Get in Touch with Taiguo

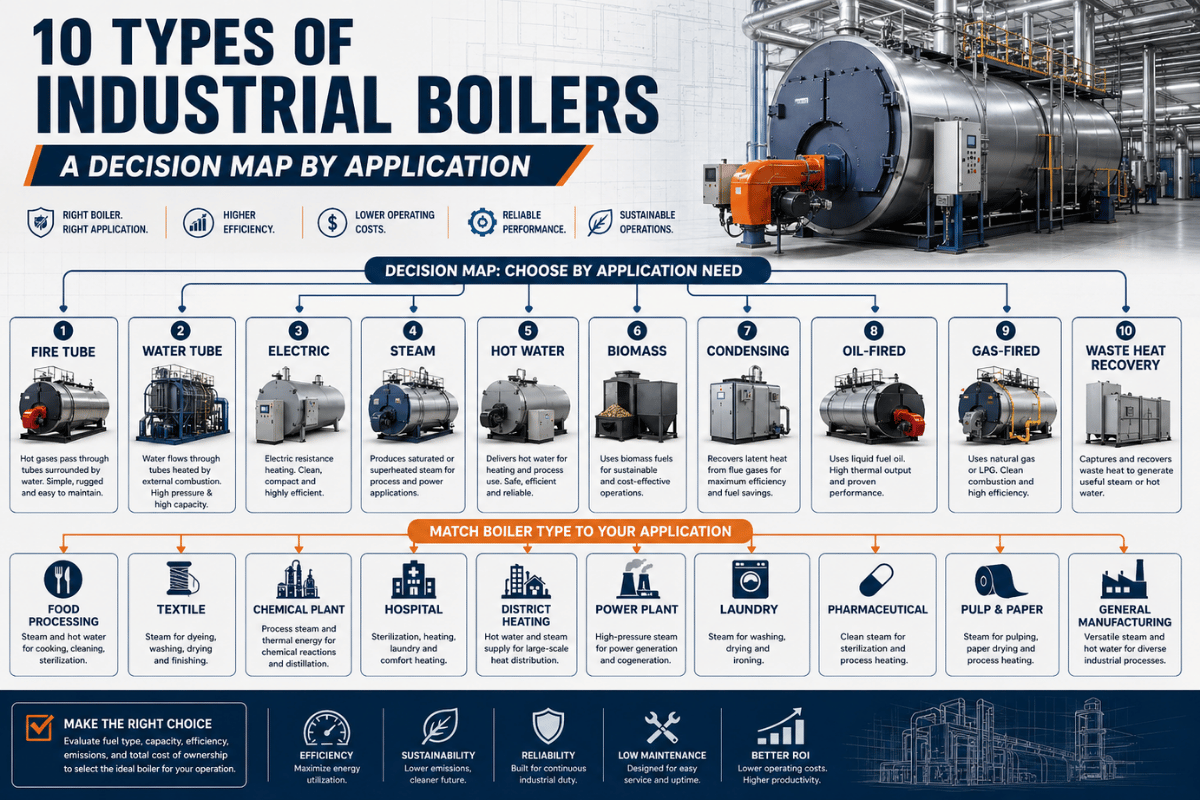
The selection of the primary boiler types for an industrial plant is comfortably not an academic e×ercise – it is a procurement choice with a seven-figure cape× and decade long ope× impact. This primer attempts to survey the 10 industrial boiler types, their parameter envelopes, which really separate them and an Application Decision Matrix that identifies for each industry both a traditional primary and an alternative selection. Where the industry’s own info is solid we reference it and where the best choice is site specific we say so, clearly.
This taxonomy adopts the American Boiler Manufacturers Association (ABMA) nomenclature with construction-, fuel- and application-axis distinctions mapped to the 2025 edition of the ASME Boiler and Pressure Vessel Code.
Quick Specs — Industrial Boiler Reference
| Capacity range | 0.1 – 700+ t/h steam (vertical-package → large CFB) |
| Pressure range | ~10 – 3,000+ psi (0.7 – 200+ barg) |
| Common fuels | Natural gas, LPG, diesel, heavy oil, wood chip/pellet, coal, electricity, thermal oil |
| Key standards | ASME BPVC Section I (2025 edition), National Board NB-23, NFPA 85, EPA NESHAP Boiler MACT |
| Market 2025 | ≈ USD 12.1B globally; 3.66–5.4% CAGR projected through 2034 |
| Lead time | ~4 weeks (factory-package vertical) → 6–12 months (field-erected CFB or HRSG) |
1. How Industrial Boilers Are Classified (A 3-Axis Framework)

The quickest way to understand “10 types of industrial boilers” is to understand they are not a list of flat – they show as points in space with three axes: structure (the method of heat transfer), combustion/fuel (the material burned or used), and application (the obtained energy). Individual listings most often combine them into one dimension – this is why choosing is difficult.
