Entre em Contato com Taiguo


Bloco de concreto aerado autoclavado: o processo completo de fabricação (Guia 2026)
Atualizado em abril de 2026 11 min de leitura Avaliado pela equipe de engenharia da caldeira a vapor Taiguo
Um bloco de concreto autoclavado aerado fica na interseção de química verde, engenharia de precisão e pressão de vapor em escala industrial Um único bloco AAC contém cerca de 801TP3 T de ar por volume, pesa um quinto de uma unidade tradicional de alvenaria de concreto e carrega uma classificação de fogo de quatro horas. Nenhuma outra parede fornece em um pacote. Atrás desses números há um processo de oito etapas rigidamente controlado, onde seis matérias-primas, uma reação alumínio-pó e uma autoclave de 12 barras fazem o trabalho real. Este guia divide cada etapa, cada padrão e cada teste de qualidade que separa uma planta AAC de nível de produção de um experimento no quintal.
Especificações rápidas de fabricação em bloco AAC em um relance
A Regra 6/8 da Fabricação AAC
| Matérias-primas | 6 (cinza ou areia da mosca, cimento, cal, gesso, pó de alumínio, água) |
| Etapas de produção | 8 (prep → dose → mistura → elenco → pré-cura → corte → autoclave → QC) |
| Condições autoclave | 180020 °C, 12 bar de vapor, 812 horas |
| Dosagem de pó de alumínio | 0,050,08% por peso de mistura seca |
| Densidade seca do bloco | 30000kg/m³ (por ASTM C1386) |
| Resistência compressiva | 2.00.0 MPa dependendo da classe de densidade |
| Tamanho padrão do bloco | 600 mm L×200 mm H×100 L300 mm de espessura |
| Tempo total do ciclo | ~364 horas da entrada da matéria prima ao bloco empacotado |
O que é concreto aerado autoclavado (AAC)? Origens, composição e por que “Aerated”

O concreto aerado autoclavado é um concreto celular leve pré-moldado inventado pelo arquiteto sueco Johan Axel Eriksson no Royal Institute of Technology em 1924. o bloco de concreto aerado atingiu a produção comercial na Alemanha durante a década de 1930 sob a marca Ytong e tem sido um material de alvenaria padrão em toda a Europa e Ásia por quase um século, embora permaneça comparativamente em nicho nos Estados Unidos.
Esse “aerated” em concreto aerado autoclavado refere-se aos milhões de pequenas bolsas de ar fechadas criadas quando o pó de alumínio reage com hidróxido de cálcio e água Essa reação libera gás hidrogênio, o que faz com que a pasta se expanda dentro do molde como pão subindo em um forno Depois que o gás escapa, o que resta é um bolo de concreto poroso que contém cerca de 801TP3 T de ar por volume, razão pela qual um bloco AAC acabado pesa apenas 300-800 kg/m³ em comparação com 2.000-2.400 kg/m³ para concreto comum.
Qual a diferença entre Aircrete e AAC?
O concreto aerodinâmico e o AAC são facilmente confundidos porque ambos são concreto aerado, mas a química difere O concreto aerodinâmico (também chamado de concreto espumoso) usa um agente espumante gerado mecanicamente, misturado ao concreto úmido e curado à temperatura ambiente AAC usa pó de alumínio como agente químico de aeração e é curado sob vapor de alta pressão em uma autoclave A cura em autoclave produz hidrato de silicato de cálcio (tobermorita), o que dá ao AAC sua resistência à compressão e estabilidade dimensional Os blocos de concreto aerodinâmico não podem corresponder a nenhuma das propriedades porque nunca sofrem cura à pressão do vapor.
Nota de Engenharia
Nos Estados Unidos, as unidades de parede AAC fundidas são regidas pelas Unidades de Construção de Parede ASTM C1386 (Especificação Padrão para Unidades de Construção de Parede de Concreto Aerado Pré-escravizado (Precast Aerated Concrete), com unidades reforçadas cobertas pela ASTM C1452. segue o projeto estrutural ACI 530 /TMS 402 Requisitos de Código de Construção para Estruturas de Alvenaria. Se um fornecedor não puder fornecer um Certificado de Teste de Moinho com referência a C1386, trate o produto como não especificado.
