Get in Touch with Taiguo

A thermal oil boiler heats a specialized oil — not water — and circulates it through your production equipment at up to 350°C while keeping system pressure below 0.8 MPa. That combination of high temperature and low pressure makes thermal oil heating systems the standard worldwide in chemical processing, asphalt plants, textile mills, and plywood factories. This guide covers what a plant engineer or procurement manager needs to evaluate, size, and maintain a thermal oil boiler — from fuel-type comparisons and sizing formulas to the coking prevention rule that protects your heat transfer fluid investment over the full equipment life.
What Is a Thermal Oil Boiler?
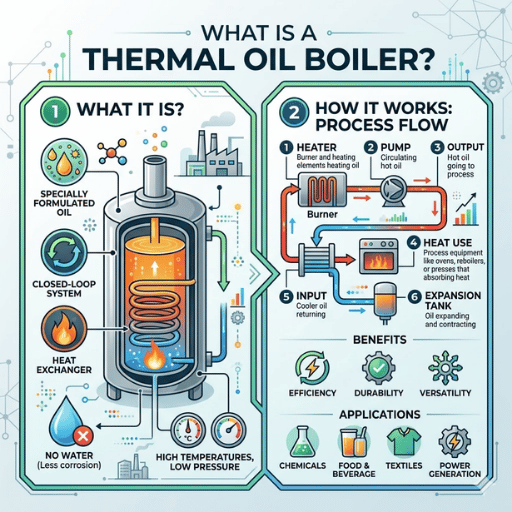
A thermal oil boiler – heat transfer oil used in combination with thermal oil heating or thermal fluid heaters, thermic fluid boilers, heat transferring oil boilers systems – operates as a closed-loop indirect heating system. A mineral, or synthetic heat transfer oil is heated and circulated throughout jacketed resistors, dryers, presses, reactors, with heat exchangers. Unlike a steam boiler, heat transfer fluid remains in liquid form throughout the entire cycle, therefore, there is no phase change, nor any condensate return, or, water treatment. As one chemical engineer put it, “Thermal oil is low pressure and goes to 600F to 800F all liquid, so no condensate and even heating across the equipment.” For a further look at the heating cycle, see how a thermal oil boiler works.
Quick Specs
| Max Operating Temperature | 350°C (662°F) |
| Operating Pressure | 0.3 – 0.8 MPa (low pressure, liquid phase) |
