencia. Puede realizar la misma función que el hormigón de peso típico y al mismo tiempo reducir positivamente la carga muerta 20-30%, disminuir el tonelaje de transporte y proporcionar protección térmica y contra incendios inherente.
Especificaciones rápidas “Hormigón agregado liviano estructural
| Densidad de equilibrio | 1120-1920 kg/m³ (70-120 lb/ft³) « ACI 213R |
| Resistencia a la compresión (fc) | 17-70+ MPa (2500-10,000+ psi) |
| Módulo de elasticidad (E) | 17-28 GPa (¦65-85% de NWC) |
| Conductividad térmica | 0,58-0,86 W/m·K (estructural); 0,09-0,16 W/m·K (aislante) |
| Normas rectoras | ACI 213R, ASTM C330, Eurocódigo 2 Parte 1-1 §11 |
| Notación de clases de fuerza | LC30/33 = cilindro 30 MPa / cubo 33 MPa (EN 1992-1-1) |
Esta guía analiza qué define LWAC, cómo se comparan los seis tipos de agregados comerciales, qué modificaciones se necesitan para el comportamiento mecánico en comparación con el concreto de peso regular, el diseño de la mezcla y los detalles de bombeo según ACI 211.2, cómo se benefician las casas y puentes reales, el aireado esterilizado en autoclave. caso de concreto (AAC) y la maquinaria de fabricación de autonclave detrás de él, qué se puede y qué no se puede hacer, y hacia dónde espera ir la industria en 2026.
¿qué es el hormigón agregado ligero?

De las tres ramas de la familia del hormigón ligero, junto con el hormigón espumado y el hormigón celular esterilizado en autoclave, el hormigón de áridos ligeros es el más grande. Bajo el Instituto Americano del Concreto Guía ACI 213R para hormigón estructural ligero-agregado, el material se construye alrededor de un agregado estructural liviano según lo definido por ASTM C330, con una resistencia a la compresión mínima de 28 días de 17 MPa y una densidad de equilibrio entre 1120 y 1920 kg/m³ (70-120 lb/ft³). El Eurocódigo 2 amplía el límite máximo hasta 2200 kg/m³ y utiliza la notación de clase de resistencia LC « LC30/33, por ejemplo, indica una resistencia del cilindro de 30 MPa y una resistencia del cubo de 33 MPa.
El pedigrí histórico importa. El Panteón Romano, terminado alrededor del año 125 d.C., todavía mide 43 metros con una cúpula no reforzada de hormigón natural de piedra pómez y árido ligero y permanece en servicio después de diecinueve siglos. La primera aplicación estructural estadounidense se produjo en 1928 con la ampliación vertical del edificio Southwestern Bell en Kansas City, donde el peso propio reducido permitió a los diseñadores añadir 14 pisos en lugar de los 8 diseñados originalmente. Hoy en día, la misma física impulsa las terrazas del piso en torres de gran altura, vigas de puentes y paneles prefabricados.
📐 Nota de ingeniería
Tres términos relacionados especifican el mismo estado del material en diferentes momentos: densidad fresca (en la ubicación, más alta), densidad de secado en horno (después de la prueba ASTM C567) y densidad de equilibrio (vivo, seco en horno + 50 kg/m alcanzado después de 90 días para LWAC normal o 180 días para ejemplos de alta resistencia). Las especificaciones deben especificar cuál es pertinente, ya que los diseñadores operan solo con masa y peso en equilibrio en servicio.
Para un estudio más amplio de los subtipos de hormigón ligero “celular, espumado, CAA y basado en agregados “, consulte nuestro descripción general de los tipos de hormigón ligero.
