Get in Touch with Taiguo

Industrial Furnace vs Hot Air Generator vs Boiler: A Manufacturer’s Equipment Decision Tree
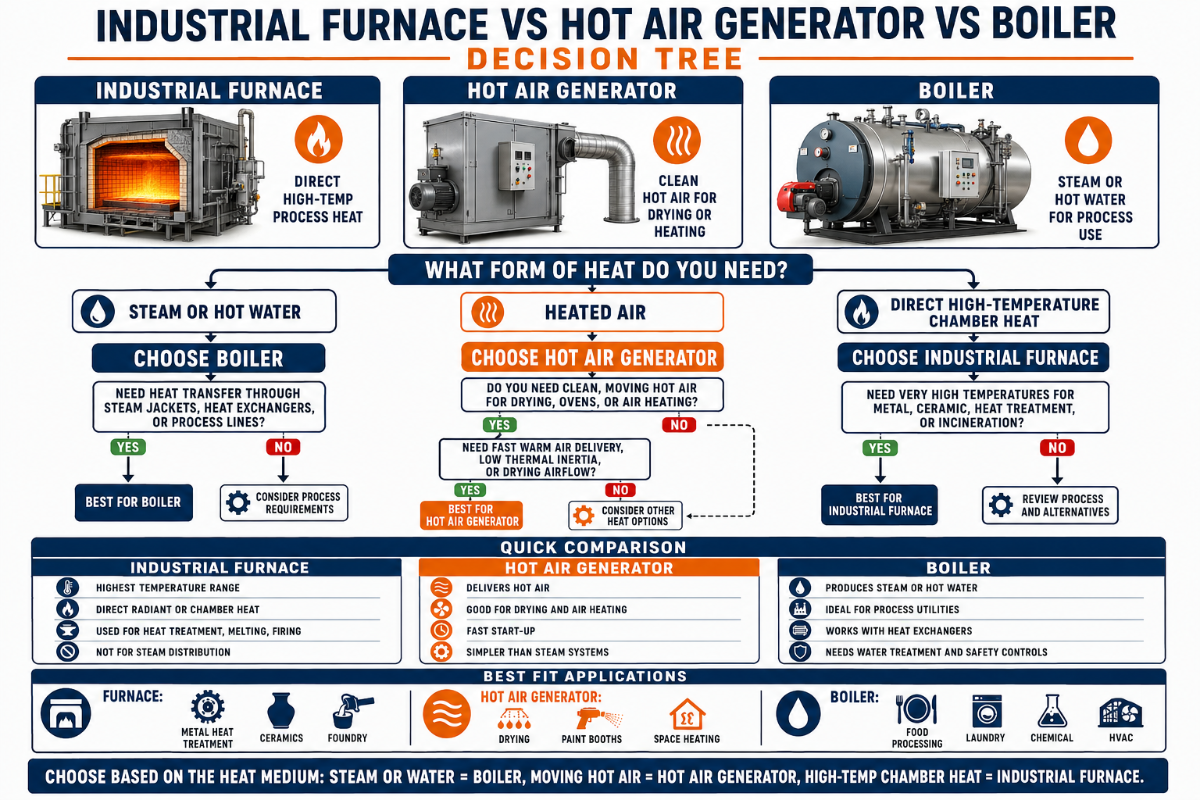
How do you know whether you need an industrial furnace, a hot air generator or a boiler?
The choice entirely hinges on that which you need to heat, whether air, water or a work piece- not that which the following supplier handy has chosen to call it. This 3-way comparison, authored by a producer of all three instrument types, draws you a step-by-step process-by-process decision tree based on heat- transfer method, temperature range, fuel type and overall time-to-value considerations.
At-a-Glance: 3-Way Equipment Comparison
| Parameter | Industrial Furnace | Hot Air Generator | Industrial Boiler |
|---|---|---|---|
| Heat Carrier | Workpiece (radiant + convective) | Air (forced convection) | Water or steam (or thermal oil) |
| Typical Temperature | 600–1,200 °C (some >1,600 °C) | 150–400 °C | 100–540 °C (saturated steam <320 °C) |
| Operating Pressure | Atmospheric (most types) | Atmospheric / slight positive | Above 15 psig ⇒ ASME-regulated pressure vessel |
| Best For | Melting, heat treatment, sintering, incineration | Direct drying, curing, baking, hot-air heating | Steam process, sterilization, distributed heat, CHP |
| Common Fuels | Natural gas, electricity, oil, coke | Diesel, natural gas, biomass, coal, electric | Natural gas, diesel, heavy oil, biomass, coal, electric |
| Maintenance Tier | High (refractory wear, atmosphere control) | Low (simple combustion + air handling) | High (water treatment, certified operators) |
Sources: U.S. Department of Energy – Furnaces and Boilers; ANSI/ASME BPVC Section I – Power Boilers; ASHRAE Handbook (HVAC Fundamentals).
