Get in Touch with Taiguo

Thermal oil boiler
Thermal Oil Boiler – High-Efficiency Hot Oil Heater from China Factory
Operate at temperatures of 350 degrees max and low operating pressure with industrial heaters based on thermal heat transfer oil. Thermal oil boiler from Taiguo guarantee a 95%-high degree of thermal efficiency, a ±1 degree temperature controlling unit, ensuring stable performance for your process needs. ISO 9001 and ASME certifications, our fully packaged heating solutions are engineered for global export, with fast delivery and customizable designs to match your specific requirements.
95%+ Thermal Efficiency
Up to 350°C / 662°F
ISO 9001 & ASME Certified
Fast Global Delivery






Class A Boiler Qualification
ASME/CE Certificate
One-Stop Solution Provider
24/7 Technical Support
TAIGUO High-Efficiency Thermal Oil Boilers
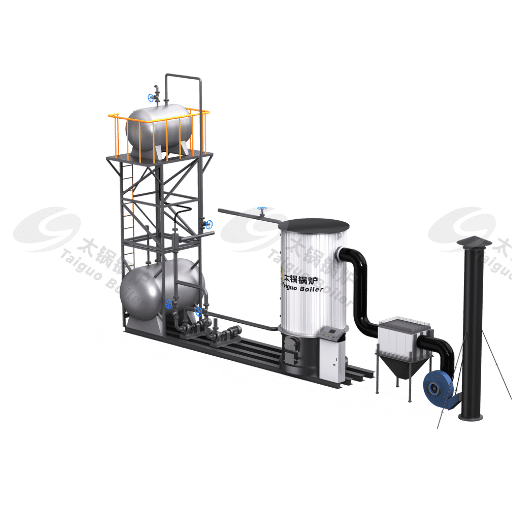
YGL Series Biomass Thermal Oil Heater
Solid fuel-burning vertical thermal oil heater, working at high temperatures of low pressure and permits great flexibility to use various fuels.
Fuel Options:
Coal, biomass, wood, bagasse, straw, peanut shell, rice husk
Power Range:
120 – 2,800 kW
Working temperature is up to 350℃ only at 0.8 MPa working pressure
5%–15 % more efficiency than conventional boilers
Highly automated with low labor requirements
Advanced safety interlock control system

YYQW Series Gas/Oil Fired Thermal Oil Boiler
Compact efficient thermal oil heaters, employing high-tech burners for clean, precise, stable heating operation.
Fuel Options:
Natural gas (LNG), LPG, diesel, city gas, light oil, heavy oil
Power Range:
350 – 14,000 kW
96% efficiency thermal output with very low NOx emissions
Compact tube design saving installation space
Control from a low-temperature panel up to 350℃
Installation back rights with prime foundation support
Possibility of retrieving heat energy to improve efficiency
What Is a Thermal Oil Boiler? Understanding Heat Transfer Oil Systems
A thermal oil boiler (also referred to as thermal fluid heater/ hot oil heater/ thermic fluid heater) is an industrial boiler which employs a specialized heat transfer oil, rather than the conventional steam or hot water. Unlike classical steam boilers, thermal oil boilers work at high temperatures (up to 350° C/ 662° F) and low pressure which makes them a lot safer and more efficient for process heating applications.
The system works by heating thermal fluid (mineral or synthetic oil) in the combustion chamber and then it is circulated through a closed loop to transfer heat to your process equipment, which in turn, is to be heated. Some examples of process equipment includes reactors, presses, and various industrial dryers and processing tanks. Once heat is released, the oil returns to the boiler for reheating. This cyclical process of oil is done in a continuous and efficient manner, without high pressure steam safety risks.
Taiguo Boiler is one of the leading thermal oil boiler manufacturers in China. We have supplied more than 15,000 units to factories spanning over 100 countries. Asphalt plants, textile mills, food processing factories, plywood factories, chemical plants, and more, our hot oil heating systems and thermic fluid heaters caters to demanding industrial applications.