Los seis tipos de materiales agregados ligeros

Producir y utilizar LWAC
Cada una de las más de una docena de familias de agregados comerciales se origina a partir de uno de tres procesos de fabricación: la sinterización de subproductos de desechos industriales; la expansión térmica de sustancias naturales y de fácil acceso; o la molienda de mampostería volcánica infinitamente porosa. La decisión que se decide también afecta la densidad final, la resistencia a la compresión y los límites de automatización. Combinando los tres historiales de producción con los resultados basados en estándares de la sección Trabajo relacionado, la siguiente tabla condensa las densidades aparentes de secado al horno:
| Tipo agregado | Nombres comerciales comunes | Densidad Seca (kg/m³) | Uso típico |
|---|---|---|---|
| Arcilla expandida, esquisto, pizarra | LECA, Aglita, Solita, Haydita, Estalita | 320-960 | Estructural “tableros de gran altura, vigas de puente |
| Cenizas volantes sinterizadas (PFA) | Lytag | 770-960 | Estructural « utilización de subproductos, menor carbono incorporado |
| Escoria expandida peletizada | Pellite | 800-1000 | Disponibilidad estructural, regional |
| Escoria de alto horno espumada | — | 670-920 | Disponibilidad estructural, regional |
| Pumice (volcánica natural) | — | 480-880 | Estructural donde esté disponible localmente; no estructural |
| Clinker de horno | — | 720-1040 | Bloques no estructurales, relleno |
| Partículas de madera/plástico | — | 320-480 | Aislamiento no estructural |
| Vermiculita/perlita expandida | — | 60-160 | Aislamiento no estructural, ignífugo |
La arcilla expandida, el esquisto y la pizarra son, con diferencia, la forma dominante de material estructural, ya que el proceso de expansión en horno rotatorio, que utiliza calor para alcanzar una temperatura de aprox. 1200 °C, hace que el volumen de partículas aumente rápidamente y se desarrolle una red de poros cerrados de 5 300 °C. La densidad relativa desciende de ca. 2,65 precalentamiento a ca. 1,55 post-enfriamiento y producción de una superficie cerámica vítrea que se adhiere fuertemente a la pasta de cemento. Las cenizas volantes sinterizadas (Lytag) siguen un camino ligeramente diferente en el que las cenizas de combustible pulverizadas se peletizan con un aglutinante y se sinterizan a una temperatura específica.
Dado que la materia prima es un subproducto de la generación de energía a base de carbón, las cenizas volantes sinterizadas tienen un valor de carbono incorporado más bajo que la arcilla virgen expandida.
¿cuál es el agregado liviano más liviano?
La vermiculita expandida es, con diferencia, el agregado liviano más liviano suministrado comercialmente (densidad seca 60-160 kg/m aproximadamente 0,1 de la de la arcilla expandida). La perlita tiene un carácter similar. Ninguno de los dos es adecuado cuando se va a utilizar hormigón estructural no aislante, que tenga una resistencia demasiado baja.
Pero para soleras ignífugas, aislamiento de paredes huecas y revoques livianos, son adecuados ya que la conductividad térmica masiva del concreto de vermiculita suele ser <0,10 W/mK. La aparente desventaja es la fragilidad inherente y la baja resistencia a la compresión, a menudo <3 MPa con vermiculita y perlita, por lo que sólo se utilizan en circunstancias sin carga en las que el aislamiento, no la resistencia, es el criterio básico.
Propiedades mecánicas: cómo se comporta LWAC de manera diferente

La distinción mecánica más significativa no es la resistencia sino la rigidez, ya que el LWAC toma la misma carga pero se deforma más al mismo tiempo, ya que su módulo elástico es menor. La siguiente tabla muestra generalmente valores de rango medio a partir de los datos de referencia de la Portland Cement Association, citados originalmente por Holm (2000):
| Propiedad | LWAC | Concreto de peso normal |
|---|---|---|
| Densidad de diseño (kg/m³) | 1850 | 2400 |
| Resistencia a la compresión f'c (MPa) | 20-50 | 20-70 |
| Resistencia a la tracción (MPa) | 2.5 | 3.0 |
| Módulo de elasticidad E (GPa) | 17-28 | 20-40 |
| Contracción por secado de 1 año (microdeformación) | 600 | 550 |
| Arrastre específico (microcepa/MPa) | 70-150 | 70-120 |
El modo de falla tiene en cuenta el módulo elástico reducido. Para el peso normal, la trayectoria de la grieta del concreto se produce a través de la matriz de pasta de cemento que rodea las partículas de agregado, porque el agregado es mucho más rígido que la pasta. En LWAC, las partículas de agregado livianas son más comparables, igual de rígidas en comparación con (o más débiles) la pasta y se aplastan, lo que conduce al paso de la grieta a través del agregado. Por esa razón, el nivel de resistencia a la compresión estructural está determinado por la resistencia del agregado y este límite establecido se conoce como techo de resistencia, inicialmente registrado en ACI 213R-03.
En consecuencia, el aumento del potencial de contenido de cemento no puede dar como resultado una mejora de f'c para una ración W/cm mayor que aquella donde aparece el techo de resistencia (puede lograrse disminuyendo el tamaño máximo del agregado).
Simplemente parece que cuanto más ligero sea el material, más quebradizo será el hormigón y el corte y la extracción serán el mayor problema.