| Thermal Efficiency | 93 – 96% (gas/oil-fired models) |
| Heat Transfer Medium | Mineral oil (<300°C) or synthetic oil (up to 400°C) |
| Temperature Control Precision | ±1°C via PLC modulating control |
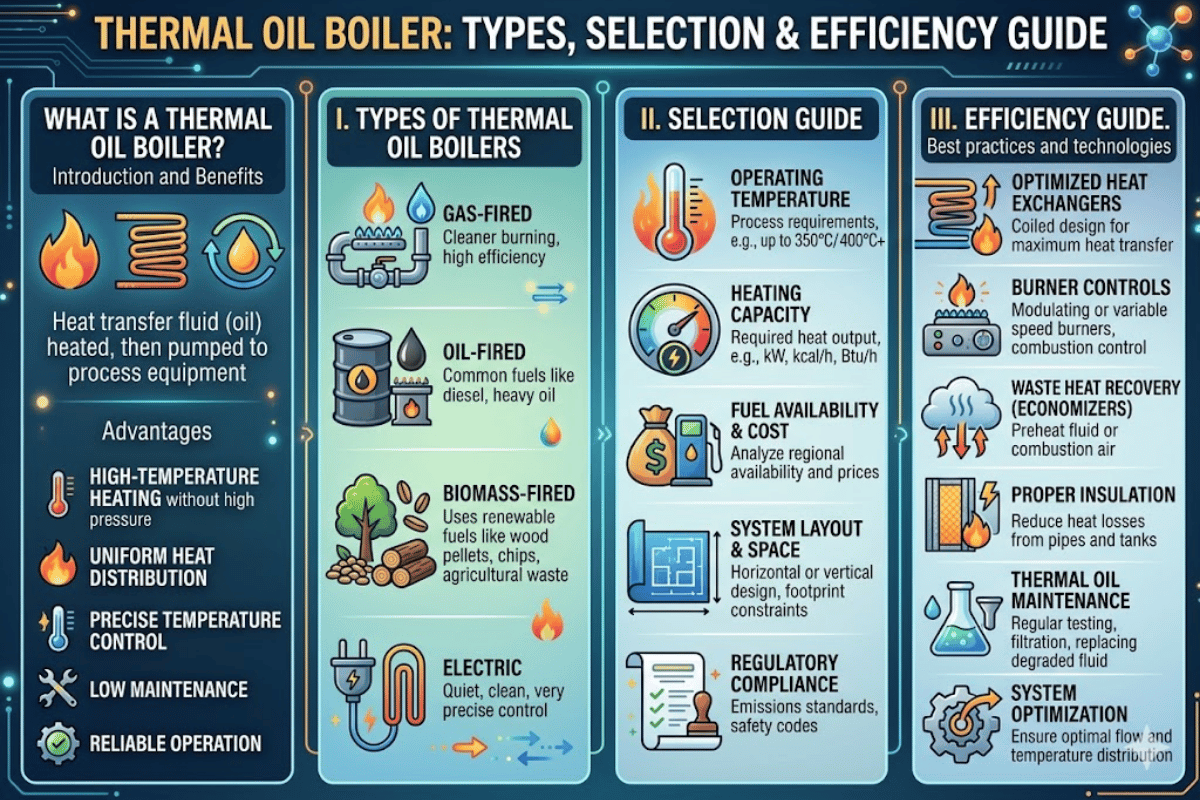
Types of Thermal Oil Boilers: Gas, Biomass, Electric & More

Fuel provides the capital investment, operating costs, emissions and physical footprint. What follows is a side-by-side comparison using manufacturer-rated specifications, not simplified “high / medium / low” classifications.
| Parameter | Gas / Oil-Fired | Biomass-Fired | Electric | Coal-Fired |
|---|---|---|---|---|
| Capacity Range | 350 – 14,000 kW | 120 – 2,800 kW | 50 – 500 kW | 500 – 6,000 kW |
| Thermal Efficiency | 93 – 96% | 85 – 87% | 98 – 99% | 80 – 85% |
| Max Temperature | Up to 350°C | Up to 350°C | Up to 350°C | Up to 320°C |
| Startup Time | 30 – 60 min | 60 – 120 min | 15 – 30 min | 90 – 180 min |
| Combustion Emissions | Low (gas) / Moderate (oil) | Carbon-neutral (biomass) | Zero on-site | High — requires scrubber |
| Best For | Chemical, textile, food processing | Plywood, agri-processing, rural sites | Clean rooms, small batches, labs | Legacy plants, coal-abundant regions |
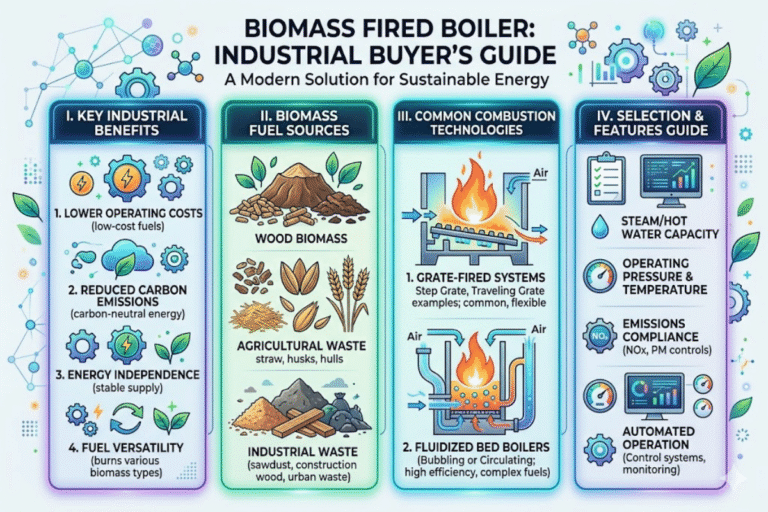
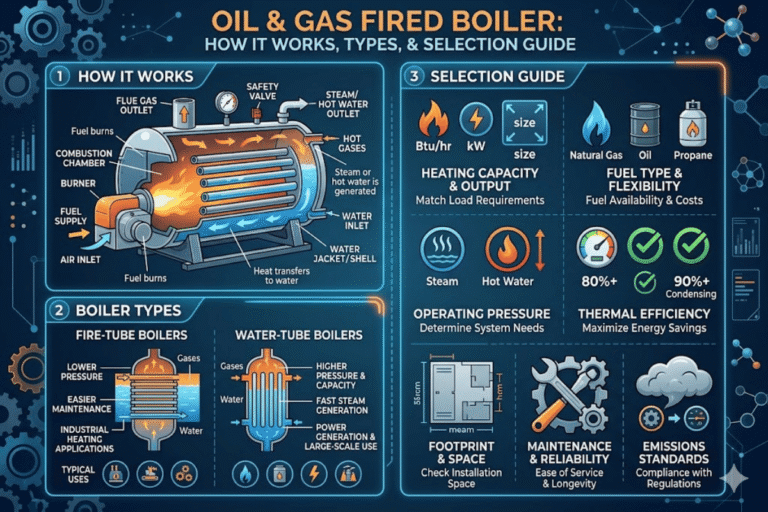
As would be expected, gas/oil-fired models such as the YYQW Gas/Oil fired thermal oil boiler lead the pack due to the ready availability of natural gas supplies and relatively simple combustion control with modulating burners. For those companies with access to on-site biomass waste such as rice husk, wood chips, palm kernel shell, a YGL Biomass thermal oil heater could eliminate operating costs altogether. For additional information, please see the entire product line up of biomass fired boiler for steam applications.
Electric thermal oil heaters are well-suited for small capacity applications in emissions-restricted areas keeping in mind that there is no combustion chamber, flue gas, or stack to be accounted for. They are the quickest to install, the easiest to operate, but limited capacity puts them at a disadvantage in most heavy industrial roles. Coal-fired units still operate in some parts of Southeast Asia and South Asia where coal supplies continue to be the most economical sources of fuel; however, we are now seeing a regulation trend that will eventually phase-out these installations as well. Regardless of your choice, always verify the maximum operating temperature and coil metallurgy for the thermal heating oil you plan to use.
Which Type of Heat Transfer Oil Is the Most Appropriate?
Your choice of heat transfer fluid is a key decision. It defines both the maximum operating temperature and, indeed, the long term maintenance cost. To give you an example, here’s where the engineering boundary occurs:
- Mineral oil (e.g., Shell Thermia B, Total Seriola 32): Suitable for processes up to 300 C. Cheaper initially. Life expectancy of 3-5 years on typical feed streams, longer with regular filtration.
- Synthetic oil (e.g., Therminol 66, Dowtherm A): The only option at temperatures over 300 C and up to 400 C. Costs 2-3 times as much as mineral oil but better thermal stability and performance at elevated temperatures.