Thermal Oil Heating System – How It Works
Process Equipment
(Heat User)
Hot Oil
Return Oil
Heater Unit
Expansion Tank
Circulation Pump
What Are the Differences Between Steam and Thermal Fluid Heaters in Terms of Heat Transfer?
Understanding the Hot Oil Circulation and Thermal Expansion in Industrial Heating Systems
Principle of Heat Transfer Through Thermal Fluids
Thermal fluid heaters transfer thermal energy through a heating method where the thermal oil is heated to a predetermined and stored temperature and that oil is circulated through an oil circuit where it flows through the heat exchanger coils or vessels of a jacketed to give off heat to the process.
Contrary to steam boilers in which the water undergoes a phase change to become steam that carries a latent heat, a thermal oil heater provides a sensible heat in a liquid that is controlled to be in a single-phase. This minimizes thermal expansion cycles and steam related issues such as corrosion, water treatment, and blowdown which water/steam boiler systems require.
Main Benefits of Thermal Oil Systems:
- No phase change – operates as a single phase liquid
- Allows for higher temperatures at lower pressures than steam
- No water treatment, scaling, or corrosion needed
- ±1°C temperature control
- Lower maintenance and operational costs
Hot Oil Circulation & Thermal Expansion
The principle of hot oil circulation is based on continuous flow of pumped thermal oil throughout the circuit which heats, expands and returns to an expansion tank which is configured to absorb thermal expansion and is designed to keep pressure steady.
In thermal oil systems, the oil expansion tank and properly sized pipes control thermal expansion, which allows for the continuous flow of thermal oil. This prevents pressure from changing frequently and keeps it within safe limits, avoiding the problems of steam and hot water boilers with phase and density changes.
Features of Our Taiguo Solutions:
Large Diameter Coil Combustion Chamber
Three-Return Flue Gas Flow for Optimal Efficiency
Delixi/Siemens Control Systems
Multi-Type, Explosion Proof, Safety, and Protective Systems
Proprietary Design of the Front and Rear Smoke Box Seals
Taiguo Grade-A Manufacturing Gallery: Since 1976

Heavy Industry Scale
Large Diameter Furnace

Precision Welding
Grade-A Craftsmanship
Factory Base
Established 1976

Optimal Coil Design
High Thermal Efficiency

Assembled Unit
WNS Horizontal Oil/Gas Boiler

Robust Profile
Quality Manufacturing

Advanced Equipment
Production Line

Global Export
Delivery to UK
Proprietary Thermal Oil Boiler Technologies — Why Taiguo Is Different
The obstacles that Taiguo Thermal Oil Boiler Technologies has created are coking, the heat transfer process, and long-term reliability for thermal oil heating.
How to Prevent Thermal Oil Coking
The most common cause of heater failures and inefficiencies in the system is thermal oil coking or the buildup of carbon. The following are strategies to avert thermal oil coking:
- Design of high flow velocity (≥2.5 m/s) to avoid stagnant hot spots.
- Optimized heat flux density keeps the film temperature below the degradation point.
- Heat distributed within large diameter coils to reduce turbulence and local overheating.
- Three-return coils to distribute the heat load across a larger surface area.
- An oil-gas separator to remove lighter fractions which accelerate coking.
- Critical temperature PLC monitoring and alert to operators.
Double-Coil vs. Single-Coil Design
Our proprietary dual-coil (inner + outer coil) design significantly benefits over single-coil competitors:
- 40% additional heat transfer surface within the same footprint.
- Improved heat absorption from both the radiant and convective zones.
- Reduced thermal stress by through a distributed heat load.
- Improved flexibility of expansion with multi-head small diameter tubes.
- Simplified maintenance with independent coil access.
- Thermal efficiency of 95%+ compared to 88-90% for single-coil.
Serpentine vs. Helical Coil Heaters
We produce both styles of serpentine and helical coil configurations, which are optimized for specific functions:
- Serpentine coils are better for high-capacity, horizontal heaters.
- Helical coils are ideal for vertical and compact installations.
- Serpentine coils provide better access for cleaning and inspection.
- Helical coils provide better natural convection flow patterns.
- Both designs incorporate 100% butt welding, with subsequent X-ray inspection.
- Coil design tailored to your application requirements.