Os 6 materiais brutos usados na fabricação AAC Exact Proporções
O design de mistura para um bloco de concreto aerado parece enganosamente simples, mas cada ingrediente tem um papel químico específico e uma janela de tolerância apertada Erre um deles e o bloco não consegue se expandir, não consegue curar ou falha no teste de resistência à compressão As proporções abaixo refletem formulações padrão da indústria validadas contra ASTM C1386 e a entrada de concreto aerado autoclavado da Wikipedia.
| Matéria prima | % de mistura seca | Função |
|---|---|---|
| Cinza volante ou areia fina de sílica | 600% | Fonte primária de sílica para formação de tobermorita na autoclave |
| Cal (CaO ou Ca(OH)2) | 200% | Fonte reativa de cálcio; emparelha-se com sílica para formar gel CSH |
| Cimento Portland (grau OPC 53) | 6TP3T | Ligante inicial que fornece força verde antes da autoclavagem |
| Gesso (CaSO4·2H2O) | 2% | Defina o retardador; regula o tempo de expansão |
| Pó (ou pasta) de alumínio | 0,050.08% | Agente de arejamento; libera gás H2, criando porosidade de células fechadas |
| Água | relação a/c 0,60.65 | Meio de reação; controla a viscosidade da pasta |
Dois aspectos são operacionalmente significativos Um, a quantidade de pó de alumínio, parece muito pequena, mas é a variável mais sensível no processo: uma mera variação de 0,02 pontos percentuais nisso altera a densidade final do bloco em 50-100 kg/m³. As plantas de fabricação pesam com precisão o pó de alumínio 0,1 g para cada lote em escalas calibradas Dois, em mercados onde está disponível gratuitamente, preferencialmente cinzas volantes granulares duras de usinas termelétricas a carvão, são usadas como substitutos de sílica, pois isso remove resíduos industriais de aterros sanitários, e custa 30-501TP3 T menos que a areia de sílica moída.
Processo de fabricação AAC As 8 etapas de produção
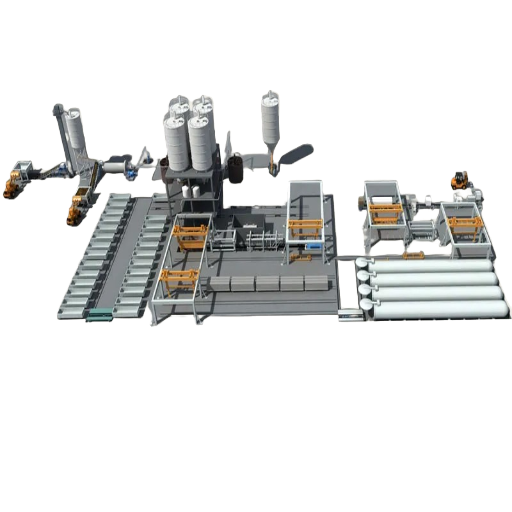
A maioria dos blogs da indústria divide a produção de AAC em 7 etapas Distinguimos a preparação de matéria-prima da dosagem e mistura porque elas são performadas em partes fisicamente separadas da planta e por equipamentos diferentes (moinhos de bolas versus silos de dosagem versus misturadores de alto cisalhamento).Esta quebra simples de 8 etapas corresponde exatamente ao que você veria andando por uma planta AAC em funcionamento.
Passo 1: Preparação da Matéria-prima
Cinzas volantes ou areia são trazidas por caminhão e pulverizadas em um moinho de bolas até aproximadamente 200 mesh (75 mícrons).A cal é processada separadamente na faixa de tamanho de 45-75 mícrons (de preferência cal viva para maior reatividade e cal hidratada para facilitar o manuseio).Cimento e gesso já são trazidos moídos e enviados diretamente para silos de armazenamento específicos.