« Ingeniero estructural en el foro de discusión Eng-Tips
Esa preocupación de los profesionales se explica por el código: Eurocódigo 2 La Sección 11 introduce factores de reducción en la resistencia al corte y la unión entre el refuerzo y el LWAC basándose en la menor rigidez del agregado, lo que reduce la contribución del enclavamiento del agregado al corte. El diseñador modifica la reducción del espaciado de los estribos o especificando una mezcla LWAC de mayor resistencia.
¿es el hormigón agregado ligero más resistente que el hormigón normal?
En términos de resistencia absoluta a la compresión, el hormigón de peso normal es el ganador (alcanzando 70-100 MPa en mezclas de producción, mientras que el LWAC alcanza un máximo de alrededor de 50-70 MPa en aplicaciones estructurales típicas). Sin embargo, en términos de relación resistencia-peso, el LWAC supera consistentemente. El puente Stolma en Noruega todavía ostenta el récord mundial de construcción de hormigón en voladizo libre con un tramo principal de 301 metros, logrado utilizando 70,4 MPa LWAC para la sección central ñan, el hormigón de peso normal equivalente habría fallado por su propio peso antes de alcanzar el tramo. La selección de qué medida de resistencia o carga confiar es prácticamente irrelevante dependiendo de si la estructura está controlada por carga o tramo.
Rendimiento térmico y contra incendios

La estructura de poros celulares que proporciona su definición al agregado liviano también proporciona a LWAC sus importantes propiedades de aislamiento térmico, pero la magnitud del rendimiento depende en gran medida de qué clase de densidad está en servicio. Hay dos rangos reportados en la literatura y la combinación de los dos causa errores de especificación.
0.58-0.86
W/m·K « LWAC estructural (¦1850 kg/m³)
0.09-0.16
W/m·K « LWAC aislante (vermiculita, perlita)
1.4-2.9
W/m·K « Hormigón de peso normal
El LWAC estructural con una densidad de alrededor de 1850 kg/m³ conduce calor a aproximadamente 0,58-0,86 W/m·K «aproximadamente un tercio de la velocidad del hormigón de peso normal, pero aún muy por encima del aislamiento diseñado específicamente. El LWAC aislante no estructural que incorpora gotas de vermiculita o perlita en el rango de 0,09-0,16 W/m·K, acercándose al rendimiento de la lana mineral, pero con una resistencia a la compresión inferior a 3 MPa. La especificación debe hacer coincidir el producto adecuado con el régimen de carga adecuado.
En resistencia al fuego, LWAC ofrece un beneficio tangible. También en este caso la estructura de poros celulares que disminuye la conductividad térmica se correlaciona con una reducción del calor que ingresa al acero de refuerzo durante un incendio. Las clasificaciones de resistencia al fuego ACI 216.1 para losas LWAC permiten un espesor equivalente más delgado para la misma clasificación por hora en comparación con el concreto de peso normal ñan y esta es una razón práctica por la cual LWAC domina las plataformas de piso en estructuras de gran altura con estructura de acero, donde evitar la protección contra incendios rociada en el plafón de la plataforma metálica reduce costos y simplifica el comercio.
Mezcla Diseño y Producción
Cuando se utiliza ACI 211.2, entran en juego dos métodos de dosificación: el método de volumen absoluto (basado en la gravedad específica y un picnómetro) y el método volumétrico (usando humedad suelta). El método del volumen absoluto será más frecuente cuando se utilice el dosificación ya mezclada; el método volumétrico se utiliza con mayor frecuencia para el dosificación en el sitio. Ambos métodos deben conciliar simultáneamente una complicación separada de la del peso ligero normal: el agregado ligero absorberá una cantidad significativa de exceso de agua a un ritmo más rápido que lo que ocurriría en el hormigón no agregado, alterando el efecto w/cm en el momento de fraguar.
⚠¦ Importante « Absorción de agua agregada las 24 horas
Los agregados livianos de grado estructural absorben 5-20% en peso de agregado seco durante una inmersión de 24 horas (ASTM C127 / C128). Si el contenido de humedad del agregado no se determina en el momento del dosificación, o si la muestra no está previamente empapada, es poco probable que la mezcla mida correctamente su relación p/cm, y esto puede resultar en un error de cientos de litros de agua por metro cúbico.
¿por qué remojas previamente el agregado liviano?
El remojo previo, también llamado humectación previa, consiste en sumergir o rociar intencionalmente agregados livianos, antes del dosificación, para desplazar el aire en los poros del agregado con agua libre que sería absorbida por la pasta de cemento. Esto tiene como objetivo reducir el aire de los poros del agregado sin saturación total, acercando el agregado lo suficiente al valor de absorción de 24 horas para que la absorción adicional en la mezcla y a través de la bomba termine siendo mínima. Eso luego estabiliza la relación efectiva w/cm y evita dos modos de falla: bajas resistencias a la compresión, para agregados “sedientos” que eliminan toda el agua de mezcla, y bloqueos en la línea de la bomba, causados por la absorción continua que causa un aumento en la rigidez aparente de la mezcla durante el vertido.