Enhanced Burner & Combustion System
We collaborate with world-class burner makers to achieve the best possible combustion and emissions compliance:
- Riello & Baltur (Italy) burners for gas/oil applications.
- Weishaupt (Germany) burners for high-end solutions.
- Low-NOx technology with the strictest environmental compliance.
- Modulating (10-100%) for precise control over combustion.
- Dual fuel for operational flexibility.
- Automatic ignition, flame supervision, and safety shutdown.
Common Gas-Fired Thermal Oil Heater Issues: Solutions from Our Chinese Factory
How Our Thermal Oil Boiler Manufacturers Deal With Some Of The Most Frequent Issues That Industrial Heating System Buyers Face From The China Factory.
High Equipment Costs
Problem:
Thermal oil boilers from Europe and America are very expensive and have high lead times and shipping costs, and distributors have high mark ups.
Our Solution:
Direct from the Factory, wholesale prices from China with a savings of 30-50%. Quality that meets international standards, and a seasoned expert with over 45 years in the industry. Distributors benefit from flexible MOQ and OEM.
Complicated Installations
Problem:
Thermal oil system designs made for expansion tank, piping, and control integrations are a poor and lead to coking, pump failures, and safety issues.
Our Solution:
Turnkey system design with the inclusion of CAD drawings, component selection, and installation instructions. Engineers have the option of on-site commissioning. Technical documentation in English is available.
Safety Issues
Problem:
The operation of high-temperature thermal oils can lead to burning and fires. Many factories do not have the proper safety systems or training to deal with the risks.
Our Solution:
Automatic emergency shutdown systems, and safety systems are to multi-function standards. These systems provide hot oil burn protection. International safety standards are met with our Grade-A manufacturing license.
Degraded Thermal Oils
Problem:
The operation of thermal oils can lead to coking, oxidation, and a shortened lifespan of the oil. This can result in elevated operational costs due to the need for frequent replacements.
Our Solution:
Coils designed optimally with small diameter piping ensure thermal expansions and low stress. Three-return flue gas flow design prevents local overheating. Built-in filtration and condition monitoring oil sampling ports.
Poor After-Sales Support
Problem:
Remote suppliers who are hard to reach, cannot be contacted to provide support. Delay on replacement part orders, and they are costly.
Our Solution:
English speaking technical support is available. Troubleshooting via video calls is a possibility. Regional distribution for spare parts with common stock for quick dispatch. Local servicing associates in predominant export countries.
Certification Requirements
Problem:
Documentation related to compliance to regulations is needed for imports. Some of our suppliers from China ignore these when sending products for customs clearance.
Our Solution:
Ever-present Manufacturing grade A license, ISO 9001:2008, and CE certifications. A full suite of documents with testing, materials certifications, operation manuals. 45+ years of experience exporting to 50+ countries.
When Are Thermal Oil Boilers More Beneficial Than Steam Boilers And Hot Water Boilers?
Choosing the right heating system comes down to expert advice from the leading thermal oil boiler manufacturer in China.
Thermal oil boilers offer benefits over hot water boilers and steam boilers in a more compact and lower footprint. They offer high process temperatures, precise temperature control, and lower maintenance in terms of water treatment. They also provide significant value when used in conjunction with hot water boilers and when steam pressures become excessive.
01
High Temperature Requirements (>180°C)
When process temperatures are >180°C up to 340°C, thermal oil boilers are the most effective options. While thermal oil boilers operate efficiently at low pressures, steam would require dangerously high pressures. Our thermal fluid heaters deliver stable high temperatures safely.
02
Need For Accurate Temperature Control
The precision thermal oil systems achieve is ±1°C in comparison to steams ±5°C. This is vital for chemical reactions, food processing, and pharma, as temperature changes negatively impact product quality.
03
Space And Budget Constraints
No need for a steam drum, condensate return lines, or water treatment equipment. With a 30-50% smaller system, lower installation costs, and a smaller footprint, thermal oil systems are perfect for retrofitting existing facilities.