Todos os materiais são amostrados e analisados quanto à finura, umidade e composição química antes de serem deixados em produção.
Etapa 2: dosagem e dosagem
Uma vez que a receita tenha sido carregada no sistema de controle da planta, um sistema de dosagem automatizado dispensa as matérias-primas de seus respectivos silos Cinco matérias-primas são alimentadas no dosador a partir de seus silos usando um alimentador automatizado (cinza voadora, cimento, cal e gesso).O pó de alumínio é alimentado no dosador a partir de uma escala de alta precisão, devido à sua estreita faixa de dosagem ideal.
As plantas modernas integram o sistema de dosagem à planta SCADA onde cada lote é registrado com números de Lote de Material.
Passo 3: Mistura
Os constituintes secos são primeiro misturados num misturador de alto cisalhamento entre 30-60 segundos. Água é então adicionada para manter a relação água/cimento de 0,6 0,65. Uma vez adicionado o pó de alumínio, ele reage quase imediatamente com a pasta, pois é alcalino.
Toda a adição após a adição de pó de alumínio é limitada a 3-5 min. para evitar o colapso da formação de bolhas de gás.
Passo 4: Fundição em moldes
A pasta é adicionada aos moldes de aço (geralmente 6 m 1,5 m 0,6 m) tratados com um agente desmoldante, geralmente é enchida a aproximadamente 50-651TP3 T de capacidade para permitir a expansão O alumínio emite hidrogênio dentro de minutos e a pasta subirá como pão em um forno.
Ele vai expandir em volume por 50-1001TP3 T, preenchendo o formulário em 20-40 minutos.
Etapa 5: Pré-Cura
A pasta pré-curada (agora referida como “green cake”) é deixada no molde por 2-4 horas em condições ambientais (35-40 C e 50-701TP3 T umidade) As condições são cuidadosamente controladas para induzir a hidratação rápida do cimento, evitando a fissuração térmica, uma vez que a maior parte da reação ocorre assim que é feita. Ao pré-curar o bolo verde, é firme o suficiente para ser removido do molde, mas macio o suficiente para ser cortado facilmente.
Passo 6: Corte
Bolo verde diemoldado é transferido para uma estação de corte de arame Fios de aço de alta resistência cortam o bolo em pequenos blocos medindo as dimensões especificadas pelo cliente, praticamente sempre 600 mm de comprimento 200 mm de altura 100-300 mm de espessura, de acordo com a especificação do trabalho A tolerância de corte é limitada a 2 mm porque a instalação de sistemas de argamassa de leito fino depende da reprodutibilidade dimensional (o bolo verde é posteriormente colocado em um forno microporoso para secagem por aproximadamente uma semana).
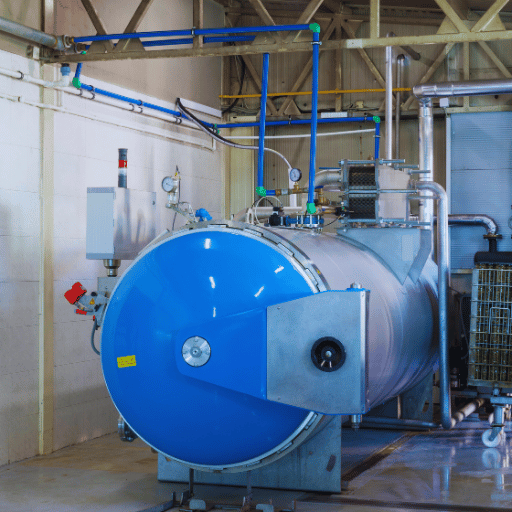
Etapa 7: Autoclavagem
Blocos de Ciut são carregados em carrinhos de autoclave e enrolados na câmara de autoclave Uma vez que a câmara é selada, vapor saturado é bombeado em temperatura e pressão gradualmente crescentes até que os desejados 180-220 C em ambiente de cristalização de 12 bar sejam produzidos Os blocos são mantidos lá por 8-12 horas Durante esse tempo a sílica contida em cinzas volantes ou areia reage com cal derivada de calcário ou cimento para produzir hidrato de silicato de cálcio (tobermorita) a fase cristalina que constitui a resistência final em um bloco autoclavado (há diferentes mecanismos químicos que ocorrem em tecnologias individuais).O calor é então lentamente (ao longo de 1-2 horas) retirado porque mudanças térmicas repentinas podem induzir rachaduras A autoclavagem consome a maior parte da despesa operacional e está sujeita à maior parte do escrutínio regulatório que uma planta de CAA encontra.