Selection rule: If your process operates under 300 C, there is no reason to buy synthetic oil. If your process operates above 300 C – or if you require an FDA/food grade thermal fluid – synthetic heat transfer oil is required. A few operators keep mineral oil in service at 280-290 C, believing they have plenty of margin. They don’t. The local film at the coil tube wall at 280-290 C can be 30-50 C hotter than the bulk temperature reading in the outlet, pushing the oil past its breakdown limit without warning. Base your decision on maximum film temperature, not your bulk measuring point.
| Your Situation | Recommended Type | Why |
|---|---|---|
| Process >250°C, gas available | Gas/Oil-fired (YYQW) | 96% efficiency, compact, fast response |
| Abundant wood waste, rural location | Biomass (YGL) | Zero fuel cost, ROI under 18 months |
| Strict emission zone, small capacity | Electric | Zero combustion, no flue needed |
| Dual fuel flexibility needed | Gas/Oil dual-fuel | Switch fuels based on price or availability |
How to Select and Size a Thermal Oil Boiler

Oversizing drives capital costs higher than necessary, and leads to increased operating costs through excess fuel use at part load. Undersizing causes process bottlenecks and a reduced plant through put. Careful system sizing can avoid both consequences. CEA (Combustion Engineering Association) suggests a methodology of five steps for thermal fluid systems, regardless of fuel type or OEM:
5-Step Sizing Methodology
- Define: equipment process heat requirements (kW). Add up the thermal load for each piece of equipment the boiler must serve – drying ovens, heat exchangers, reactors, presses. Include simultaneous maximums.
- Determine: temperature differential (T). This is the temperature difference between the oil leaving the boiler and the oil returning to the boiler. Typical T’s are 20-40 C.
- Calculate: oil flow rate. Again, use the basic heat transfer equation: Q = m Cp T, where Q is thermal load (kW), m is mass flow (kg/sec), and Cp is the specific heat of the oil (kJ/kg C).
- Add: safety factor (1.15-1.25). To account for losses through piping, future needs, aging equipment efficiencies.
- Choose: manufacturer’s capacity range. Compare your safety assed number to the next higher model to finalize capacity choice unless your process demands a special size.
📐 Engineering Note
A reactor is in need of 1200kW at T=40 C. Let’s use Therminol 66 (kJ/kg C Cp = 2.1, density = 850):
m = 1200, (2.1 40) = 14.3kg/sec
V = 14.3/850 = 0.0168 cubic meters/second= 60.5 m/hour
Apply a 1.2 safety reason and select 1440 kW capacity. You can also check in our spreadsheet.
Selection Checklist
- Cost and availability of fuel source at your site (natural gas, LPG, diesel, biomass, electricity)
- Physical space availability – boiler room size, stack height allowance
- Required emissions – SOx, NOx, particle restrictions for your production zone
- Level of automation desired – manual, semi-auto, online PLC, remote signaling
- Required certifications (ASME, CE, ISO, local boiler codes)
- Maintenance accessibility – clearance room for inspection, oil sampling, service of burner
- Expansion plan – can the boiler sustain a 20-30% increase in capacity at a later date?
- Cost of ownership – not only the fee, but also the expense of energy, maintenance, oil replacement over ten years.
Thermal Oil Boiler Efficiency: What Drives Performance

A thermal oil boiler’s nameplate efficiency is determined when it starts operating. However, real-world efficiency rates decline from this point unless several key operational factors are carefully controlled. According to the National Board of Boiler and Pressure Vessel Inspectors, heat transfer fluid condition and combustion tuning are the most significant variables affecting thermal fluid heater efficiency.
6 Factors That Determine Your Actual Efficiency
- Geometry of coil design. A single-coil tube design is likely to result in about 88-90% efficiency in thermal output. A two-coil design, which has combustion gases run through two sections of the coil, will withdraw more energy in each step, and will be 95%+ efficient.
- Triple pass flue path. Combustion gases are directed three times through the coils before exiting. Each pass removes more thermal energy from the gases, reduces emissions, and keeps stack temperatures lower.
- Heat recovery economizer. A flue economizer can recover 5-8% efficiency by capturing waste heat and providing additional pre-heating of combustion air or return oil.