04
Lowering Maintenance Priorities
Water scaling, corrosion, and water treatment chemicals are a thing of the past. Thermal oil doesn’t freeze, and protects against rust. Over a 10-year lifecycle, operating costs are 15-25% lower than comparable steam systems.
Industrial Heating System Applications For Biomass Thermal Oil Boiler
There are many industries where thermal oil boilers are being used for saving energy. Control of temperature and thermal energy made it even more useful in these sectors.
Chemical & Petrochemical
From reactor heating, distillation, polymerization, and process heating that require strict temperature control of nearly up to 340°C
Asphalt & Construction
For asphalt mixing plants, bitumen heating, and road construction equipment that requires constant high heat transfer
Textile & Dyeing
For dyeing, finishing, and printing process machinery calling for consistent temperature distribution
Food & Beverage
Food processing systems, including frying, baking, drying, and sterilization using hygienic hot oil loops for the thermal transfer
Plywood & Wood Processing
Hot press heating, veneer drying, particle board manufacturing where stable high temperatures are needed
Rubber & Plastics
Vulcanization, molding, extrusion processes requiring precisely controlled temperature and rapid heating
Printing & Packaging
Laminating, coating, and drying processes take place with the production of paper, printing, and flexible packaging.
Oil & Gas Refinery
Process crude oil preheating, tank heating, distillation processes in petrochemical industry.
Key Technical Features of Taiguo Thermal Fluid Heaters
Taiguo delivers more than just Thermal Oil Boiler; each one possesses unique features that illustrate advanced engineering in comparison to other China thermal fluid heater manufacturers . Our improvements in heat transfer efficiency, automation, and coking prevention translates to superior performance.

An oversized furnace design ensures complete fuel combustion and optimal flame distribution; as a result, radiant heat is absorbed and thermal stress on coils is reduced.
The triple-pass design of the coils and economizer achieves thermal efficiency of more than 95% as maximum energy is extracted from the combustion gas at each level.
Integrated with other safety features, the device prevents fuel deflagration during ignition and offers a quick reset after activation. It has an observation window for maintenance.
The advanced PLC comes with an LCD touchscreen and offers a Chinese/English menu. It allows manual; automatic; or remote operation among other control functions.
The design with high oil flow velocity (≥ 2.5 m/s) and optimized heat flux work synergistically to prevent thermal oil degradation and the buildup of carbon. The film temperature is kept below the oil degradation threshold.
Thermal Oil Boiler Calculator Suite
Professional calculation tools for thermal oil boiler sizing, capacity estimation, and efficiency analysis. Select a calculator below to get started.
Boiler Capacity Calculator
Calculate the required thermal oil boiler capacity based on your heating requirements, temperature differential, and thermal oil properties.
kW
°C
°C
%
×
📋 Calculation Results
–
Required Capacity (kW)
–
Heat Output (kcal/h)
–
Heat Output (BTU/h)
–
Oil Flow Rate (m³/h)
–
Burner Input (kW)
–
Equivalent Tons
⚠️ Note: This calculation provides an estimate for initial planning purposes. Actual boiler sizing should consider additional factors such as heat losses, startup requirements, peak demand variations, and specific process needs. Please consult with our engineering team for precise specifications.
📝 Calculation Formulas Used:
• Required Capacity = Heat Requirement × Safety Factor ÷ Efficiency
• Flow Rate = Q ÷ (ρ × Cp × ΔT) where ρ ≈ 850 kg/m³
• 1 kW = 860 kcal/h = 3,412 BTU/h
• Flow Rate = Q ÷ (ρ × Cp × ΔT) where ρ ≈ 850 kg/m³
• 1 kW = 860 kcal/h = 3,412 BTU/h
Ready to discuss your thermal oil boiler requirements? Get a customized quote from our experts.
Get Instant QuoteBoiler Efficiency Calculator
Measure and analyze your thermal oil boiler’s efficiency using either the Direct Method (input/output) or Indirect Method (heat loss analysis).
kW
m³/h
hours
°C
°C
%
ppm
%
📋 Efficiency Analysis Results
0
Efficiency %
–
Heat Input (kW)
–
Heat Output (kW)
–
Heat Loss (kW)
📝 Calculation Method:
–
Need help improving your boiler efficiency? Our experts can provide optimization recommendations.