Passo 8: Controle de Qualidade e Embalagem
Os blocos ciooled são amostrados para a densidade, a resistência à compressão, a precisão dimensional, e a absorção de água de acordo com ASTM C1386 Os lotes aceitáveis são empilhados em paletes de madeira ou de plástico, encolhidos-envolvidos no filme do estiramento, e etiquetados com o número de lote, a data de produção, a classe da densidade, de acordo com ASTM C1386, e a identificação do lote pelo número de lote, para facilitar a rastreabilidade Os lotes inaceitáveis são esmagados e retornados ao fluxo da matéria prima.
O estágio de autoclavagem explica a pressão e a temperatura do vapor
Às vezes, todas as oito etapas do processo são as mesmas listadas, exceto que a autoclavagem é substituída por um método completamente diferente de desenvolvimento de resistência, que não envolve vapor ou alta temperatura. Esses elementos não autoclavados são geralmente chamados de concreto celular leve (LWCC) ou concreto aerado não autoclavado (NAAC). Invariavelmente, estes são um desenvolvimento de resistência muito limitado 0,75-1,50 MPa. AAC autoclavado desenvolve 2,0-7,0 MPa porque o vapor saturado de alta pressão inicia uma via química diferente.
Que temperatura e pressão a autoclavagem AAC exige?
As condições convencionais para a autoclave são 180-220 C 12 bar (170 psi absoluto) para 8-12 horas Esses números não são arbitrários 180 C nenhum no morite pode se formar Se a temperatura é reduzida em 50 C, a sílica cristalina simplesmente não quer reagir com a cal em tudo, independentemente de quanto tempo o tempo de ciclo é O resultado é um material de fachada que parece ser AAC, mas testa para ser NAAC.
As reações químicas dentro da autoclave são em sua maioria lineares. Uma hora depois, a água livre na torta induz a formação de vapor dentro da câmara à medida que a temperatura aumenta para a faixa de 180-220°C. Assim que a temperatura se estabiliza nessa faixa, começa a formação de tobermorita. Este grupo cristalino necessita do trabalho conjunto de hidróxido de cálcio e sílica gel para formar hidrato de silicato de cálcio cristalino (CSH), o aglutinante que fornece a resistência final e final no bloco. No estágio final, a temperatura da câmara é rapidamente reduzida ao longo de 1-2 horas para evitar rachaduras por choque térmico na superfície.
“Mesmo pequenas flutuações na pressão da autoclave ou na duração do processo podem ser imediatamente mapeadas no teste de resistência à compressão dos vendedores autoclavados do dia seguinte. Usamos 12 bar a 10 horas como o mínimo operacional simples ” 11 bar ou menos e a fase CSH nunca se forma completamente, independentemente do que você coloca na receita.”
– Taiguo Steam Boiler engenharia, autoclave comissionamento
Uma autoclave é atualmente o maior investimento de capital único em uma planta AAC, em virtude de seu tamanho também determina a taxa de transferência As autoclaves industriais típicas AAC têm 2,85 m de diâmetro por 30-50 m de comprimento, contêm 6-10 carrinhos e operam de um a dois ciclos por dia As plantas na faixa de produção de 200.000-400.000 m³/ano normalmente são equipadas com autoclaves 3-4, programadas em um ciclo de temporização escalonado As considerações de dimensionamento também devem incluir fornecimento de vapor, válvulas e juntas com pressão reduzida e uma vida útil de mais de 30 anos em uma construção de câmara resistente à corrosão Para projetos que avaliam equipamentos, nossa equipe cobriu sistemas de autoclave industrial projetados para linhas de produção AAC em detalhes, incluindo eficiência de ciclagem térmica e projeto de recuperação de vapor.