This is where the official ABMA taxonomy resides. ABMA clearly identifies:There are two basic types of boilers: firetube and water tube. The fundamental difference between these boiler types is which side of the boiler tubes contain the combustion gases or the boiler water/steam.
Building upon this definition, the same organization notes Waste Heat Recovery Boilers (WHRBs) and Heat Recovery Steam Generators (HRSGs) as engineered versions utilizing the exhaust heat in lieu of a primary heat source.
A second layer of construction just above the machinery is the fuel axis. A fire-tube-water-tube-boiler-difference“>water-tube boiler fuelable by natural gas, oil, biomass, coal or—more and more—electricity thus sets the pressure upper-limit and the response characteristics; the fuel sets the operating cost, the emissions envelope and (often) which standards are relevant.
This is the main point of application–where most selection errors will be made. A 30 t/h boiler providing continuous steam to a pulp mill is not applying the same controls engineering as a 30 t/h boiler providing intermittent process heat to a textile dye house–not equivalent engineering questions with identical nameplate capacity. The American Boiler Manufacturers Association’s 2019 technical brief comparing boiler types makes it clear with a worked example: in heavy-duty 24/7 operation a fire-tube boiler saved roughly S0eSzip/year in fuel versus a comparable water-tube; in 8-hour, 5-day-per-week light-duty operation the water-tube saved Hfevusap/year–because the fire-tube’s substantial water content lost more heat in off cycles than its somewhat greater steady state efficiency gained while firing.
The lesson: ask about the load profile and an argument about type can be had.
📐 Engineering Note
A simple 3 axes worksheet: note (1) your steam or hot-water flow rate and pressure, (2) the fuel(s) available at your site with delivered cost and 24 month supply confidence, and (3) your hours of operation a year and your load profile (continuous, 2-shift, batch). Most of the 10 types below are decided in 15 minutes from those 9 numbers.
2. Type 1 — Fire-Tube Boilers (WNS, Scotch Marine)

In a fire-tube boiler, hot gases from combustion pass internally through tubes, with water in the shell surrounding the tubes. This is the predominant design by number of units in the 5-100 MMBTU/hr category, and the WNS and Scotch Marine constructions Taiguo ships in this category are direct descendants of the Scotch Marine multi-pass horizontal layout that has been built for over a century.
What is the difference between fire-tube and water-tube boilers?
Where fire-tubes go: caps around the practical pressure at about 300-350 psi (ASME shell-design maximum at large diameter). Heavy oil soot buildup collects in tube interiors, harder to clean than water-tubes. Long warm-up period (often hours) – thermal shock risk on multi-pass designs. Higher off-cycle heat losses (large water mass). Soot buildup in heavy oil firing is difficult to clean.
A textbook figure for the top end of the economy of fire-tube boiler is 16,000-20,000 lb/hr. That ceiling has moved up: the ABMA 2019 brief records single-unit fire-tube boilers “over 100 MMBTU/hr, or about 2,500 HP” roughly 86,000 lb/hr of steam at 100 psi. Lesson for procurement: do not let the old rule of thumb auto-route you toward a water-tube just because you pass 30,000 lb/hr.
Some European firetubes operate with as little as 3.5 ft2/ HP. However, tests have actually shown a boiler with around 4.5 ft2/ HP can perform more efficiently than one at 5 ft2/ HP.
✔ Advantages
- .Lower capex per unit of steam in the less than 50,000 lb/hr range
- .Large water content buffers short peak loads (10 minutes) without large pressure dips
- .Buffer forgiving on feedwater quality – water surrounds tubes, difficult to block circulation
- .Steady state efficiency is greater than for the other common types when sized in the 4.5 ft2/ HP region
⚠ Limitations
- .Pressure cap ~300-350 psi (ASME shell-design limit at large diameter)
- .Slow warm-up cycle (often hours) – thermal shock risk on multi-pass configurations
- .Higher off-cycle thermal losses (large water mass) penalize intermittent operation
- .While Soot from heavy oil firing deposits in tube interiors, results in harder-to-clean than water-tubes
In a fire-tube where they are optimum: continuous steam at 300 psi where capacity is below ~80,000 lb/hr – food & beverage, textile dyeing, smaller pulp lines, hospital plant rooms. Taiguo’s WNS fire-tube steam boiler series is a 3-pass wetback configuration in this envelope
3. Type 2 — Water-Tube Boilers (SZS, D-Type)

In a water-tube boiler, water passes through the tubes while the combustion gases pass around the tubes. The ABMA Boiler 101 baseline notes “watertube boilers are used where high steam pressures (3,000 psi, sometimes higher) are required” – indicating a key sales-mix characteristic: while fire-tubes comprise the majority of boiler sales based on number of units, water-tubes comprise the majority of boiler capacity.