Con agregado que se absorbe lentamente en la humectación ambiental, la saturación al vacío reduce este período de absorción de semanas a horas.
De manera similar, el agregado previamente empapado ofrece la capacidad de lo que la Guía ACI 213R denomina curado interno: una vez que finalice el curado de la superficie externa, el agregado humedecido externamente continuará emanando agua dentro de la matriz en pleno desarrollo, retrasando las tensiones derivadas de la hidratación del cemento y la acción puzolánica. mucho después de que se pudiera colocar el concreto curado externamente. El beneficio puede ser un carácter mejorado de la zona de transición interfacial, una menor permeabilidad y menos grietas por contracción en edades tempranas, lo que para Lam (2005) se consideró un beneficio crítico de durabilidad, en lugar de un efecto secundario afortunado.
Para la práctica de bombeo actual, como lo indican las líneas guía de la Asociación Nacional de Concreto Mixto Listo, CIP36 es un asentamiento mínimo de 75 mm (3 «) antes de agregar aditivos reductores de agua, líneas de bomba de un diámetro mínimo de 125 mm (5 «); trabajos de tuberías limpios y bien lubricados, las transiciones de la sección de tubería fija a una tubería flexible deben estar libres de abrasión y áreas de restricción, la presión de la bomba debe minimizarse para el sistema hidráulico utilizado. 4-8% arrastre de aire para agregado máximo de 19 mm (3/4 «) o 5-9% para agregado máximo de 9,5 mm (3/8 «)-4500 psi LWAC después de la prueba utilizando ASTM C173 (no use el método de presión, use el método volumétrico).
- Determine el asentamiento y el tamaño agregado máximo nominal para el método de colocación.
- Calcule el agua mezclada en SSD verter agregado seco
- Elija aproximadamente w/cm que apunten a la densidad de equilibrio, no a la densidad fresca. (W0 es el contenido de agua objetivo que depende del diseño de la mezcla)
- Calcule el contenido de cemento (más que NWC para el mismo f'c)
- Estimar volúmenes agregados gruesos y finos; mezcla de prueba; ajustar
- Dado que se mide volumétricamente, el contenido de aire debe verificarse con ASTM C173, no con C231.
Aplicaciones industriales y estructurales

El hormigón agregado liviano es costoso cuando la reducción de las cargas muertas equivale a una reducción de la estructura total (bases más altas, de mayor envergadura, más livianas o más acceso sísmico). Cinco categorías de aplicaciones representan la mayor parte del volumen.
Las plataformas de piso de gran altura dominan como el mercado individual más grande. El One Shell Plaza de 50 pisos, Houston, terminado en 1971, utilizó LWAC en toda la estructura, incluido el tapete, con una densidad de diseño de 1840 kg/m³ y una resistencia a la compresión de 42 MPa. La misma lógica se utilizó en Bank of America Plaza en Atlanta con 55 pisos (altura 311,8 m). En edificios de gran altura con estructura de acero, el LWAC utilizado en una plataforma de metal alcanzó la misma capacidad de incendio que el NWC con una profundidad/espesor de plataforma más delgado, ahorrando el gasto asociado con la pulverización de la protección contra incendios debajo del plafón de la plataforma.
Las plataformas y vigas de puente aprovechan la ventaja de resistencia al peso. La cubierta superior original del Puente de la Bahía de San Francisco-Oakland (1936) permanece en servicio. Le siguieron los puentes de la bahía de Chesapeake (1952,1975) y el puente Benecia-Martínez (2007).
El puente Stolma, en Noruega, mostró los límites que se pueden alcanzar en el récord mundial de envergadura libre de 301 m utilizando LWAC de alta resistencia a 70,4 MPaf ‘c donde el peso propio de NWC no es posible. El condado de Coweta, Georgia, ha demostrado que 70 MPa LWAC a 1920 kg/m³ puede construir vigas pretensadas con luces de 46 m
Los paneles prefabricados son más fáciles de enviar si cada panel es más liviano con más metros cúbicos por carga de camión y grúas más pequeñas en el sitio. Luego, bloques de hormigón más ligeros, bloques de construcción más ligeros, paneles de hormigón ligeros y sistemas de suelo de hormigón ligeros.