Controle de qualidade 5 testes cada AAC deve passar
Cada lote de blocos acabados AAC sob vai 5 testes, que fazem referência a especificações ASTM C1386 equivalentes (EN 771-4 na Europa, IS 2185-3 na Índia).Corting cantos no programa QC é a maneira mais fácil de perder a certificação (certificação) e o caminho mais curto para o transporte de crack, água-ingestão, carga-teste-falha do local de construção.
| Teste | Padrão | Critérios de aprovação |
|---|---|---|
| Densidade seca | ASTM C1386 §6 | 30000 kg/m³ dependendo da classe declarada (AAC 26) |
| Resistência compressiva | ASTM C1386 §7 | 2.0.0 MPa mínimo, varia por classe |
| Condutividade térmica | ASTM C518 | 0,10.20 W/m·K (bloco dependente da densidade) |
| Absorção de água | RILEM TC-78 | ≤35% em peso após imersão de 24 horas |
| Precisão dimensional | ASTM C1386 §9 | ±2 mm de comprimento/±2 mm de altura/±1 mm de espessura |
Os suspeitos habituais em múltiplas falhas de controle de qualidade são desvios de fluxo de alumínio (falhas de densidade), ciclos incompletos de autoclave (falhas compressivas) e desgaste do fio de corte (falhas dimensionais).As plantas que registram o perfil da autoclave de cada lote, o peso do alumínio e a idade do fio geralmente podem identificar falhas de controle de qualidade na causa raiz dentro de um turno.
Tamanhos padrão do bloco AAC, graus de densidade e especificações ASTM

As classes de densidade AAC descrevem o que a maioria dos engenheiros chama para entender os blocos “heavier” ou “lighter”. A equação aqui é direta: à medida que a densidade cai, o desempenho térmico melhora às custas da resistência à compressão reduzida. ASTM C1386 especifica seis classes de densidade; ACI 530 faz referência a eles em cálculos de cargas axiais finais necessárias em paredes de apoio AAC.
| Classe (de acordo com ASTM C1386) | Densidade seca (kg/m³) | Mínimo. compressivo (MPa) | Uso típico |
|---|---|---|---|
| AAC 2 | 3500040 | 2.0 | Paredes divisórias sem suporte de carga |
| AAC 3 | 450 50 | 2.5 | Carga de 12 andares, residencial |
| AAC 4 | 550 650 | 3.5 | Carregamento de 34 andares |
| AAC 5 | 6500750 | 5.0 | Carga de 45 andares, zonas sísmicas |
| AAC 6 | 750080 | 7.0 | Suporte de carga pesado, paredes corta-fogo, multifamiliar |
Árvore de decisão de seleção de grau de densidade AAC
- Parede divisória sem carga → AAC 2 (350 kg/m³)
- Carga 12 andares → AAC 3 (450 50 kg/m³)
- Carga 34 andares → AAC 4 (550 60 kg/m³)
- Leve suporte de carga de 4 a 5 andares ou zona sísmica AAC 5 (650-750 kg/m³)
- AAC 6 resistente ou à prova de fogo (750-850 kg/m³)
A maioria dos fornecedores produz blocos dimensionalmente consistentes com cerca de 600 mm de comprimento e 200 mm de altura, com espessura determinada pela aplicação: 100 mm para divisórias, 150-200 mm para paredes exteriores sem suporte de carga, 250-300 mm para paredes de suporte de carga ou aplicações de massa térmica Painéis reforçados AAC para pisos e telhados apresentam especificação ASTM C1452, que adiciona requisitos para aço de reforço embutido e requisitos de revestimento resistente à corrosão.