Dominant industrial geometry is the “D-type” – two drums ( a steam drum on top, a mud drum below) connected by bent tubes sculpted to create a furnace box on one side, and a convection bank on the other side. variations include the more symmetrical A- and O-types used for the highest capacities and super heated steam. Taiguo’s SZS steam and hot water boiler series is a D-type in the 4–35 t/h industrial envelope; large fabricators such as Hurst and Babcock & Wilcox build water-tube configurations to about 1,000,000 lb/hr at 1,000 psi.
Why pay more for a water-tube?
Three reasons typically justify the capex premium: pressure capability over 350 psi, the ability to generate superheated steam (needed for steam turbines and many chemical processes), and faster response to load changes because there is less water to reheat. ABMA’s brief is unambiguous that “the relatively small water and steam capacity means that it takes less energy to warm up the boiler, improving the dynamic efficiency.”
“Water tube boilers will be easier to clean by standard methods– soot blowers, scrapers– than fire tubes. You start building up soot and ash deposits in the fire tubes, with no way to clean them while running, and it can bring you down. With #6 fuel oil that’s a real concern.”
📐 Engineering Note
Water-tube feedwater chemistry is unforgiving: a single scaled tube can burn out and end the day. ASME BPVC Section I (2025) prescribes the construction rules but not operating water chemistry– that is set by the boiler-water guidelines published by ASME and the National Board (NB-23), and you must size your deaerator, softener, and blowdown around the operating-pressure tier. Below 300 psi the chemistry envelope is forgiving; above 600 psi the tolerances tighten sharply.
Where water-tubes win: high-pressure or superheated steam, capacity above ~80,000 lb/hr, applications driving steam turbines (power generation, large CHP), and continuous chemical/refining process loads. They are the default option once you exit the fire-tube envelope.
4. Type 3 — Oil & Gas-Fired Boilers

Oil- and gas-fired industrial boilers– most often specified as an industrial steam boiler in continuous-process facilities– are the volume leaders of the market and the segment forecast to grow fastest through the early 2030s. Industry market research shows natural-gas-fired boilers as the fastest-growing sub-segment from 2025 to 2032, mainly because tightening NOx and PM emission rules under the EPA Boiler MACT NESHAP framework favor cleaner gaseous fuels over heavy oils.
Construction choice is independent of fuel selection– both fire-tubes and water-tubes are engineered for gas, light oil, heavy oil, or dual-fuel operation. What differs is the burner, the furnace size, and the emissions controls. Premix burners common on gas units produce a small, contained flame and can sometimes be installed in single-pass fire-tubes with no separate furnace; heavy oil and dual-fuel installations require a larger combustion volume to keep the flame temperature in check.
Is natural gas still the right call in 2026?
In most US, MENA and Asia-Pacific conditions yes – where delivered as a gas, natural gas is still the cheapest combination of capex and opex on most industrial fuels when used to the meter, with condensing-flue-gas designs controlling net combustion efficiency above 95% on saturated steam. In areas with a sizeable and aggressive carbon-pricing space (parts of California, the Northeast US, EU CBAM-exposed industries), procurement teams are quickly turning into gas-hybrid heat-pump systems and full substitution direct-electrification ahead of the global gas curve as covered in the Cadent heat-decarbonisation Q2 2026 paper and, of course, the IEA Energy Technology Perspectives (ETP) 2026.
“The most common mistake in industrial steam electrification is to approach it as a simple equipment replacement — taking the existing gas boiler as the reference and just swapping in an electric unit. That ignores the chance to redesign the steam system to lower temperatures and deliver higher FTF, which is where the true gains reside.”
The gas versus oil comparison info is a good read if you still have fuel choice in mind – most retrofit proposals are reviewing that for the first time in 10 years.