Get Instant QuoteCustomer Success: Thermal Oil Boiler & Heater Case Studies
Gas Fired Thermal Fluid Heater for Asphalt Mixing Plant
Project Type: New Installation – Asphalt Plant Hot Oil System
Application: Bitumen Tank Heating & Asphalt Mixing
Client Background
One of the biggest road construction firms in Texas, needed to expand their asphalt production facility. To achieve this, they needed the construction of new asphalt plants. They needed a precise and dependable thermal oil heater for asphalt plant operations, to control the temperatures of multiple bitumen storage tanks and their asphalt mixing equipment.
The Challenge
The client had to deal with a number of serious difficulties regarding their heating system:
- The constant maintenance of their old steam boiler systems required production downtimes to treat water.
- Temperature fluctuations caused changes in bitumen viscosity which in turn affected the quality of the asphalt.
- Safety concerns as well as the need for licensed operators due to the systems high operating steam pressure (150 PSI).
- Increasing energy costs due to thermal inefficiency (around 78%).
- Dealing with overseas suppliers resulted in dwindling support after a deal was made.
Our Solution
After one of our engineers completed a detailed site review, our team recommended a complete hot oil circulation system with a YQW-3500 gas fired thermal fluid heater. The most important features of our solution are:
Advanced Serpentine Coil Design: Our patented design of the serpentine coils guarantees even distribution of heat and eliminates one of the most common heater design problems (coking of thermal oil) due to the poison film temperature of 320°C. The coil incorporates a large diameter combustion chamber which maintains optimum flue gas velocity resulting in thermal efficiencies of 93%
Intelligent Temperature Control: A system with temperature sensors was incorporated with a PLC based control to automate the modulation of the burner firing rate change. This guarantees the outlet temperature stays within a 2 degree Celsius of the set point to improve the viscosity consistency of the bitumen.
Complete System Package: In addition to the heater, we also incorporated a complete turnkey hot oil system that included an appropriately sized expansion tank with nitrogen blanketing, dual circulation pumps (including one standby), safety relief valves, and an instrumentation package that was fully ASME and NFPA compliant.
Implementation Process
The project took place over a period of four phases spanning 16 weeks:
Phase 1 – Engineering (Weeks 1-3): Our team performed thermal calculations to adequately size the system. P&ID diagrams and layouts were constructed, and instrumentation was detailed. These were all cross-reference with the client’s engineering team to capture all necessary details during remote video consultations.
Phase 2 – Manufacturing (Weeks 4-10): The thermal fluid heater was produced in our ISO 9001 certified factory. The client was updated weekly with progress pictures and videos. A pre-shipment inspection was scheduled with the Bureau Veritas.
Phase 3 – Shipping & Installation (Weeks 11-14): All equipment was shipped and insured through overseas ocean freight to the port of Houston. One of our installation supervisors flew to Texas to manage the local contractor’s mechanical and electrical installations.
Phase 4 – Commissioning (Weeks 15-16): Our commissioning engineer completed system flushing, initial heating, and thermal oil conditioning, followed by tuning the burner. He also provided training to the operators and handed over the documentation.
“We looked at several thermal liquid heater companies, including US manufacturers. The mix of competitive pricing, technical knowledge, and ability to make system adjustments to our needs was an easy choice. The commissioning engineer was on-site for two weeks to make sure everything was as it should be. We’ve been in operation for a little over a year and have been more than pleased and have already recommended them to two of our competitors.”
Technical Specifications
ModelYQW-3500Q
Thermal Capacity3,500 kW (11.9 MMBtu/hr)
Fuel TypeNatural Gas
Operating Temp280°C (536°F)
Max Film Temp320°C (608°F)
Thermal Efficiency93%
Operating Pressure0.8 Mpa (116 PSI)
Heat Transfer FluidTherminol 66
Coil DesignSerpentine with triple-pass configuration
CertificationsASME Section VIII, CE Mark, UL Listed Burner
Results & Benefits
Once 12 months had passed, the customer showed us measurable success:
Energy Savings
✓ Fuel consumption reduced by 32% and savings of about $47,000 annually compared to the prior steam boiler.