- Combustion tuning. A modulating burner with a turndown ratio of 10:1 can modulate to match within 5-6% of the precise load, and avoid on-off cycling to save energy. Italian brands like Riello and Baltur are often used with thermal oil heaters.
- Thermal oil quality. Over time, thermal oil oxidizes and cracks, increasing its viscosity and creating a barrier to heat exchange which leads to a loss of 10-15% efficiency in a heater.
- Insulation of shell. Ceramic fiber mats contain less air and reduce radiant heat loss from the shell when compared to traditional mineral fibers by 2-3 percentage points.

“The most common error we encounter in thermal oil systems is operating with poor quality oil for an extended period, because the system still ‘works.’ But, when flow drops, this allows coking to dramatically reduce heat transfer surface area by 15-20%, thus requiring costly cleaning that might be avoided with simple oil analysis.”
— A senior thermal systems engineer
The Coking Prevention Rule
Carbon deposition – coking – builds up in the system and causes irreparable damage. Film temperature at the coil wall must stay at least 50°C below the bulk oil temperature. Cross this limit and coke of 6 months’ development will emerge within one year, and hit maximum in two years, with 20% less efficiency and 40% less oil life. Coke feeds on itself – it insulates the cage wall, raising the operating temperature and increasing more coke. If the system is open to the atmosphere, oil is exposed to oxygen, which reacts with the oil to produce coke as well.
💡 Pro Tip
Test your thermal oil at least on an annual basis. Once a Total Acid Number (TAN) exceeds 0.5mg KOH /gm the thermal oil is heavily oxidised and degradation is occurring requiring an immediate investigation. Coupling TAN tests alongside viscosity and flash point tests will give a good overall picture regarding the overall thermal degradation of the oil. Use our boiler operating cost calculator to see how thermal degradation may be costing you money.
Industrial Applications: Where Thermal Oil Heating Excels
Thermal oil boiler are used in industry where accurate high temperature indirect heating is needed and phase change of the water into steam can be an issue. A hot oil boiler system has a distinct advantage over a steam system in applications where temperature stability over 180C at low pressure is required, i.e. where a high pressure vessel and large amount of additional water treatment is not financially attractive. Industries using thermal oil heating in this temperature range include:
Chemical & Petrochemical
200–340°C | 1,000–6,000 kW
Chemicals – reactor jacketing, distillation column heating, polymerization. The closed loop minimizes corrosion risks that are so prevalent with steam in chemical environments.
Asphalt & Construction
180–280°C | 2,000–5,000 kW
Bitumen storage tank heating, asphalt mixing plants. Maintaining a consistent temperature over a large surface can be achieved without the high pressures associated with steam.
Textile & Dyeing
150–250°C | 500–3,000 kW
Dyeing machines, stenter frames, finishing rollers. The 1C temperature control involves far less variation in color, batch to batch, over steam systems.
Food & Beverage
150–250°C | 300–2,000 kW
Industrial frying, baking ovens, sterilization lines. Complete elimination of direct flame contact, along with uniform heat distribution makes thermal oil heating the ideal choice.
Plywood & Wood Processing
180–260°C | 1,500–6,000 kW
Hot press machines, veneer dryers. The high mass of the system means that consistent temperatures can be controlled across a number of stations simultaneously.
Rubber & Plastics
150–300°C | 500–3,000 kW
Vulcanization, injection molding, extrusion. The security of stable heating in hot oil, as opposed to vaporization inherent in high pressure steam, is a reason why applications such as these use this type of boiler.