5. Type 4 — Biomass-Fired Boilers (DZL, SZL)
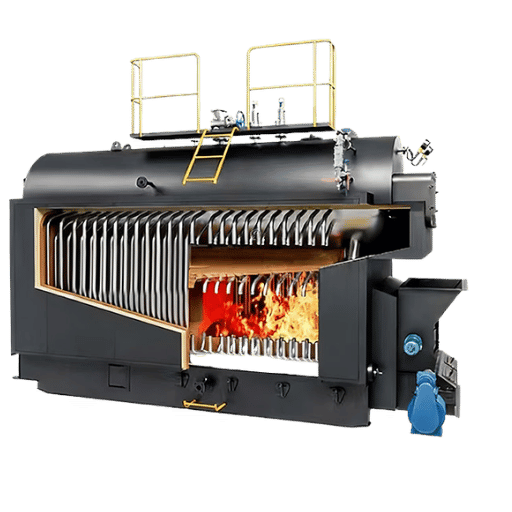
Biomass-fired boilers combust short rotation energy crops, agricultural residues (rice husk, bagasse, palm kernel shell) and virgin wood along with wood chip and wood pellet from dedicated plantations or nature replacement areas. They are 90-95% water-tube based with greater furnace volumes than an equivalent sized oil/gas boiler to give everything enough residence time, with suspended particle treatment, and highly abrasive ash. Taiguo’s DZL chain grate and SZL biomass co-controllers vary from 2 to 35 T/H.
The economic comparison for biomass is site specific – delivered fuel cost, multi-year confidence on supply, and access to off sets or rate-based renewable-heat credits. For sites where all 3 strain together (furniture/wood furniture plants, sugar mills, EU emissions trading sources) biomass wins on their 10-year LCOHE total cost indication. Where mismatched (higher fuel costs, high ash/sorbabilty residence time requirement increase, lower coal ratio, no certificate access), the higher capex (1.6-2.2x a similarly sized gas option) and ash labor swing the opposite way.
💡 Pro Tip — Fuel-Spec Discipline
Biomass is particularly affected by high water content (<35% for chip), high particle size and high chloride content (palm kernel or cane residue – superheater erosion) in the delivered fuel. Don’t expect the cheapest delivered chip to be the most economical on cost for the boiler availability drag from feeding out of spec moisture content. Establish your fuel spec criteria stat at the time you confirm for size.
The relative economics of biomass boiler sizing is more complicated – the larger the unit, the bigger the capex jump from building a normal plant to build a biomass plant goes, of course, and therefore the size points for economic parity are different depending on fuel source. For that reason, see Taiguo’s sizing guide, and for total cost in current 2026 business conditions, the Cost Manual for Industrial Biomass Boilers.
6. Type 5 — Coal-Fired Boilers (Chain Grate, Pulverized)

Industrial coal-fired boilers are two styles: chain-grate stoker plants (refractory-lined combustion chamber where graded lump coals are discharged onto and moved by a vibrating grate through out the firing cycle, the dominant form up to 4-35 t/h industrial DZL / SZL package units) and pulverized-coal fired water-tube units that fire at much larger scales. Both are water-tubes because solid-fuel use requires a furnace volume that fire-tube shells can’t economically contain.
Decisions about coal-fired boilers are now driven more by regulation than by technology. New and existing industrial coal-fired boilers in the United States are now being limited in their emission of hazardous air pollutants by the final EPA Boiler MACT NESHAP rule (reconsideration revisions through 2025); regimes are no different in the EU. Morphs in this cumulative effect: new builds of dedicated coal-fed industrial boiler plants have disappeared in OECD bases, except for in Southeast Asia, South Asia, and Africa where coal is still cheap (with handfuls of retrofit cases to replace old cement, sugar, and textiles positions).
⚠️ Important — Regulatory Pitfall
A frequent error in coal-fired boiler upgrades is to assume that an existing emission permit will transfer to a new replacement unit. In most areas, eliminating more than circa 50% of a pressure-part burnout requirement in these units will require re-permitting at a higher MACT threshold. Double-check the permissible emissions pathway with the local AQ regulatory authority before signing off on the boiler scope; a late reclassified project will be self-defeating in the shop fabrication stages.
Industrial electric steam boilers generate steam or hot water from resistive heating elements (the LDR builds, common up to 4 T/h) or from electrode units that run current direct through the boiler water (the WDR builds, scalable much higher). Electrical-to-thermal efficiency is approximately 99%; site emissions zero. Carbon footprint depends on the grid mix.