Para el relleno geotécnico, se utiliza un relleno agregado liviano (generalmente esquisto expandido o arcilla) para entregar 1⁄4 de la carga adicional sobre suelo débil, muros de contención y estribos de puentes. Una densidad seca en el rango de 600-900 kg/m³ reduce el efecto de la presión adicional sobre el suelo inferior en un factor de 2.
Las estructuras marinas y marinas no son algo nuevo para LWAC. Los barcos de hormigón de todo el mundo de la Primera y Segunda Guerra Mundial utilizaron LWAC para la construcción de cascos; algunos cascos que siguen funcionando se utilizan como rompeolas. Las entrevistas para cascos de 55 a 80 años que permanecieron cayeron corroboraron una zona de transición interfacial estrecha con baja permeabilidad y una evidencia empírica a largo plazo de la utilización de LWAC que demuestra resistir una erosión marina severa igual o mejor que NWC con contenidos de aglutinante similares.
Concreto aireado esterilizado en autoclave (AAC): la variante LWAC curada a presión

Además del hormigón agregado liviano, el hormigón aireado esterilizado en autoclave pertenece a la familia del hormigón liviano, pero se produce de manera muy diferente. En lugar de combinar agregado liviano con mortero de cemento, se prepara un gran volumen de suspensión de arena fina de sílice (o cenizas volantes), cemento, cal y agua; seguido de la adición de polvo de aluminio, como agente formador de gas. El polvo de aluminio reacciona con hidróxido de calcio para liberar hidrógeno y expandir una estrecha estructura de huecos de aire 50-80% en la mezcla.
La mezcla se fija inicialmente antes del curado y luego se cura finalmente en un autoclave en un proceso industrial.
Es el paso del autoclave el que proporciona el nombre AAC (esclavizado en autoclave) y propiedades mecánicas. Como [King et al. 2001] un artículo de la Universidad Técnica de Munich afirma que los principales pasos del tratamiento hidrotermal del CAA en cuestión son a 180-200 °C bajo una presión de vapor saturado de 12-15 bar (1,2-1,5 MPa) para un ciclo total de 8-12 horas incluyendo aceleración, permanencia y despresurización. Es en estos parámetros que las fases de hidrato de silicato de calcio se reorganizan para progresar a tobermorita, lo que confiere resistencia a la compresión (promedio de 2-7 MPa, en nuestro caso) y estabilidad dimensional de los bloques terminados.
📐 Nota de ingeniería « Ciclo de autoclave AAC
Curva de funcionamiento del autoclave AAC genérico: fase de vacío 0-0,06 MPa durante 30 min → aumento de presión a 1,3 MPa durante 2 horas → presión de trabajo 1,3 MPa a 193±5 °C mantenida durante 6-8 horas → liberación controlada de presión. Los propios recipientes a presión deben adherirse ASME Sección VIII o GB/T 150, con diámetros de recipiente de 2,5-3,2 m y esloras de 31-65 m para líneas de producción a escala industrial.
Dado que el autoclave es un cuello de botella en la fabricación y el elemento de línea de capital más grande en una planta de CAA, la selección de equipos afecta la economía del proyecto. Diámetro del recipiente a presión, presión de trabajo, automatización del ciclo y tasas de suministro de vapor en combinación para lograr un rendimiento específico por turno. Para los fabricantes de CAA que ingresan al mercado de CAA -- o amplían la capacidad existente para satisfacer la demanda regional -- autoclaves industriales diseñados para la producción de CAA están diseñados de acuerdo con ASME y GB/T 150, disponibles en tamaños en el rango estándar de 2,68 a 3,2 m de diámetro.
Para una comparación lado a lado de AAC versus concreto celular en procesos de producción, clases de densidad y aplicaciones de uso final, consulte comparación de hormigón celular vs AAC.
Desventajas y limitaciones

Tres categorías de compensación determinan cuándo LWAC es la decisión equivocada: costo, sensibilidad mecánica y constructibilidad.