Why the Comparison Matters: Two Words, Three Different Machines
Too many process engineers find equipment to buy from past experience on their last plant, or buy whatever a single line supplier happens to sell them. This addiction to a previous approach leads to a recurring industry error: buy an old style steam boiler where the process requires hot air for drying, would use two to three times as much fuel and skilled-operator labor for 15 years of service.
Words can add to the letup. One meaning is the refractory-lined high-temperature bo× that heats steel to molten, heats ceramics to consolidate, or heats aluminum to soften – the metallurgical folks call it the industrial furnace. Another meaning is any process-heating machine that burns fuel to add heat to a manufacturing line, covering hot air generators and indirectly (by lazy extension) boiler-type stuff.
This brief divides the 3 families of equipment as to what they actually do to the heat carrier: a furnace as it heats up the work, a hot air generator as it heats then blows dry, warm air, a boiler heating is it to steam or high pressurized water for distribution. From there, selection follows the rest of the tree.
What Each System Actually Does
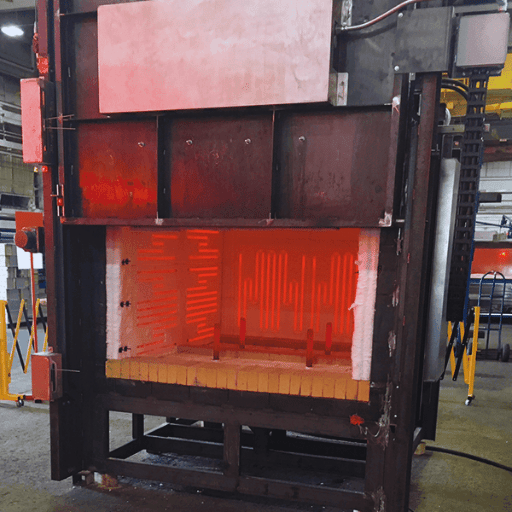
Industrial Furnace: Refractory-Lined High-Temperature Chamber
An industrial furnace is a refractory lined enclosed chamber for providing heat up to about 400 °C to a charge material usually operating at about 600-1,200 °C (and 1,600 °C for tungsten or molybdenum, in vacuum). Per the general engineering definition of an industrial furnace, the equipment is an enclosed, refractory-lined chamber used for ‘melting, heat treating, sintering, annealing, forging preparation, firing of ceramics, making of glass or thermal incineration of waste streams at temperatures greater than 400 °C.’
It comprises many subtypes such as the multiple hearth furnace (for sludge incineration and ore roasting), the batch and continuous furnaces in heat treatment plants, the induction and electric arc furnaces in foundries, the sintering furnaces in powder metallurgy, also the lab muffle furnaces. A workpiece receives heat directly—by radiation from the walls of the chamber, the flame of a gas burner, or an electric heating element.
Industrial ovens are also sometimes confused with furnaces. Practical cutoff sits around 540 °C: below this an industrial oven will do the job of drying or curing soft goods; above it, a furnace is needed as the chamber will need to be lined with ceramic or refractory brick to endure the prolonged high temperature environment.
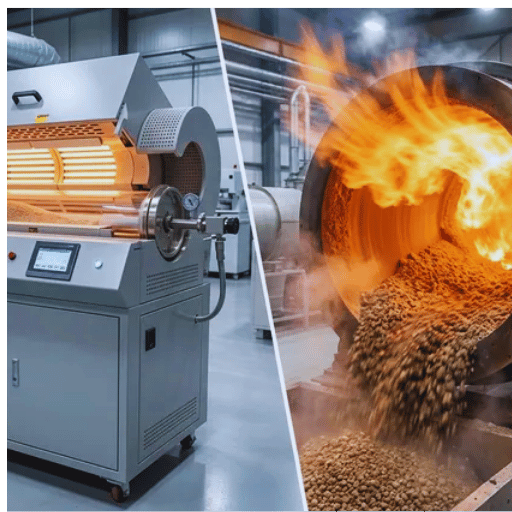
Hot Air Generator: Direct-Fired Air Heater
A hot air generator (sometimes called a warm air generator or process air heater) is a direct-fired air heating machine that takes ambient air, passes it across a downstream heat exchanger to a combustion chamber or electric element and blows a clean, dry, hot stream of air directly to a process line at one of several temperatures from 150 °C up to around 400 °C depending on equipment design.