AAC vs tijolos tradicionais vs blocos de concreto (CMU) (comparação baseada em dados)
A seleção correta do material de parede depende do driver do seu projeto: peso, classificação de incêndio, isolamento térmico, capacidade efetiva de suporte de carga ou facilidade de instalação. Esta tabela representa as especificações e padrões do produto referenciados para cada tipo de material; removemos especificamente etiquetas altas/médias/baixas, pois obscurecem as compensações de desempenho.
| Propriedade | Bloco AAC | Tijolo argila | CMU (unidade de alvenaria de concreto) |
|---|---|---|---|
| Densidade seca (kg/m³) | 30000 | 1.800 mil toneladas | 1.800 toneladas 2.400 |
| Resistência à compressão (MPa) | 2.0.0.0 | 3. 510,5 | 10 5 |
| Condutividade térmica (W/m·K) | 0,100.20 | 0.71,0 | 1.001.7 |
| Classificação de fogo (4″ parede) | 4 horas | 2 horas | 2 horas |
| Absorção de água (%) | ~3035 | 85 | 50 |
| Tamanho do bloco (típico, mm) | 600×200×100 | 230×110×75 | 400×200×200 |
| Velocidade de instalação (m²/mason/day) | 15 02 | 46 | 80 |
Principais conclusões: AAC economiza peso, isolamento e velocidade de construção (três a quatro vezes mais rápido que o tijolo devido ao tamanho maior e à argamassa de leito fino).Tem alta resistência à compressão, mas não tão alta quanto o CMU, que pode ser fator de material em 4-5 andares ou estruturas mais pesadas. Também possui alta absorção de água, o que explica a permeabilidade necessária para camadas aplicadas, como reboco, gesso ou estuque. O concreto armado permanece para aplicações estruturalmente pesadas.
Limitações Quando AAC Não É A Escolha Certa

AAC não é tudo para todos Vendê-lo como tal é como os fabricantes acabam com o rendimento da planta mal sucedida Os trade-offs reais são
Vantagens AAC
- ~75% mais leve que CMU
- 3× instalam mais rapidamente por m²
- Padrão de classificação de incêndio de 4 horas
- Valor R 23× concreto convencional
- Trabalhável com ferramentas manuais (corte, broca, rota)
- O teor de cinzas volantes recicladas reduz o carbono incorporado
️ AAC Limitações
- Aproximadamente metade da resistência à compressão do CMU
- Alta absorção de água (30031TP3 T; precisa de acabamentos respiráveis
- 2× custo unitário CMU na maioria dos mercados
- Requer pedreiros treinados + argamassa de leito fino (não argamassa grossa)
- Muitas juntas para rejuntar e vedar para estanqueidade ao ar
- Não recomendado para ambientes marinhos abaixo do nível do solo ou agressivos
Problemas de penetração de água ocorrem uma e outra vez nos fóruns Os profissionais da ciência da construção relatam consistentemente que a vedação de ar de uma parede AAC envolve cada junta sendo rejuntada e selada com adesivo (custando o tempo do instalador e o material que não entra na comparação de preços por bloco).Os novos a usar AAC subestimam isso e ultrapassam o orçamento de mão de obra em 15-25%.
️ Importante equívoco AAC
AAC e Aircrete às vezes são confundidos um com o outro Eles não são os mesmos Aircrete emprega um agente espumante sem calor; AAC emprega uma formação de gás alumínio-pó com cura em autoclave.
Os blocos de concreto aerodinâmico têm resistências de transmissão raramente superiores a 1,5 MPa e não são considerados conformes com a ASTM C1386. Solicite dados de comissionamento em autoclave se um fornecedor identificar”” de” de aircrete como suporte de carga de alguma forma.
Perspectiva da indústria 2025-20 Tendências do mercado AAC
Mercado global de concreto aerado autoclavado em um modo de crescimento tradicional Os principais impulsionadores do crescimento são códigos de construção verdes, urbanização asiática e do Oriente Médio e substituição persistente de produtos longe do tijolo de barro na construção residencial e comercial.