Prima de costos. Según la comparación de costos ESCSI 2026, el concreto agregado liviano listo para mezclar cuesta $175-180 por yarda cúbica en las principales ciudades de EE. UU. frente a $145 por yarda cúbica para NWC, una prima de $30-35 por yarda cúbica o aproximadamente 21-24%. La prima refleja el contenido adicional de cemento necesario para compensar una menor resistencia agregada, la producción de agregado liviano en un horno rotatorio versus la extracción subsumida en la distancia de transporte de un conjunto limitado de proveedores de agregados livianos. Los ahorros estructurales (losas más delgadas, columnas más pequeñas y cimientos más livianos) deben justificar una prima material de $30-35 para la economía del proyecto a trabajar:
✔ Cuando gana LWAC
- Altura alta donde la carga muerta impulsa el tamaño de la columna/fundación
- Puentes y voladizos de gran luz
- Zonas sísmicas (masa inferior → corte de base inferior)
- Productos prefabricados con distancia de transporte
- Cubiertas de piso con estructura de acero que necesitan protección contra incendios
⚠ Cuando NWC es la mejor opción
- Residencial de poca altura donde la masa es irrelevante
- Pisos industriales pesados que necesitan resistencia a la abrasión
- Aplicaciones críticas para la rigidez (control de deflexión)
- Sitios remotos alejados de fuentes agregadas ligeras
- Horario comprimido sin proveedor de LWAC calificado
Alta fluencia y contracción. Contracción por secado de un año de LWAC con un promedio cercano a 600 microdeformación versus 550 para NWC, y fluencia específica que establece entre 70 y 150 microdeformación por MPa versus 70 y 120 MPa por NWC. El aumento es modesto, pero para losas de gran luz o estructuras postensadas debe modelarse explícitamente en el cálculo de deflexión; subestimar la contracción de un año en LWAC ha provocado estanques imprevistos en techos planos y grietas en tramos continuos:
Fricción de constructibilidad. Según informes del foro de ingenieros estructurales en ejercicio, se entendió un modo de falla con LWAC en las plantas: agregado más húmedo de lo que debería ser en el lote, lo que resulta en menos agregado (en volumen) en la mezcla de lo previsto con más humedad de lo previsto y 28 días. déficit de resistencia. La solución está bien documentada en la planta: pesa el contenido de humedad agregada según ASTM C127/C128 y lo compensa aumentando el agua del lote, pero requiere disciplina de la planta que no todos los proveedores de mezcla lista pueden sostener. La segregación de bombeo y el agua de purga también actúan de manera diferente a la NWC y requieren la configuración de la línea de bombeo como se describió anteriormente y las adaptaciones de retardo de acabado de paletas descritas en ACI 302.1:
¿qué es el “hormigón del pobre” y es hormigón ligero?
No. La frase llamado ” concreto del pobre” generalmente implicaría suelo-cemento (una combinación estabilizada de suelo nativo, cemento Portland y agua para usar como base de carreteras y control de la erosión) en lugar de LWAC u otro diseño liviano. Normalmente, el suelo-cemento tiene una resistencia a la compresión más baja (1,5-7 MPa) y no tiene agregados diseñados. La confusión abunda en línea ya que ambos materiales sacrifican algunas de sus capacidades estructurales para lograr un menor costo, pero no son similares ni en composición ni en gobernanza estándar:
Consideraciones de adquisiciones

La base de suministro de agregados livianos está concentrada. En América del Norte: en esquisto, arcilla y pizarra expandidos en horno rotatorio, considerados el agregado estándar LWAC, Arcosa Lightweight, Stalite, Buildex y Utelite -ñonate la mayoría son miembros de Instituto Ampliado de Esquisto, Arcilla y Pizarra. En Europa: dominan Leca (arcilla expandida) y Lytag (cenizas volantes sinterizadas). Los suministros de piedra pómez tienden a ser regionales y siguen a depósitos volcánicos. En un mercado de proveedores tan concentrado, la distancia de transporte por sí sola frecuentemente genera o rompe costos entregados (un proyecto de 800 km desde la planta de agregados LWAC más cercana no es económico versus NWC, incluso donde los ahorros estructurales defenderían LWAC).
Para los fabricantes que deciden la integración vertical en la producción de bloques de AAC, en lugar de comprar LWAC ready-mix, la estructura de capital cambia: la línea de producción, que abarca Sistemas de autoclave de producción AAC y los equipos auxiliares de corte, mezcla y curado se convierten en el proyecto y la economía de la unidad depende de la ubicación de la planta, el rendimiento y el acceso a la materia prima de cenizas volantes o arena de sílice.
Perspectivas de la industria 2026

La investigación de mercado independiente de los últimos años ha pronosticado consistentemente un crecimiento anual compuesto de un solo dígito para el concreto agregado liviano hasta principios de la década de 2030. Investigación GrandView cita un crecimiento anual compuesto de 5,9% entre 2025 y 2033, mientras que Skyquest sitúa la cifra en 5,41 TP3T hasta 2032. Las cifras de tamaño del mercado publicadas por diferentes empresas de investigación varían diez veces, dependiendo de si se cotizan el mercado agregado, el mercado de premezcla LWAC o las cifras generales de mercado de concreto liviano, por lo que los rangos de tasas de crecimiento estables son un indicador mucho más confiable. que los puntos de referencia absolutos en dólares.