Hot air generators are found in textile and paper drying, pharmaceutical granulator drying, food processing, paint spray booths, and asphalt aggregate heating. For equivalent process heat, a hot air generator system eliminates the boiler-plus-radiator traffic – a hot air generator directly couples the heat source to the workspace through forced air motion, often using a multilayer spiral heat exchanger that lifts outlet temperature without carbonising the fuel side of the heat transfer surface.
Industrial Boiler: ASME-Regulated Pressure Vessel
An industrial boiler is a closed pressure vessel which converts either fuel energy or electricity into saturated or superheated steam or hot water through a controlled combustion or resistance-heating process within a tube-and-shell heat exchanger. We follow the Standard API-ANSI/ASME BPVC Section I Power Boiler Code for any steam dry pipe operating above 15psig (roughly 100k Pa).
Industrial boiler selection covers a number of equipment types including fired water-tube and fire-tube boilers fueled on gas or oil; fired biomass and coal boilers; thermal oil heaters using heat-transfer oil instead of water at those temperature/pressure extremes which require specialty alloys; and electric-fired boilers for clean, anhydrous steam production environments such as FDA-pharmaceutical processing. Saturated steam tops out just over 320 °C; superheated steam going this way will be pushing 540 °C and up to the requirements of special alloys.
Heat Transfer Mechanism: Why It Decides Equipment Choice
The three equipment families are best segregated by the heat-transfer mechanism. All three run in the same three relevant heat modes: radiation, convection, and conduction. However, each family is designed around a principal heat mode which explains why mismatch between equipment and application produces both efficiency and material limits.
📐 Engineering Note — Mode-by-Equipment Mapping
- At temperature levels around 800 °C radiation becomes prevalent: the furnace chamber radiant heat flux from the walls and the flame is typically the sole heat transfer mechanism; even at red-hot temperatures the convection component typically accounts for less than 20% of total fluxes.
- At temperature levels below 500 °C we see the effect of convection: the forced hot-air generator uses a blower to drive air across hot surfaces; this is a gentle, easily controlled method suitable for drying delicate chemicals without scorching.
- The heat transfer mode for fluid carriers is conduction: the boiler heats the water or oil and pumps them through a pipeline to remote heat transfer stations, where conduction through the station wall transfers the heat into a final process. Efficiency in heat distribution depends on the conduction insulation of the steam or hot water loops.
A very easy rule of thumb in the ASHRAE Handbook practice on industrial process heating will suffice; yes or no: – does the process contact a workpiece above 600 °C? industrial furnace. – does the process need to dry, cure, or heat air-borne material at 150-400 °C? hot air generator. – does the process need to get fresh heat to distant points, sterilize at saturated steam, or combine heat-and-power? boiler. There are edge cases – thermal oil heaters at 320 °C confound the above rule of thumb – but in most industrial process heating applications it is going to be right in about nine out ten cases.
Another important factor in equipment differentiators is whether or not a controlled atmosphere must be maintained. Many heat treatment furnaces run either under nitrogen, hydrogen, or vacuum conditions; hot air generators in general use ambient air; boilers operate sealed against the fluid loop. Unless your process specifications specifically require the controlled atmosphere of one of those other two equipment families, you automatically disqualify two of the three.