Production Uptime
✓ Achieved 99.2% uptime with no unexpected shutdowns.
Quality Improvement
✓ Consistent quality of the asphalt mix due to better temperature control.
Safety Enhancement
✓ High pressure steam hazards eliminated and no licensed operator required.
Maintenance Reduction
✓ 80% drop in maintenance costs and no water treatment required.
Hot Oil Heating System for Chemical Reactor
Project Type: Reactor Jacket Heating System Upgrade
Application: Heating Jacketed Reactor & Distillation Column
Client Background
In Germany, a specialty chemicals manufacturer operates several batch reactors for the production of pharmaceutical intermediates and fine chemicals. Their processes require the precise control of temperatures within the range of 150°C to 300°C for each of the jacketed reactors. They needed a reliable hot oil system for the heating of chemical reactors that is compliant with the stringent safety and environmental regulations of the European Union.
The Challenge
The client’s thermal fluid system maintenance concerns included operational challenges:
- Thermal fluid breakdown due to localized overheating and thermal oil coking in the heaters.
- Overshoot and undershoot temperature variations during exothermic reaction phases–risking the quality of the product.
- Exceeding more than 100 mg/Nm³ of NOx emissions of the new German TA Luft, (max 100 mg/Nm³)
- Fewer than three to one poor turndown ratios resulting in cycling at low load phases.
- No capability for remote monitoring as part of their Industry 4.0 digitalization plan.
Our Solution
We applied turn key solutions to the custom design, build, and system integration of the thermal hot oil system for all of the chemical reactors:
Anti-Coking Solution: Our double-coil design is one of the few in the world with two separate and independent heat transfer circuit coils. The inner coil is designed for the radiant heat zone and the outer coil is designed for convective heat capture. This design maintains thermal oil flow velocity of greater than 2.5 meters per second throughout the entire system preventing stagnant zones where thermal oil coking occurs. The max film temperature is kept 50C lower than the thermal oil’s maximum bulk temperature.
Ultra Low NOx Burner: The heater was designed with a pre-mix, FGR (flue gas recirculation), and staged combustion system for a modulating burner that maintains 40 mg/Nm³ of NOx emissions. This is significantly below the 100 mg/Nm³ requirement.
Advanced Process Control: The Siemens S7-1500 PLC with integrated HMI touchscreen provides cascade temperature control. The system can ramp temperatures at defined rates (0.5°C to 5°C per minute), which is important for some chemical reactions. During exothermic reactions, the controller can switch to cooling mode using the air-cooled heat exchanger.
Industry 4.0 Integration: With OPC-UA, the controller can connect to the plant SCADA system. Engineers can monitor the system remotely over secure VPN for predictive maintenance and troubleshooting.
“We were very impressed with the technical discussions during the proposal phase. They grasped the complexities of chemical reactor heating and offered ideas that were new to us. Your double-coil design has entirely eliminated our coking concerns, and the low-NOx burner ensures we comply with the ever tightening regulations. Your remote monitoring has already saved us from two problems.”
Technical Specifications
ModelYGW-2400Q (Custom)
Thermal Capacity2400 kW
Fuel TypeNatural Gas (EN 437 Group H)
Operating Temperature150°C – 300°C
Temperature Control+/- 1°C
Thermal Efficiency94.5%
NOx Emissions<40 mg/Nm³
Turndown Ratio10:1
Coil DesignDouble-coil with radiant/convective separation
Control SystemSiemens S7-1500 with OPC-UA
CertificationsCE Mark, PED 2014/68/EU, ATEX Zone 2
Results & Benefits
Thermal Oil Life Extended
✓ 5+ years projected due to eliminated coking.
Emissions Compliance
✓ 60% below German TA Luft NOx limits.
Process Stability
✓ Temperature variations improved to ±1°C.
Energy Efficiency
✓ 18% reduction in overall energy consumption.
Digitalization
✓ Integrated with plant SCADA and ERP systems.