Scenario: Plywood Factory Fuel Conversion in Indonesia
15 MW biomass thermal oil boiler installed for a plywood manufacturer in Central Java is a case in point.10 dedicated presses forced the producers of the flat compressed wood tiles to run 24/7 and cost an arm and a leg in forklift diesel($35,000 per month). Once the decision was made to use their own wood waste (chips, bark, sawdust) in a 6 MW thermal oil boiler,the payback period for the investment was less than one and a half years: just 14 months, the investment paid for itself with zero additional operation costs. Daily wood waste consumption averaged 45 tonnes, and fuel consumption was effectively zero with the use of wood waste being fed directly into the boilers. One key engineering requirement was maintaining a 260°C outlet temperature to within 2C at each of the 12 press stations. That level of temperature control is precisely what thermic oil solutions offer, at a fraction of the investment of a high pressure steam system, and the 13,50,000 plus hours of direct heat transfer time we have accumulated since implementation means that it is proven technology.
Thermal Oil Boiler Maintenance: Protecting Your Investment
A typical industrial hot oil boiler presents a require less frequent service, maintenance and inspection than a steam boiler – no water treatment, no blow down, no condensate traps. Skimp on any part of this routine approach however and the inevitable occursa mechanical analysis and coil inspection, which prevents unplanned system stops in the future, will be hastened by years. To illustrate the claim that a well-maintained thermal oil boiler will outlast a steam boiler by an order of magnitude the leader in the market, you only have to look to the whitepaper produced by Fluitec on typical degradation of heat transfer fluids.
| Frequency | Task | Why It Matters |
|---|---|---|
| Daily | Check oil level, pressure gauges, temperature readings | Early leak detection before oil loss causes overheating |
| Weekly | Inspect burner flame pattern and combustion quality | Prevents incomplete combustion and soot buildup on coils |
| Monthly | Clean strainer/filter, check circulation pump seals | Removes carbon particles before they deposit on coil tubes |
| Quarterly | Oil sample analysis — TAN, viscosity, flash point | Detects degradation months before system performance drops |
| Annually | Full system inspection, flue gas path cleaning, safety devices test | Prevents coking accumulation and verifies all safety measures |
| Every 3–5 years | Thermal oil partial or full replacement (if TAN exceeds limits) | Restores heat transfer performance and extends coil life |
⚠️ Important: Coking Warning Signs
Overheating of the thermal oil leads to the formation of coke deposits inside the coil tubes. Plant experience shows that operators ‘usually de-coke by hydro jetting’ – which is disruptive and costly. Watch for these early indicators: higher differential pressure through the heater, higher oil return temperature, black sludge on filter screen, inexplicable drop in heat output.
Thermal cracking generates a number of light fractions (which in turn reduces flash point, is a serious safety concern) and heavier fractions (resulting in the formation of sludges). Identifying these early warning indicators can avoid a complete system shutdown and expensive hydro jetting or chemical clean down of the whole coil bank.
Daily Pre-Startup Checklist
- Check oil level in expansion tank—should be in the marked range.
- Ensure all pressure gauges read normal operating levels.
- Inspect the circulation pump for strange vibration or noise
- Check the pipe joints and the valve glands for the oil leaks
- Verify operational of burner ignition sequence. However, no fault codes are present.
- Both confirm low level alarm and high-temperature shutdown are operational
Are Oil Boilers Being Phased Out in the USA?
Residential oil boilers which use heating oil to heat the home are becoming increasingly regulated in states such as New York and Massachusetts. However, industrial thermal oil boilers, which are used for a different application entirely; process heating at much higher temperatures, operate under different conditions and are, therefore, a completely separate piece of equipment for a different task. Industrial thermal oil boilers operate under high pressure and high temperatures not experienced by residential equipment and employ a non-oil heat transfer medium—such as a heat transfer fluid—not fuel oil.
The Global Market for hot oil systems was valued at just under $1.75 billion in 2025 and is anticipated to experience a growth of 5.8% CAGR through 2034. Industrial thermal oil heating is growing—rather than shrinking—and rising numbers of applications for concentrated solar power, battery recycling, and pharma manufacturing are fueling demand for high temperature thermic fluid boilers (hot oil systems) installations worldwide.
Frequently Asked Questions

What is the difference between a steam boiler and a thermal oil heater?