Operating Temperature Range and Pressure Specification
Two parameters are going to most frequently eliminate an equipment family early on; and, not surprisingly, they are the two most likely to be specified in detail by your process engineer to how the selected equipment will be used. Temperature uniformity must meet your minimum specification at the upper temperature limit; low-pressure specifications that will drive regulatory expenses invariable emerge here.
| Specification | Industrial Furnace | Hot Air Generator | Industrial Boiler |
|---|---|---|---|
| Standard High Temperature | 600–1,200 °C | 150–400 °C | 100–540 °C |
| Specialty Upper Limit | >1,600 °C (vacuum / tungsten / molybdenum elements) | ∼500 °C (specialty alloys) | >540 °C (superheated, supercritical) |
| Operating Pressure | Atmospheric (vacuum or controlled atmosphere optional) | Atmospheric to slight positive (blower head) | Up to 100 bar+; ASME > 15 psig regulated |
| Pressure Vessel Cert. | Generally not required | Not required (atmospheric) | ANSI/ASME BPVC Section I or EN 12952 / EN 12953 |
| Operator Certification | Industry training (heat treat technicians) | Operator manual familiarity | Boiler operator license required in most jurisdictions |
A pressure of 15psig or more means the boiler is no longer within the boundary of an atmospheric appliance, and therefore falls under the scope of ANSI/ASME BPVC Section I, with mandatory hydrostatic testing, stamped nameplate, certified operator, and periodic state inspection. For equivalent regulatory scope in Europe, see EN 12952 (water-tube boilers) and EN 12953 (shell-type boilers).
Hot air generators and the majority of non-pressurized industrial furnaces go under the regulatory radar entirely, and so those offer the strongest incentive and fastest approval path when plants look to rapidly expand process heating capacity. But if there is any actual process need for steam, hot water, or thermal oil at high temperature, hot air generators are never an option.
Fuel Compatibility and Combustion System
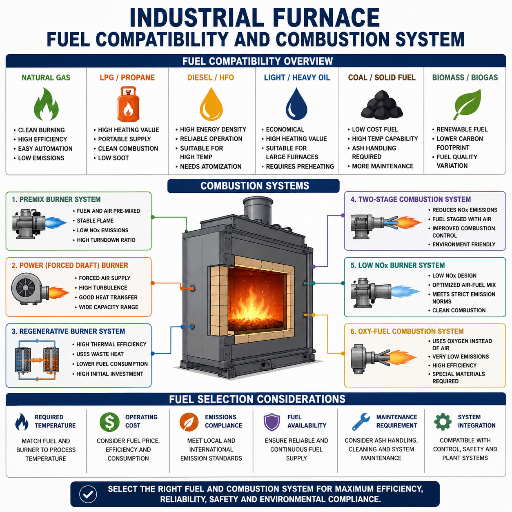
The three equipment families can use multiple fuels, but the degree to which your final fit with the equipment is practical, rather than theoretical, is somewhat narrower than it would appear vendor catalogs imply. Decision factors include particular fuel availability in your location, current prices, whichever carbon emissions profile is demanded by your regulators or customer base, and the suitable combustion processes within each equipment type.
| Fuel | Industrial Furnace | Hot Air Generator | Industrial Boiler |
|---|---|---|---|
| Natural Gas | Common (clean, controllable) | Preferred (lowest soot) | Preferred (clean steam loop) |
| Diesel / Light Oil | Possible (industrial backup) | Common (mobile / off-grid) | Common (oil and gas fired boiler series) |
| Heavy Fuel Oil | Rare (sulfur attacks refractory) | Avoid (soot fouling) | Common in marine / refinery |
| Biomass (wood, husk, pellet) | Possible (lime kilns, ceramics) | Available (rural / agricultural) | Common (DZL, SZL biomass series) |
| Coal / Coke | Traditional (steel, lime) | Available (bulk drying) | Available (legacy installations) |
| Electric (resistance / induction) | Common (clean, precise) | Available (small capacity) | Available (LDR, WDR series) |
Fuel combustion processes vary considerably between types of equipment. Industrial furnaces usually employ a recirculating burner that reuses or preheats the air stream with exhaust gases to improve efficiency; hot air generators typically use direct or indirect fired burners with separate air stream that is completely isolated from the combustion gases when sensitive processes such as in food, pharmaceuticals, or other applications that require hygiene are involved; boilers combust in a sealed chamber that transfers heat through tube walls into the surrounding water. EPA emission standards (40CFR Part60) have jurisdiction over all three equipment types over a certain heat input threshold.
Are Industrial Furnaces Dangerous?
The higher the temperature, combustion gases, and if relevant molten material- intensive any burning process, the more the hazard profile is realbut amenable to engineering controls. Three major safety concerns are flue gas backflow into the work space, refractory deterioration plus flame penetration escape, and uncontrolled atmo-sphere build-up in batch furnaces. Modern flame supervision, low-NOx burner design and continuous flue draft monitoring keep combustion processes within safe envelopes. Day-to-day risks for a trained operator running a modern system are similar to the risks of a boiler plant of equivalent fuelinput.