The classical idea of electric-boiler “for small loads only” is now in serious doubt at industrial scales. Sierra Club’s 2025 Embracing Clean Heat report, along with the European Heat Pump Association, show that electric boilers – along with industrial heat pumps – are the most direct and least-cost decarbonization pathway for steam-hungry and hot-water processing studies, in areas with low-carbon electricity grids and stable industrial electricity prices.
Are electric boilers practical at industrial scale?
Yes, in three specific cases: one, where the boiler “cannot get there from here” with natural-gas supply (remote facilities, food facilities that sit in residential zones and have no ability to build natural-gas infrastructure); two, where on-site emissions must be controlled (pharma clean utilities, hospital sterilization, semiconductor substrate handling); three, where the site can access cheaper off-peak power and is able to plan around gridsourced (voluntarily variable-price) energy markets to push opex below natural gas-equivalent levels (a siteby- site issue that should not be blindly assumed).
Be mindful of the system engineering gain opportunities lost when the electric boiler is scaled to go hot/off from the very same steam parameters as the gas boiler; these projects typically leave 15-25% of the delivered energy efficiency gain on the (thermal mass-temperature) table (by designing for low steam temperature at the process). Gain opportunity sits in lowering steam temperature where the process allows, increasing condensate return and adaptable thermal storage.
8. Type 7 — Thermal Oil Heaters (YYQW, YGL)

A “thermal oil heater” is technically a step removed from the steam “boiler” in the traditional sense – a salt- or mineral-based synthetic or non-synthetic heat-transfer fluid must be pumped through a heat exchanger to provide process heat at 150-340 C operating temperature. Service pressure is generally well under 10 barg even at the high end; this one big design advantage is used to cost-effective advantage: while over 200 C process duty would normally dictate a 100-barg high-pressure steam generator, a thermal oil loop can do the same job at a quarter of the wall thickness and regulatory burden.
Thermal oil heaters are the given choice for asphalt and bitumen staging (feed and load temperatures 180-230 C), woodyard presses (laminate, MDF, ply and veneer 200-260 C), and chemically-reactor jacketed heaters of undetermined duty (variable). They are also the default for sites requiring <200 C process heat where use of high-pressure steam at a corresponding level would be unfathomable. The Taiguo YYQW series gas/oil-fired and YGL series biomass-fired thermal oil plants follow suit.
💡 Pro Tip — Heat Transfer Fluid Choice
Select the heat transfer fluid so that the maximum bulk temperature is controllable and the rapidity of bulk degradation rate is acceptable; plan for fluid change-out and flush before recommissioning. Mineral oils have a hard upper limit of 300 C bulk temperature; synthetic aromatic fluids sustain day-in/day-out service reliable up to 340 C but cost 2–3× as much per liter. Specify the fluid at design stage – retrofitting a change later can demand flush and new seals.
9. Type 8 — Circulating Fluidized Bed (CFB) Boilers
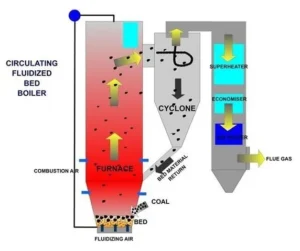
The Circulating Fluidized Bed (CFB) boiler uses a modified water-tube design to combust fuels within a bed of inert particles (almost always silica sand) suspended in upward moving combustion air. Bed temperature is maintained at 800-900 C – far below the threshold for thermal NOx synthesis – with limestone fed to the bed to sorb sulfur dioxide in situ without using a dedicated flue-gas scrubber. CFBs are commercially available down to ~50 t/h boiler output and up to 850 t/h; they are preferred for industrial CHP plants and for frequent damp fuel applications on a small-to-medium utility boiler in a low-grade, multi-fuel feed environment.
There are two aspects that can make CFB an attractive option: the in-bed fluidizing movement tolerates large swings in fuel quality within the same feed; in-bed calcium carbonate injection controls SOx exhaust emissions at a much lower capital cost than external wet scrubbing systems.
A trade-off exists: more capex (most CFB boilers average 30-50% greater cost/ton of steam than a chain-grate stoker) and operating complexity (limestone feed, sand makeup, clinker handling). The less-than-budget capex case is either tighter SOx regulation prompting retrofit of an external scrubber, or a shift in market commodity proportions induced by CFB use – a situation that increasingly appears in Asia and Latin America cement, pulp, and sugar plant retrofits.