$23,7B
Tamanho do mercado global de 2025
$39.3B
Previsão até 2033
6.5%
CAGR 2025 2033
15%
Índia CAGR (impulso de cidades inteligentes)
Vários sinais são importantes para os proprietários de usinas AAC de oportunidades e desafios para os proprietários e operadores de usinas AAC que planejam a capacidade de 2028 O primeiro é o novo EPBD (Diretiva de Desempenho Energético de Edifícios) que sairá da UE em 2024, que exigirá valores U mais baixos para paredes residenciais, melhorando a economia da AAC versus CMU não isolada O segundo é o LEED v4.1 para edifícios comerciais nos EUA, que oferece créditos de Materiais e Recursos para conteúdo de fly-ash, favorecendo os produtores que usam projetos de mix com base no fly-ash sobre aqueles que não o fazem.
E a terceira é que as autoclaves estão se movendo mais em direção a projetos de recuperação de energia, que capturam o calor de resfriamento de um ciclo para uso no pré-aquecimento do próximo, reduzindo a energia necessária para produzir cada bloco em 15-20% (em novas instalações).
Para investidores que procuram entrar no mercado: O nível de tráfego de pesquisa global (cerca de 1.900 pesquisas mensais só nos EUA e uma magnitude semelhante nos mercados da UE) para blocos de betão autoclavados “aerados,” indica-me que a indústria passou por dificuldades de crescimento e é um defensor de carreira. Em outras palavras, não uma startup, mas uma categoria duradoura.
FAQ O que os operadores da planta AAC perguntam à maioria

Q: Quanto tempo o processo de fabricação completo de AAC leva da matéria-prima para o bloco acabado?
Ver Resposta
O tempo total do ciclo da matéria prima que entra ao bloco empacotado é aproximadamente 36-48 horas Autoclave toma 8-12 horas, e a pré-cura toma 2-4 horas Outro tempo é usado para preparar materiais, misturar, molde, expandindo, corte, refrigerando e teste da qualidade.
P: Qual padrão rege os blocos AAC nos Estados Unidos?
Ver Resposta
ASTM C1386 pré-moldado, não reforçado, unidades de parede AAC. Para reforçado, painéis AAC, usado para pisos, telhados, e lintéis, use ASTM C1452. projeto estrutural é feito de acordo com ACI 530 /TMS 402.
Confirme as referências do Certificado de Teste de Moinho a um desses padrões.
P: Por que a etapa da autoclave é essencial para a produção de AAC?
Ver Resposta
A ação do vapor de alta pressão (180-220 C) é produzir hidrato de silicato de cálcio (tobermorita), que é uma fase cristalina dentro da qual a combustão está inicialmente em compressão e fornece ao AAC sua resistência à compressão e estabilidade dimensional Se não autoclavado os vazios criam um concreto celular (NAAC) de resistência muito baixa e, portanto, não pode suportar a capacidade de carga delineada na astm C1386.
Q: São blocos AAC de carga?
Ver Resposta
Sim. AAC classe 3 e superior (densidades > 450 kg/m³) são estruturais A classe 4-5 suportará 4-5 andares de construção residencial/comercial leve de acordo com as regras de projeto do ACI 530.
Para edifícios de zonas sísmicas mais altas/com, uma carga diferente pode ser determinada com base no módulo de elasticidade reduzido da AAC em relação à CMU.
Q: Quais são as principais desvantagens dos blocos AAC?
Ver Resposta
Existem três desvantagens principais: imersão de cerca de 30-35 % de teor de água para que as paredes externas exijam acabamentos respiráveis, resistência à compressão de cerca de metade da CMU convencional e custo de 2-3 vezes maior por kg (cada bloco deve ser rejuntado como bem como colado para garantir a vedação hermética perfeita. Os custos trabalhistas adicionais do instalador não são refletidos no preço por bloco.