Tres impulsores explican la demanda:
Sostenibilidad/carbono incorporado. Un informe de la industria LWAC de 2026 de Arabia Saudita informa aproximadamente 30% de menor huella de carbono incorporado en comparación con el hormigón convencional. No es una auditoría independiente, pero la lógica direccional es bastante persuasiva: su menor peso propio reduce el tonelaje de transporte, sus menores cargas muertas reducen el acero de refuerzo y el agregado de cenizas volantes sinterizadas sacrifica un subproducto de energía de carbón del vertedero. A medida que LEED v5 y las reglas de adquisición de carbono incorporado de California se endurecen hasta 2027, sus argumentos a favor de las ventajas del carbono incorporado siguen siendo persuasivos.
MENA y Asia-Pacífico La construcción de edificios altos en Arabia Saudita, los Emiratos Árabes Unidos, la India y el Sudeste Asiático está aumentando en intensidad ñan y le sigue la adopción de AAC para la construcción de muros divisorios. Es probable que ambos aumenten la demanda de LWAC.
Las actualizaciones de ASHRAE 90.1, IECC y la Directiva de la UE sobre eficiencia energética de los edificios también favorecen los aislantes de masa térmica en las envolturas. Los bloques de revestimiento aislantes no estructurales LWAC y AAC se compartirán.
Si está analizando un proyecto de 2026, obtenga la calificación agregada de proveedor y el costo entregado en las primeras etapas del diseño (la elección se concentra y las cotizaciones pueden variar ampliamente) y descubra si su mercado de producción de CAA ha experimentado alguna expansión de capacidad, por lo que los plazos de entrega en bloque permanecen entre 4 y 6 semanas. Ambos tienen una gran influencia en la toma de decisiones que una diferencia de costos de 5%.
Preguntas frecuentes
P: ¿Cuál es la densidad típica del hormigón agregado ligero?
Ver respuesta
ACI 213R especifica la densidad de equilibrio estructural de LWAC como 1120-1920 kg/m³ (70-120 lb/ft³). Para mezclas de LWAC aislantes no estructurales con partículas de vermiculita, perlita o madera, las densidades varían hasta 60-480 kg/m³. El hormigón de peso normal se sitúa entre 2300 y 2400 kg/m³ a modo de comparación.
P: ¿Cuál es la resistencia a la compresión máxima que se puede lograr con LWAC?
Ver respuesta
La producción de LWAC de alta resistencia ha alcanzado 70 MPa f'c -ñeza evidente en el proyecto del puente Stolma en Noruega y el proyecto de vigas pretensadas del condado de Coweta en Georgia, EE. UU. Existen limitaciones de resistencia agregadas en el extremo superior de este rango, pero las mezclas de investigación en curso están superando estos límites con tamaños máximos de agregados más pequeños estructuralmente optimizados y adiciones cementosas.
P: ¿Es impermeable el hormigón agregado ligero?
Ver respuesta
Ningún hormigón es resistente al agua y LWAC se ubica con el resto del género. El agregado en sí es permeable -ñanamente hasta 5-20% de su peso seco en agua durante veinticuatro horas -, pero la matriz de pasta de cemento en LWAC correctamente curado en realidad tiene una clasificación de permeabilidad más baja que el NWC equivalente, debido a la densificación dentro de la matriz cementosa a medida que se produce más curado interno para densificar la zona de transición interfacial. Para propiedades indestructiblemente estancas, los consultores aún especifican aditivos y revestimientos de barrera.
P: ¿Se puede utilizar LWAC al aire libre en climas helados y deshielos?
Ver respuesta
Sí, con aire arrastrado aditivado. La guía recomendada incorporada por ACI para un tamaño máximo de agregado de 19 mm es aire arrastrado de 4-8%, para agregados de 9,5 mm es aire arrastrado de 5-9%, que puede verificarse mediante una prueba de medición volumétrica ASTM C 173. La instalación de exposición marina Treat Island Maine del Cuerpo de Ingenieros del Ejército de EE. UU. ha administrado más de 100 ciclos de congelación y descongelación por año en las mismas muestras de LWAC durante muchos años, hasta un tercio de la tasa de pérdida de peso que NWC.
P: ¿Cuánto más cuesta LWAC que el hormigón normal?
Ver respuesta
En las principales ciudades de EE. UU., ESCSI rastreó la mezcla LWAC a $175-180 por yarda cúbica en 2026 frente al hormigón de peso normal a $145 por yarda cúbica « una prima de 21-24%. Los ahorros estructurales en forma de losas más delgadas, cimientos más livianos y más producto transportado por camión tienden a compensar esta carga premium por carga en proyectos, puentes y trabajos prefabricados de mediana y gran altura. La construcción residencial de poca altura normalmente hace que un argumento de LWAC sea difícil de vender económicamente.