View Answer
Steam boilers are used to heat water to form steam. They would use the water’s latent heat to transfer energy. Thermal oil heaters would keep the oil in the liquid phase, transferring heat through sensible heat alone.
You would need to treat water, blowdown and return condensate in a steam system. But a thermal oil system would be a closed system; no treatment needed, no phase change and therefore no condensate corrosion. Steam needs high pressure to develop high temperatures.
For example 17 bar was needed to reach a temperature of 200 C; but thermal oil can reach 350 C at less than 0.8MPa. Read our full steam boiler vs thermal fluid heater comparison for more.
How much does a thermal oil boiler cost?
View Answer
Prices depend on type of fuel and output capacity. Gas-fired equipment can be sourced from $18,000 to $150,000. Biomass-fired equipment, from $40,000 to $220,000 or higher for larger sizes.
Electric thermal oil heaters, from $10,000 to $80,000. Chinese made boilers, from Grade A manufacturers with ASME & CE certification, deliver generally costs of 30-50% lower for the same rated output & build quality, than equivalent US/European brands.
What fuel types can thermal oil boilers use?
View Answer
Operates using natural gas, LPG, diesel, heavy fuel oil, biomass (wood chips, rice husk, palm kernel shell, sawdust), coal, electricity. Can have a gas/oil dual-fuel design for plants where a degree of fuel flexibility may be required due to changing costs/availability.
What are the three types of boilers?
View Answer
The three primary boiler designs are fire-tube boilers (for steam and hot water), water-tube boilers (for high-pressure steam) and thermal oil boilers (for heat transfer fluid). The thermal oil boiler is capable of high temperature operation without high pressure.
Is a thermal oil boiler worth it for small factories?
View Answer
Yes, if your process requires high sustained temperatures over 180 C and avoiding the expense of running a water treatment system is desirable. The minimum practical plant capacity is around 300 kW. The cost advantage of a hot water boiler below 150 C. When calculating return on investment for a small plant consider the savings of no water treatment, operators require less skilled training, maintenance is significantly less often than for a steam boiler and energy savings from servo-operated integrated temperature control. Small electric thermal oil heaters have been shown to pay for themselves in under 2 years when replacing original heating equipment.
Ready to size your thermal oil boiler?
Please advise your process temperature requirements, plant capacity and type of fuel you would prefer – our engineering team will reply in less than 12 hours.
About This Thermal Oil Boiler Guide
Taiguo has manufactured thermal oil boilers since 1976 – the YYQW gas fired and YGL biomass fired series represent almost 50 years of iteration of coil design as well as accumulated data on field performance. The sizing methodology, efficiencies and maintenance cycles used in this guide are based on specifications examined during field inspections of over 15,000 units installed across 100+ countries. Cost data has been obtained from project bid samples taken in the 2025-2026 bidding seasons and industry research from 3rd-party sources. It is never estimated.
References & Sources
- Overview of Thermal Fluid Heaters — National Board of Boiler and Pressure Vessel Inspectors
- Thermal Fluid Systems: A Practical Guide for Safe Design and Operation — Combustion Engineering Association (CEA) UK
- Acid Number Testing for Lubricant and Fluid Analysis – Machinery Lubrication
- White Paper: Extending Heat Transfer Fluid Life – Fluitec International
- Hot Oil Systems Market Outlook 2025-2034 – IntelMarketResearch
Related Articles
- How Does a Thermal Oil Heater Work? — Working principle of the heating cycle
- Steam Boiler vs. Thermal Fluid Heater — Side-by-side comparison of both heating methods
- Direct-Fired vs Indirect-Fired Heater — Which heater style fits your process
- Industrial Boiler Selection Guide — Decision framework for all boiler types
- Boiler Economizer: Heat Recovery Explained — How to improve fuel efficiency by 5-8%
Reviewed by Taiguo engineering team- grade A boiler manufacturer since 1976.