Q: Pode a cinza de mosca ser substituída pela areia na fabricação de AAC?
Ver Resposta
Sim. Tanto as cinzas volantes como a areia de sílica moída atuam como a principal fonte de sílica. As cinzas volantes são usadas quando baratas e disponíveis (mercados com boa geração de energia a carvão) e fornecem uma história ambiental para créditos de construção verde.
AAC à base de areia é mais comum onde o fornecimento de cinzas é limitado (Europa Ocidental e EUA).
P: Quanto custa um bloco AAC em comparação com um bloco de concreto tradicional?
Ver Resposta
A maioria dos mercados competitivos, AAC Blocks são precificados 2-3 por bloco versus CMU padrão A diferença de custo diminui quando se considera a instalação mais rápida (3-4 mais rápido), necessidades de fundação mais leves (até 15 economias em aço estrutural e concreto de sapata) e HVAC downsizing de melhor desempenho térmico Os custos do ciclo de vida tendem a fazer um forte argumento para AAC em edifícios energeticamente eficientes.
P: Qual tamanho de autoclave uma planta AAC precisa?
Ver Resposta
Autoclaves industriais AAC são tipicamente 2.8 m de diâmetro e 30050 m de comprimento, segurando 6.8 m de carrinhos 0. plantas visando 2000 m, 000 m. As plantas visando 200 m.000 m.000 m³/ano normalmente operam 3 autoclaves 4 em um cronograma escalonado A classificação de pressão deve ser de 12 bar no mínimo; espessura da parede da câmara, especificação da junta e tubulação de fornecimento de vapor, tudo fator na especificação Para orientação de dimensionamento, consulte Autoclave industrial Taiguo para produção de CAA.
Recursos Relacionados
- Autoclave Industrial para AAC: Guia de dimensionamento, pressão e rendimento Seleção de equipamentos para 200 plantas de produção direcionadas a 400k m³/ano
- Especificação padrão ASTM C1386-07 para concreto aerado autoclavado pré-moldado 0 padrão dos EUA
- Wikipédia: Concreto aerado autoclavado 1o de volta à história e à química
- YourHome.gov.au: Concreto aerado autoclavado guia de material de construção do governo australiano
Sobre este guia de fabricação
O modelo de facilitação da fabricação de blocos de concreto aerado autoclavados, conforme explorado aqui, sintetiza casos de uso ASTM C1386 com experiências de comissionamento em autoclave preservadas nos dados operacionais de caldeiras a vapor industriais que atendem fábricas de cimento e AAC, bem como discussões on-line entre residências, empresas e construtores institucionais que empregam AAC. As designações de classe de densidade e faixas compressivas são derivadas dos códigos de construção ACI 530 em vigor a partir de 2026. As cotações das trocas de fóruns on-line da indústria são parafraseadas para mitigar a identificação do contribuidor, mantendo a integridade técnica.
Referências e fontes
- ASTM C1386-07 Especificação de unidades de construção de paredes de concreto aerado autoclavado (PAAC) pré-formadas ASTM International
- Especificação padrão ASTM C 1452 para painéis reforçados de parede, piso e telhado de concreto aerado autoclavado ASTM International
- Em vez de usar os Requisitos de Código de Construção ACI 530 /TMS 402 para Estruturas de Alvenaria.
- Concreto aerado autoclavado (AAC) 1 entrada na Wikipedia sobre história, composição e uso global
- Hidrato de Silicato de Cálcio (Tobermorita) 1 entrada na fase aglutinante formada durante a autoclavagem
- YourHomeHov.au.concreto aerado autoclavado referência de materiais de construção do governo australiano
- Sistema de Crédito de Materiais e Recursos USGBC LEED v4.1 Ônibus. Edifício Verde Conselho
- Relatório da indústria de concreto aerado autoclavado 2025-2033 & quest consultoria tecnológica
- Tamanho do mercado e participação do concreto aerado autoclavado Mordor Intelligence