P: ¿Cuál es la diferencia entre el hormigón agregado ligero y el hormigón celular?
Ver respuesta
La longevidad no tiene por qué ser un problema con LWAC, ya que la baja densidad se logra reemplazando el agregado ordinario con un agregado liviano poroso, y los componentes de cemento, agregado y agua siguen siendo los mismos que para una mezcla de concreto tradicional de alta densidad. El hormigón celular o espumado tiene una densidad menor al incorporar aire arrastrado a la mezcla en el rango de 25-75%. Utilizar un agente espumante como aditivo de arrastre es lo más típico sin agregado grueso. El hormigón celular puede proporcionar resistencias estructurales en el rango de 0,5 a 15 MPa, mientras que el LWAC a menudo puede alcanzar de 17 a 70 MPa. Vea la guía dedicada para comparar procesos.
P: ¿Se puede reforzar el hormigón agregado ligero con barras de refuerzo?
Ver respuesta
Yes-ñecan y la mayoría de los LWAC estructurales se pueden reforzar exactamente de la misma manera que NWC. El LWAC estructural ha sido designado con disposiciones en ACI 318 desde la edición de 1963. La Sección 11 del Eurocódigo 2 ofrece factores de reducción para la resistencia al corte y la longitud de desarrollo de la unión para tener en cuenta la contribución reducida del enclavamiento del agregado, pero la metodología de diseño de hormigón armado por excelencia sigue siendo la misma. Por lo general, el espaciado entre estribos de refuerzo se puede aumentar gradualmente para tener en cuenta los factores de reducción y aumentar la relación acero-hormigón.
¿producir bloques de CAA o curado de concreto liviano a escala?
los autoclaves industriales diseñados específicamente para soportar líneas de producción AAC y LWAC y procesos de curado están disponibles con certificación ASME y GB/T 150, con diámetros de 2,68 m y 3,2 m.
Acerca de este análisis
Este resumen consolida puntos de datos de concreto agregado liviano de varias fuentes, incluidas ACI 213R, ASTM C330, Eurocódigo 2 parte 1-1 sección 11, el informe al que se hace referencia ESCSI/PCA 2008 de Richard P. Bohan y John Ries, los archivos técnicos de Concrete Society y el Concrete Centre UK, y fuentes académicas experimentales confirmadas como TUM Munich que asesoran sobre los parámetros de rendimiento del autoclave AAC. La fabricación y los parámetros del autoclave se extrajeron directamente de la experiencia de Taiguo Boiler-ñecanistan desde 1976, que entrega autoclaves industriales a nuevas empresas de fabricación de AAC en más de 100 países diferentes.
Referencias y fuentes
- Guía ACI 213R-14 para hormigón estructural ligero agregado « Instituto Americano del Concreto
- Especificación estándar ASTM C330 para agregados livianos para concreto estructural « ASTM Internacional
- Eurocódigo 2 (EN 1992-1-1) Sección 11 « Estructuras de hormigón agregado ligeras « Comisión Europea JRC
- Hormigón Agregado Estructural Ligero (PCA 2008) « Richard P. Bohan y John Ries, Asociación de Cemento Portland e Instituto Ampliado de Esquisto, Arcilla y Pizarra
- Guía de especificaciones de hormigón ligero « The Concrete Centre, Reino Unido
- Referencia de yemas de los dedos de hormigón agregado ligero « The Concrete Society, Reino Unido
- CIP36 Estructural de Hormigón Ligero «Asociación Nacional de Hormigón Mixto Listo
- Producción de Hormigón Aireado Autoclavado con Materias Primas de Sílice «Universidad Técnica de Munich
- Comparación de costos del concreto liviano (2026) « Instituto Ampliado de Esquisto, Arcilla y Pizarra
- Práctica estándar de ACI 211.2 para seleccionar proporciones de hormigón estructural ligero « Instituto Americano del Concreto
Artículos relacionados
- Concreto ligero: los 6 tipos comparados (celular, CAA, agregado, espuma) « Descripción general del pilar que cubre cada subtipo de hormigón ligero
- Hormigón celular ligero vs AAC: Guía de producción 2026 « Comparación de líneas de producción para operaciones de CAA y concreto celular
- Autoclaves Industriales para AAC y Curado Compuesto «Soluciones de recipientes a presión para la fabricación de bloques AAC y el curado de hormigón ligero