Biomass Thermal Oil Boiler for Plywood Factory
Project Type: Complete Hot Oil System for New Plywood Production Line
Application: Plywood Hot Press & Veneer Dryer Heating
Client Background
While establishing a new production facility, one of Indonesia’s largest plywood manufacturers, with an annual capacity of 150,000 cubic meters, required an effective thermal oil boiler for plywood factory operations. It was crucial that the thermal oil boiler utilized excess wood waste, one of the company’s resources, and provided consistent heat for the hot press machines and veneer dryers.
The Challenge
The project was no shortage of unique challenges:
- Varying fuel sources: wood chips, sawdust, and bark and plywood trimmings with moisture content from 15-45%
- Heat demand fluctuations: hot press cycles create sudden load shifts from 40-100%
- Remoteness and lack of access to natural gas
- Indonesian regulatory compliance with emissions of particulates of 150 mg/Nm³ or less
- Turnkey solutions including supervision of installation and operational training
Our Solution
We engineered a fully equipped biomass thermal oil boiler system including and fully customized to the wood industry:
Solid Combustion System: Our chain grate stoker with auto fuel feeding functions with a wide variety of fuels, even diverse biomasses, and sustain combustion without manual adjustments. The primary and secondary air supply systems work autonomously, adjusted to provide optimization of fuel moisture content. The corrosion of wood ash was a consideration in the design of the combustion chamber to include a refractory lining the entire chamber.
Three-Pass Heat Exchanger: Our horizontal 3-pass design, with a modular fire tube maximizes the use of the available heat transfer surface area and achieves 87% thermal efficiency even with high moisture biomass and while thermal oil circulates in the inner tubes and hot flue gas over the exterior of the tubes. Extended periods of high-efficiency operation are secured with up to auto soot blowers.
Emissions Control: In terms of emissions control, a multi-cyclone dust collector paired with a wet scrubber achieves a particulate emission rate of 80 mg/Nm³, which is within the regulatory limit. The scrubber water is recirculated so that only a small amount of wastewater is generated.
Load-Following Capability: The thermal oil buffer tank (15 m³) and VFD on the circulation pumps allow for quick and smooth load shifts, while preventing thermal shock to the system.
Implementation Highlights
Due to the remote location and language barriers, we implemented the following:
Designated a Bahasa Indonesia-speaking project manager as point of contact.
Major components were pre-assembled at our factory to reduce on-site construction duration.
3 engineers were deployed for 8 weeks to supervise installation and commissioning.
A comprehensive program was carried out for 12 local operators on safety, daily operations, and basic troubleshooting.
A complete documentation package was provided in English and Bahasa Indonesia.
“We made it a priority to convert our wood waste to energy. After visiting their factory in China and observing similar systems, we were confident in their capabilities. The commissioning team was professional and very patient with training our operators. Now, six months into operation, the system runs smoothly and we’ve eliminated our diesel fuel costs.”
Technical Specifications
ModelYLW-6000MA
Thermal Capacity6,000 kW (20.5 MMBtu/hr)
Fuel TypeWood chips, sawdust, bark (15-45% moisture)
Operating Temperature260°C (500°F)
Thermal Efficiency85-87% (depending on fuel moisture)
Fuel Consumption2.2-2.8 tons/hour
Particulate Emissions<80 mg/Nm³
Heat ExchangerHorizontal three-pass fire tube
Combustion SystemChain grate stoker with automatic feeding
CertificationsISO 9001, SNI (Indonesian National Standard)
Results & Benefits
Fuel Cost Savings
✓ complete elimination of fossil fuel costs by using wood waste.
Waste Utilization
✓ 45 tons daily of wood waste turned from a liability to an energy resource.
Production Efficiency
✓ Positive impact from consistent heat supply on 24/7 hot press operation.
Environmental Impact
✓ emissions 47% below Indonesian regulatory limits.
ROI
✓ System payback period of 14 months based on avoided fuel costs.
Hot Oil Heater FAQs
What are thermal oil boilers and how are thermal oil heaters different from steam boilers?