10. Type 9 — Waste Heat Recovery & HRSG Boilers

A waste heat recovery boiler (WHRB) and a heat recovery steam generator (HRSG) produce steam from an exhaust gas stream of another process such as a gas turbine, a kiln, sulfuric-acid plant or a high temperature incinerator. The ABMA defines an HRSG as “A heat recovery steam generator that transfers energy from a gas turbine exhaust to an unfired or supplementary fired heat recovery steam generator to generate steam. The exhaust gases exiting a gas turbine reach temperatures of 1,000 F (538 C) or greater, and may account for more than 75% of the total fuel energy input.”
As a matter of rule of thumb, the decision of whether a WHRB needs to be engineered to accommodate a specific exhaust stream hinges on three considerations mainly: the exhaust temperature (sensible over a dedicated value of about 250 C, optimum over 500 C), the mass flow, and the operation-hour overlap with the steam demand. Single-pressure HRSGs will be the most straight-forward to design; dual- and triple-pressure HRSGs will improve overall heat-recovery efficiency at the expense of capex and operating complexity, and are standard on combined-cycle gas turbines above about 50 MWe.
Standalone (retrofit) version – just bolting a WHRB onto an existing kiln or incinerator structure – is among the best IRR energy projects a standard Heavy Industrial facility could install, the paybacks often coming in at under 4 years where the exhaust is over 400 C and the site’s demand for the generated steam is present. The qualifier stands: unaffordable stranded WHRB steam (steam created but without a load to use it) ruins the project’s economics very rapidly.
11. Type 10 — Vertical / Package Boilers (LHS, LHG)

Vertical and packaged horizontal boilers are assembled in the factory as complete pressure vessels, and delivered to the site to be installed on an appropriately prepared pad. A Taiguo LHS Vertical Oil/Gas-fired Steam Generator and LHG Vertical Biomass Steam Generator is in this category of vertical boilers, as are small WNS-package fire-tube units in the same compact-deployment envelope. ABMA’s 2019 technical brief states these “are usually limited to about 200 HP (8,400,000 BTU/hr)” in size, accurate for older conventional vertical fire-tube boilers, if not for the more compact single-piece modern units.
Cases for a vertical or package layout is, more often than not, about the boiler-house. A vertical unit generally requires far less floor space – 40-60% less in general compared to a horizontal package of that nomenclature – when the boiler house has to fit into an existing structure or when space in the property is limited. Lead times on factory packaged units is typically 4-10 weeks against typical field erected water tube installation lead times of 6-12 months.
For a 35,000 lb/hr steam load, the realistic option is usually two of the approximate 500-BHP modules instead of a huge boiler. Better turndown is achieved across the load curve, and there’s also the option of having a spare in case one goes down for maintenance.
The same modular argument from the other side. Two four T/hr N+1 packaged units often beat one eight T/hr field erected boiler on total cost of ownership for a continuous run plant once you honestly model the cost of downtime.
12. Decision Map — Matching Boiler Type to Application + 2025–2026 Industry Outlook

The question is not “Which is the best industrial boiler” there is no such thing. The question is “which one or two types should I shortlisted for my particular industry, my process requirement, my capacity, my pressure and my access to fuel” The table below is the first pass screen text for identifying the best boiler type, developed by Taiguo engineering team with new buyers:
| Industry / Application | Primary recommendation | Alternative | Key reason |
|---|---|---|---|
| Textile dyeing & finishing | Fire-tube oil/gas (WNS) | Biomass DZL/SZL | 2–20 t/h, <13 barg, batch loads; biomass if local fuel |
| Food & beverage processing | Fire-tube oil/gas (WNS) | Electric (for clean-utility sites) | Continuous 4–25 t/h, food-safe steam, low NOx |
| Pharmaceutical / biotech | Electric (LDR) | Gas-fired water-tube with clean-steam generator | Zero on-site emissions; clean steam quality requirements |
| Pulp & paper | Water-tube (SZS, D-type) | CFB if multi-fuel | 50–500 t/h, high pressure, often with cogeneration |
| Chemical / petrochemical | Water-tube (D/A/O) | HRSG if exhaust available | Superheated steam, >40 barg, 24/7 reliability |
| Cement / lime | WHRB on kiln exhaust | CFB for captive power | Kiln waste-heat ≥400 °C; CFB if coal/petcoke available |
| Power generation (CHP) | Water-tube or CFB | HRSG behind gas turbine | Capacity, pressure, fuel-flex drive the choice |
| Asphalt / bitumen / wood press | Thermal oil heater (YYQW) | High-pressure steam if process tolerates | Need 200–300 °C without high-pressure code burden |
| District heating | Hot-water fire-tube or biomass | Electric in low-carbon-grid regions | Hot water <120 °C, intermittent load, decarbonization pressure |
| HVAC (commercial buildings) | Package fire-tube or modular hot-water | Hybrid (heat pump + gas) | Modular N+1, fast lead time, rising hybrid retrofit demand |
Conventional modern industrial boiler systems design integrate the boiler unit, the feedwater train, controls and emissions kit as a “package” the table below is an initial screen for the best boiler type, it is not a substitute for engineering on the down stream system. Three site specifics routinely demand removal: stranded waste heat (always evaluate WHRB), zero-emissions site policy (push electric or hybrid), and uncommitted multi-year fuel contract (rules in CFB or rules out biomass).