Capital Cost, Operating Cost, and Total Cost of Ownership
Total cost of ownership over a 15-20+ year service life is where the real selection differences appear, and it is exactly where comparison literature tends to fall short by quoting only purchase price. A thorough approach uses three levels: capital expenditure, operating expenditure and in particular fuel, and maintenance plus skilled-labor costs.
| Cost Layer | Industrial Furnace | Hot Air Generator | Industrial Boiler |
|---|---|---|---|
| CapEx (relative scale) | High (refractory, controls, atmosphere) | Lowest (compact, simple) | Medium-High (pressure vessel + steam piping) |
| Fuel Efficiency (typical) | 70–85% (recuperative burner) | 85–92% (direct heat transfer) | 80–98.5% AFUE (per DOE classification) |
| Skilled Labor Cost | Moderate (heat treat technician) | Low (operator manual training) | High (licensed boiler operator) |
| Maintenance Frequency | Annual refractory inspection | Quarterly burner / blower service | Daily water chemistry + annual hydrostatic |
| Downtime Risk | Refractory failure (rare but long) | Burner / blower (short, easy to swap) | Tube failure or feedwater issue |
An AFUE approach that the U.S. Department of Energy uses to rate residential furnaces and boilers does translate evenly to industrial selection. AFUE measures the ratio of annual heat delivered to annual fuel energy consumed; older atmospheric units sit at 56-70%, mid-efficiency designs sit at 80-83%, and condensing high-efficiency sit at 90-98.5%. Moving from a 56% legacy unit to a 90% high-efficiency moves fuel consumption down by roughly 38% and could save up to 1.5 tons of CO2 per year for natural gas service, or 2.5 tons for oil service.
📐 Engineering Note — Simple Payback Math
Annual fuel saving = (old AFUE − new AFUE) / old AFUE × annual fuel cost. A plant that burns $200,000 of natural gas a year on a 70% AFUE boiler, that upgrades to 92%, could save about $48,000 per year, leading to recovery of the incremental capital cost of $120,000 in roughly 2.5 years, before any carbon-credit revenue.
Typical variation by capacity, customization, and region is a factor of two to three, so it is hard to give a representative point estimate without a specific quote. Literature generally suggests hot air generators are at the lower range for a 1 MW thermal capacity equivalent, industrial boilers are commonly mid-range, with the added regulatory burdens increasing total installed cost by 10-25%, and industrial furnaces are highest due to low frequency refractory, controlled atmosphere, and sophisticated burner requirements.
The 4-Question Equipment Selection Tree

Follow a candidate process through these four questions sequentially. Answers usually reduce the search to a single equipment family, or at worst, two families, and the conclusion becomes an issue of capacity, fuel, and budget rather than the entire equipment type.
✅ The 4-Question Equipment Selection Tree
- Question 1- what is the heat carrier your process is actually after?Air for direct contact drying / curing Hot Air Generator. Steam or pressurised water for distributed heating or sterilization or CHP Industrial Boiler. Workpiece transformation (melt, heat-treat, sinter) Industrial Furnace.
- Question 2- what is the required maximum temperature?Below 400 °C hot air generator covers it comprehensively. 400-540 °C thermal oil heater (boiler family) is most cost effective if heat needs conveying. Above 540 °C up to 1,200 °C+ industrial furnace.
- Question 3 – continuous or batch process? is a continuous large-throughput drying, evaporation or steam demand that leans to boiler / hot air generator (that can operate 24 hours a day with low cycling losses). on the other hand, Batch heat treatment, sintering or annealing leans toward industrial furnace (which is optimized for thermal cycling).
- Q4. is steam required in other part of the site?If yes (sterilization, use in cleaning-in-place, hospital, district heating, combined heat and power) though the main process can be done by dry air, boiler justified because it is more economical to concentrate into one steam loop rather than to operate thermal system twice. If no – and Q1 specified air or workpiece – then hot air generator or furnace will be a lower TCO answer.