Some thermal oil boilers go by the names thermal oil heater or thermal fluid heater. They are closed loop heating systems which use transfer oil or hot oil as the medium for heating the system instead of steam or hot water. Compared to industrial steam boilers, or hot water boilers, which operate at high pressures, thermal oil heaters operate at low pressures. However, they achieve high and precise temperature control, up to around 400°C. This characteristic of thermal oil systems is beneficial when thermal energy must be delivered without the safety and operational costs associated with high pressures and industrial steam.
Which heating applications use thermal oil boilers in industrial boiler systems and boiler solutions?
Some of the industrial heating applications which use thermal oil boilers include: chemical processing, food processing, rubber curing, textiles, and heat treatment furnaces and plastic extrusion. Oil boilers are vital in closed-loop industrial heating systems and boiler solutions. Compared to steam boilers, they offer uniform heating, lower operational pressure, and precise temperature control. This is especially important in applications which require high temperature heat transfer and use oil as the heat transfer fluid.
What are the benefits of using thermal oil instead of using a water boiler or steam boiler?
Some advantages of thermal oil boilers include: the ability to reach high temperatures at low pressure, precise temperature control, reduced water treatment requirements, and often lower operating costs. Since thermal oil systems heat oil in a furnace, and then the heated oil is used to transfer heat to process equipment, there is no need for high pressure or large steam distribution systems. This reduces system complexity, improves safety, and permits efficient heat transfer even at high temperature and pressure process points.
What should I expect from an industrial boiler manufacturer in regard to the components of a thermal oil system?
Some components of a thermal oil system include the thermal oil boiler or heater (furnace), circulating pump, expansion tank, heat exchangers, filters, valves, and piping, and pressure and temperature control systems. Manufacturers of EPCB boilers or boiler systems often include integrated control panels that ensure thermal oil flows at the correct rates and temperatures throughout the system, and that the boiler operates safely.
How do oil boilers maintain safety, and how do they operate?
Regular inspection and maintenance of combustion equipment and the furnace, oil condition monitoring to avoid degradation, maintenance of appropriate levels in the expansion tank and relief devices, and leaks monitoring (since oil leaks may pose a fire risk) make sure safety is not compromised. In oil analysis, filter replacement, servicing of pumps and valves, heat exchanger inspections, and maintenance of drains are in routine servicing. Since oil boilers employ thermal oil in a closed system, it is important to maintain fluid quality for system
Do thermal oil boilers have the capability to run other fuels like heavy oil or fuel oil, is there electric thermal oil, and can they use any other fuel?
Yes, for the application of thermal oil heaters, a variety of fuels can be used, for example: a combination of heavy oil, fuel oil, and natural gas in the combustion furnace are valid options, and electric thermal oil heaters are also available when combustion emissions and space limitations are of concern. These also have to be matched up to the industry’s system and the fuel available. This choice also alters combustion efficiency, operating costs, and emissions control.
What is the role of heat exchangers and how do thermal oil boilers rate in heat transfer performance?
Since thermal oil maintains its liquid state at high temperatures, it is able to flow through the system and achieve targeted heat transfer with minimal phase-change losses. Heat exchangers receive targeted thermal energy transfer and loss from the hot oil to the process fluid or product. Uniform heating and proper design ensures the process fluid or product receives the desired consistent temperature. In many boiler systems, to maximize performance and minimize operational costs, it is essential to select the suitable heat exchangers and ensure the thermal oil is clean.
What kinds of fuel can thermal oil boilers use?
A thermal oil boiler can burn a variety of fuels such as natural gas, oil (diesel/heavy fuel oil), biomass (wood chips, agricultural waste), and electricity. Biomass fuels are increasingly popular in the rural U.S., especially in the wood processing sector. This creates a strong market opportunity for biomass-fired thermal oil boilers.
What maintenance does a thermal oil boiler require?
Routine maintenance involves checking thermal oil quality and cleanliness, cleaning burners and flue passages, inspecting circulation pump seals, and checking system pressure and temperature. Since steam boilers require water treatment and steam trap maintenance, the thermal oil boiler has lower maintenance costs.
![Industrial AutoclaveTypes, Applications & Buying Guide [2026]](https://taiguo-steamboiler.com/wp-content/uploads/2026/04/Industrial-AutoclaveTypes-Applications-Buying-Guide-2026-150x150.png)