Industry Outlook 2025–2026
Four industry trends are shaping the boiler market in 2026, with clear implications for 2026 capex planning:
1. Natural gas is still the market leader by volume. Industry market research consensus (Fortune Business Insights, gminsights, SkyQuest) projects global industrial boiler market between USD 12.1 billion (2025) and USD 24.09 billion (2034) so it can grow fastest (despite the backdrop of global price shocks) through 2032. For most new plant outside heavily carbon-priced jurisdictions, gas still beats the abatement pants off coal in bundled operational costs including CAPEX.
2. Condensing and hybrid systems are gaining share in the market. NBW Inc April 2025 survey of industrial boiler developments reports “condensing and hybrid ‘boiler’ systems (integrating heat pumps or economizers) were gaining market share as the optimal choice for plants trying to reduce energy cost and meet sustainability goals”. Cadent March 2026 Stonehaven decarbonization report describes hybrid heat-pump-plus-boiler hydronic systems as a market reality in 2025 – not a 2030 projection – even though still lagging regulatory incentives. If your 2026 boiler house upgrade scope is ready to run in 2026, evaluate hybrid configuration before conventional pack replacement spec locking.
3. Industrial electrification is accelerating in market segments where the grid carbon factor allows. Sierra Club 2025 report Embracing Clean Heat, Europan Heat Pump Association and IEA Energy Technology Perspectives 2026 all high light conventional electric boilers and industrial heat pumps as the most direct courses to decarbonisation at industrial scale. Search-volume data from this guide’s keyword research – small industrial electric boiler queries softening as system level industrial electric integration discussion grows – illustrates this move from “drop-in” to “re-Engineered” projects.
4. ASME’s 2025 BPVC edition is the active code. ASME announced the 2025 Boiler and Pressure Vessel Code (active edition) on July 1, 2025, taking over from the 2023 edition for all new boiler construction, both the power boiler and the industrial/ process boiler sections of the code (Section I) carry updates and clarifications. Unless your local authority having jurisdiction has formally delayed adoption, procurement spec then should reflect the 2025 edition.
💡 Pro Tip — Avoid the Most Expensive Mistake
Independent industry data consistently prove that oversizing—”to be safe”—can trim a component’s life by up to 40%, due to short-cycling, while burning more fuel and increasing maintenance, by definition. Classic sizing protocol — peak-load × safety margin — quietly invents oversized plants for every project that doesn’t explicitly model turndown and load profile. If your load is 70% of nameplate 80% of the time, your shortlist should target that, not the peak.
For practical sizing, Taiguo’s industrial boiler sizing calculator walks through the load-profile inputs that matter; our companion operating-cost calculator estimates 10-year opex by fuel and operating profile.
Frequently Asked Questions
Q: What are the three main types of boilers?
View Answer
By construction, ABMA recognizes two broad boiler types—fire-tube and water-tube—plus engineered variants for waste-heat recovery (WHRB and HRSG). By fuel, the three dominant categories are oil/gas-fired, biomass/solid-fuel, and electric. A “three types” framing depends on which axis you’re considering; construction is the axis utilized by ASME BPVC Section I.
Q: Which type of industrial boiler is most efficient?
View Answer
It depends on load profile. Condensing oil and gas-fired boilers attain 95-98% net thermal efficiency at steady state and control continuous-duty installations. CFB boilers perform well where solid-fuel flexibility is needed. Electric boilers convert approximately 99% of input energy to thermal output with no on-site emissions. In one ABMA-published efficiency case, a fire-tube saved $254,597/yr in 24/7 operation while a water-tube saved $4,990/yr in 8 hr/day light-duty operation – same nameplate, opposite winners. Inquire about load profile before you answer “most efficient.”
Q: How do I size an industrial boiler?