A practical example: a textile dyers work shop continuously dries fabric at 180 °C and sterilizes process water at 121 °C in autoclaves. Q1 loves the concept, calls for hotter air for the dryer plus steam for the autoclave, Q2 recognizes fabric drying at 180 °C as hot air generator territory, Q3 indicates continuous operation, Q4 blows for including steam pumping in the plant. Time for recommendation: calculate a small steam boiler (sized to couple the autoclaves plus the utility steam load)and a dedicated hot air generator for the fabric dryers, not an oversized boiler coupled with modestly sized autoclave-drying coil feed with a poor conversion of fuel.
Seven Common Selection Mistakes & How to Avoid Them
There appears to be an identifiable sequence of selection mistakes made that leads to process heating equipment cost overruns and performance short falls. Each mistake below is paired with each correction practice.
- Request for an unknown steam boiler when the ancillary process just requires hot air. Result: Increase, with 2-3 higher cost (fuel & skilled operator) during the lifetime. Correction: Finish the 4 questions selection tree before to send the request for quotation.
- Sizing on peak rather than average load. Result: oversized burner cycles on and off, using 8-15% of nameplate efficiency. Correction: into a 12-month thermal load profile and size for the average with 20% peak headroom.
- Initial scope of ANSI/ASME BPVC pressure-vessel certification, till commissioning. Impact: 6-12 weeks delay between permit and boiler firing. Resolution: pre-ensure design pressure exceeds 15psig, and allow for area inspectors and nameplate approvals.
- For high-temperature furnaces, clarify high-temp.furnace alloys if refractory ceramic will do. Capital cost penalty in the 30-60% band, and no service-life advantage. Correction: verify the maximum temperature in the furnace chamber against ceramic refractory rating before requesting the building of the alloy hearth.
- No distinction between boilers. A steam boiler, a thermal oil heater and a hot water boiler have different operating philosophies, and require different operator-licenses. Result: a “boiler” requirement is quoted by three product lines which are not cross-replaceable.Fix: for the requirement specify clearly in the requirement doc the heat carrier ( steam vs thermal oil vs hot water).
- Incorrect flue system sizing for the selected fuel Result: acidic condensation erodes venting system for oversized chimneys, and halves the flue’s lifespan (see DOE retrofitting advice) Correct: size fluesystem to actual installation, not an earlier oversized system; use of stainless stee relining.
- Non-identification of a fuel-source switch within 5-10 years. Result: capital sat on a fuel that is likely to be subject to a decarb or carbon tax in the vessel livespan. Remedy: take OEM selection with multi-fuel burner sub-systems (gas and biomass capable units) and check out the current regulation track before signing off.
Industry Outlook 2026: Electrification and Decarbonization Reshape Selection
Industrial process heat constitutes almost 50% of US industrial energy consumption, which explains why in the 2022 DOE Decarb Roadmap to 2050 (REPEAT): Four energy pillars to decarb US industry: EE, electrification, low-carbon feedstock, carbon capture. This has certain implications for equipment procurement since in 2026 fuel and equipment choices should be compared on equal footing multi-factor analyses not just capital intensity (price) or even surety of fuel costs/sources; the carbon profile and regulatory exposure in day-one fuel selection matters just as much.
Three pace lines emerge at 2026. Electric boilers (LDR, WDR series) and electric hot air rinse for food, pharmaceutical, and beverage processes since “clean” and “decarb” design and raw scoring are counter-meshing. High-efficiency condensing oil and gas fired boilers are cannibalizing sub-70%-AFUE legacy units faster than between 2018-22. and driven by both fuel cost and the AFUE retrofit calculator mentioned above. Gas or oil fired industrial hearths remain king in metallurgy, ceramics, and high-temp glass modal manufacture because electrification of processing from 1000 °C up is more novel than technically desirable; induction and arc work for some metals but cannot compete economically with a fuel-fired sintering oven as yet.
If you have a capital commitment between 2026-28, two tangible steps for avoiding dire regret are recommended. Borrow a page from the heat treatment appliance line and select a multi-fuel capable OEM (gas/bio-gas or gas/electric hybrid); capital neutral fuel-switch device selection now prevents asset currency and prime-to-wastedinvested FX. Additionally, run an AFUE efficiency equivalency comparison, not just sticker-pricing or initial equipment outlay comparison since operating cost delta between a 70%-AFUE legacy combo and a 92%-AFUE normal worker has capital paid back in 2-4 years on most thermal helloes.
Frequently Asked Questions
Q: What is an industrial furnace used for?
View Answer
What is an industrial furnace? An industrial furnace is used to heat a work-piece or product from ~400 °C upward for melting, heat treatment, sintering, annealing, forging prep, ceramic or glass kiln, or thermal incinerator. It superheats the work-piece by direct radiation/convectionto the substrate within the refractory-lined chamber.
Q: How does an industrial furnace work?
View Answer
How does a thermal furnace work? A fuel-fired burner (or electric element) heats the refractory chamber which radiates (usually above ~800 °C) onto the work-piece while convection from circulating gases dominates below 800 °C. Modern control of pilot burner gases, the chamber or back-wall flue convection drives as well as controlled atmosphere (nitrogen or H2) is used to maintain temperature uniformity across different substrates.
Q: What are the main types of industrial furnaces?
View Answer
What are the principal types? Circular and linear batch furnaces, multiple hearth infurnaces (taint and roast), induction heating guns, electric arc heaters, sin-sinker, flame-fired, each kiln for different ceramic and lime products, muffle and tube (lab scale) oven. Most taxonomies categorize by either method used (gas-fired, induction, resistance, use of arc, or other electrical firing) or per process/asembly line (sintering, heat treat, melt, paste-extruder).
Q: What is the difference between an industrial furnace and a boiler?
View Answer
A process occurring in an industrial furnace involves direct heating of a solid workpiece inside the furnace chamber. It operates at atmospheric pressure with a maximum temperature between 600-1200 °C. A process occurring in a boiler involves heating water or steam (or thermal oil) inside a sealed pressure vessel.
It occurs at a maximum temperature between 100-540 °C and any unit above 15psig/90 psia takes ANSI/ASME BPVC Sect I jurisdiction and operators are required to have MSCC certification.
Q: Hot air generator vs boiler — which is more efficient?
View Answer
For applications requiring hot air (or gas) dryers or curing where less than 400 °C is required, a hot air generator would be more efficient, since it bypasses the steam-distribution loop altogether. Direct heat transfer from combustion to the work space dodges the 5–15% energy loss of a typical steam piping circuit. For applications where steam is truly necessary, great efficiencies are gained by combining sterilization, space heating, and CHP developments into a single steam loop, rather than maintaining parallel thermal systems.
Talk to a Manufacturer Who Builds All Three Equipment Categories
Taiguo Boiler is producing oil/gas fired boilers, biomass boilers, thermal oil heaters, electric heating boilers, hot air furnaces (LRF / WRF series) and industrial autoclaves. Our overseas engineers are evaluating the ideal equipment family prior to quoting.
About This Comparison
This 3-way comparison was prepared as a paper and will be sponsored and researched by the Taiguo Boiler engineering team. Taiguo is an A-Grade industrial boiler manufactures established in 1976, and one of the only few suppliers working on hot air furnace (LRF / WRF series), oil /gas fired boilers, biomass boilers, thermal oil heater and industrial autoclave factory building hot air furnace and other three equipment families in one place. Knowledge accumulated from internal “trade-off” sharing of three equipment families to over 100 counties is the main reason the decision tree above is different than that carried by single line equipment manufacturing companies.
References & Sources
- Furnaces and Boilers — U.S. Department of Energy (Annual Fuel Utilization Efficiency methodology and CO₂ saving figures)
- DOE Industrial Decarbonization Roadmap (2022) — U.S. Department of Energy (process heat electrification pillars)
- ENERGY STAR — Furnaces and Boilers — U.S. EPA (efficiency labeling)
- EPA Combustion Source Resources (40 CFR Part 60) — U.S. Environmental Protection Agency
- ANSI/ASME BPVC Section I — Power Boilers — American Society of Mechanical Engineers (15 psig pressure-vessel threshold)
- ASHRAE Handbook — HVAC Fundamentals — American Society of Heating, Refrigerating and Air-Conditioning Engineers
- Industrial Furnace overview — engineering reference (general definition)
Related Articles
- Industrial Hot Air Furnace LRF / WRF Series– specifications and options. Providing hot air in situ
- How Hot Air Generators Power Industrial Drying Systems — deep dive on hot air generator selection for drying duties
- Steam Boiler vs Thermal Fluid Heater: Which Should You Choose? — sibling 2-way comparison on heat-carrier choice
- Thermal Oil Boiler: Types, Selection & Efficiency Guide — thermal oil heater family deep dive
- Biomass Heating System: Types, Costs, and Selection Guide — biomass fuel pathway across boiler and hot air generator families