View Answer
Start from the real load profile, not the peak consumption. Chart hourly steam (or hot-water) demand over a representative week, pinpoint the 90th-percentile sustained load and the short peaks, then specify a nameplate that fits the 90th-percentile and employs turndown plus modular redundancy for peaks. Oversizing one single unit is the most common—and expensive—sizing error, reducing component life through short-cycling. Taiguo’s industrial boiler sizing calculator can be used as a first-pass estimate.
Q: What is the difference between a steam boiler and a hot water boiler?
View Answer
A steam boiler operates above its working pressure’s saturation temperature and generates steam through phase change; a hot-water boiler remains below saturation and provides sensible heat in a pressurized water loop. Construction and pressure vessel rules are different—steam boilers above 15 psig are regulated by ASME BPVC Section I; hot-water heating boilers are regulated by Section IV. Hot-water boilers are ubiquitous in district heating and HVAC; steam boilers are dominant in process industrial applications.
Q: Can a boiler burn more than one fuel?
View Answer
Yes. Dual-fuel oil/gas burners are standard on most industrial fire-tube and water-tube boilers and switch between primary and backup fuel automatically or manually. CFB boilers are the most fuel-flexible class—a single CFB can burn bituminous, sub-bituminous and lignite coals of varying rank, biomass, refuse-derived fuel, or mixes. Multi-fuel capability costs more (more complex burner controls, multiple fuel-handling mechanisms) but offers hedge benefits against fuel-price volatility and disruptions.
Q: What standards govern industrial boiler design and operation?
View Answer
In the US the design code benchmark is ASME BPVC Section I (2025 edition) for power boilers and Section IV for hot-water heating boilers; ongoing inspection is under National Board NB-23. Combustion-side safety is addressed by NFPA 85. EPA Boiler MACT NESHAP addresses hazardous air pollutants from industrial boilers. Elsewhere the code types and standards are similar ( PED in the EU, GB/JB in China). Make sure you use the correct code select before ordering- using the wrong code access path results in costly re-engineering.
Discuss Your Boiler Specification with Taiguo Engineering →
Or run a first-pass sizing in 2 minutes with the industrial boiler sizing calculator.
About This Boiler Types Analysis
The classification, capacity profiles, and efficiency cases explored here are derived from the American Boiler Manufacturers Association’s 2019 technical brief on boiler types used for steam production, the 2025 edition of the ASME Boiler and Pressure Vessel Code, EPA NESHAP rule documentation, and 2025-26 industry market forecasts published by Fortune Business Insights, Global Market Insights, and the IEA. Where specific figures are mentioned (e.g., capacity ceilings, efficiency profiles, market projections), each can be traced to a citation in the References section. Wherever the right product choice would differ depending on local variables- fuel costs, load profile, regional emission regulations- we state so rather than provide deceptive precise data.
References & Sources
- ABMA — Boiler Types for Steam Applications (January 2019) — American Boiler Manufacturers Association
- Boiler 101 — What is a Boiler? — American Boiler Manufacturers Association
- 2025 ASME Boiler and Pressure Vessel Code – American Society of Mechanical Engineers
- Industrial, Commercial, and Institutional Boilers and Process Heaters NESHAP – U.S. Environmental Protection Agency
- Guide to Low-Emission Boiler and Combustion Equipment Selection – U.S. Department of Energy
- CIBO Energy Efficiency Handbook – U.S. Department of Energy / Council of Industrial Boiler Owners
- Visual Encyclopedia of Chemical Engineering Equipment — Boilers — University of Michigan
- National Board Inspection Code (NB-132) — National Board of Boiler and Pressure Vessel Inspectors
- Industrial Boilers Market Size, Share & Forecast Report 2034 — Fortune Business Insights
- Industrial Boiler Market Size, 2026–2035 Trends Report — Global Market Insights
- Summer 2025 Global Developments in Industrial Boiler Technology – NBW Inc
- Embracing Clean Heat — Opportunities for Zero-Emission Industrial Boilers — Sierra Club (2025)
- IEA Energy Technology Perspectives 2026 — Role of Heat Pump Technologies — Heat Pumping Technologies / IEA
Related Articles
- Fire-Tube vs Water-Tube Boiler Difference — deeper dive on construction trade-offs
- Biomass vs Natural Gas Boiler – fuel-choice decision walk-through
- Biomass Boiler Sizing Guide – sizing methodology for solid-fuel-fired applications
- Oil and Gas-Fired Boiler Guide – full pillar overview of hydrocarbon-burning units
- Industrial Biomass Boiler Types & Applications — breakdown of biomass sub-types