Ponte en contacto con Taiguo

Vulcanización explicada: de los enlaces cruzados de azufre al autoclave industrial
El significado de vulcanización la mayoría de los ingenieros aprenden que proviene de un único accidente de caucho pegajoso en 1839: un proceso químico que endurece el caucho en bruto formando enlaces cruzados de azufre entre cadenas de polímeros, convirtiendo un material gomoso inutilizable en la sustancia elástica y duradera detrás de cada neumático, junta y cinta transportadora. El descubrimiento de la vulcanización por parte de Charles Goodyear es ahora un caballo de batalla industrial de 186 años de antigüedad, y la misma química todavía se encuentra en los autoclaves certificados por ASME que funcionan a 140-180 °C en todo el mundo.
Esta guía analiza lo que significa la vulcanización en inglés simple, la química de la reticulación del azufre, los cinco sistemas de curado utilizados industrialmente y la infraestructura de autoclave y vapor que hace posible la vulcanización a gran escala en la actualidad.
Especificaciones rápidas « Vulcanización de un vistazo
| Descubierto | 1839, por Charles Goodyear en Eagle India Rubber Company, Woburn, Massachusetts |
| Reacción central | Reticulación de azufre entre cadenas poliméricas de caucho natural o sintético |
| Temperatura típica | 140-180 °C en autoclaves, prensas de moldes y túneles continuos |
| Cauchos comunes vulcanizados | Caucho natural (NR/poliisopreno), caucho estireno-butadieno (SBR), EPDM, nitrilo, silicona, neopreno |
| Equipos industriales | Autoclave (vapor saturado), prensa de molde de compresión, túnel de aire caliente, curado ambiental RTV |
| Estándares | ASTM D2084 (curva de curado del reómetro); ASTM D2240 (dureza de costa); ASME Sección VIII Div 1 / GB/T 150 (diseño de recipiente a presión en autoclave) |
¿qué significa vulcanización?

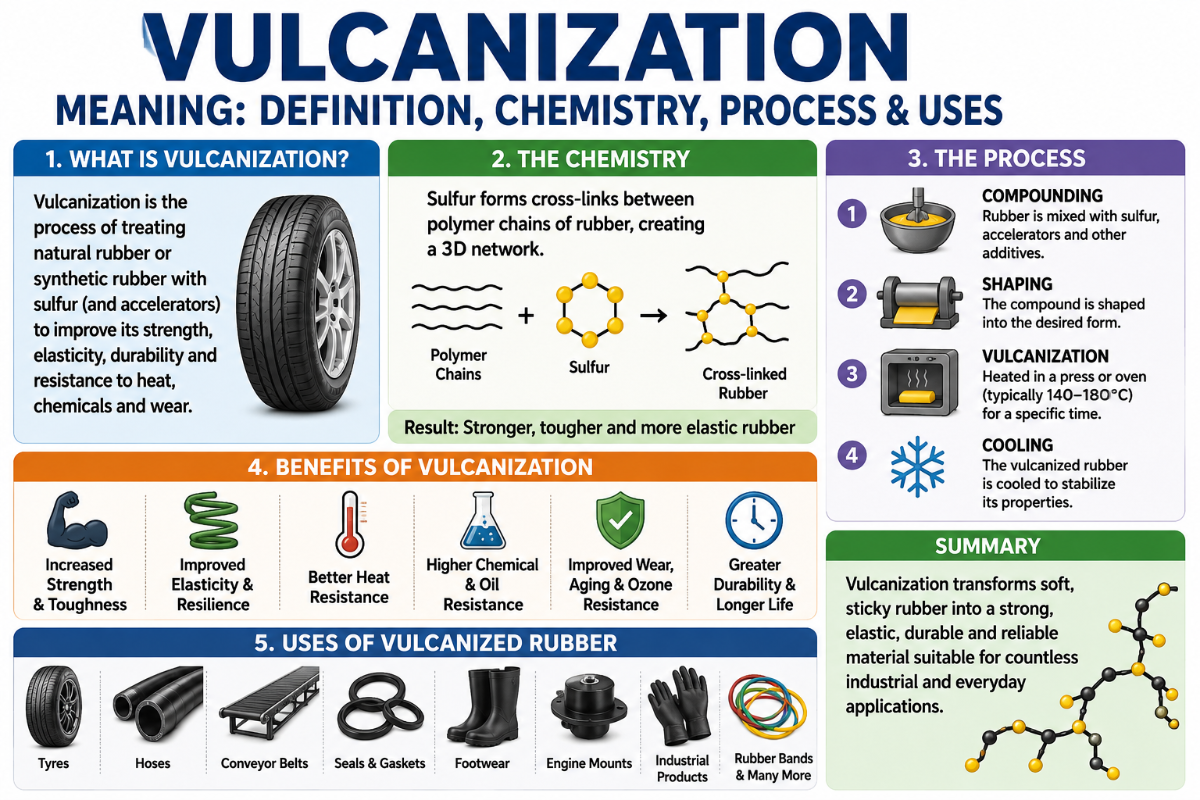
La vulcanización es un proceso químico que endurece el caucho natural o sintético al implicar la creación de enlaces cruzados de azufre entre moléculas de polímero de cadena larga. Esta reacción transforma un material termoplástico blando y pegajoso (caucho) en un elastómero elástico resistente al calor con una red termoestable que no se puede volver a fundir. La entrada de Britannica en vulcanización refleja esto al describir la química de la vulcanización: “Esto combina azufre con caucho como enlaces cruzados ”puentes entre moléculas de cadena larga “y el producto presenta mayor resistencia a la tracción, mayor resistencia a la abrasión y elasticidad en un rango de temperatura más amplio que el caucho sin tratar”.
En lenguaje sencillo, la vulcanización convierte el caucho de una goma en un material de ingeniería funcional. Caucho natural crudo extraído Hevea brasiliensis los árboles salen como látex de poliisopreno; sin enlaces cruzados de azufre, se ablanda a temperaturas cálidas, se agrieta en las frías y es prácticamente inútil para neumáticos, mangueras o sellos.
📐 Nota de ingeniería
Según el cuerpo general de vulcanización de ScienceDirect, la vulcanización es “un proceso de reticulación química de moléculas de caucho con agentes orgánicos o inorgánicos sometiéndolas a calor y presión.” El perfil de propiedad está dominado por el número de átomos de azufre en cada puente de reticulación: los puentes cortos imparten resistencia al calor, los puentes largos (particularmente de polisulfuro) proporcionan características dinámicamente flexibles (aplicables si es necesario especificar una pared lateral del neumático o un sello del horno.
Origen: Goodyear, 1839 y el dios romano del fuego
Un solo accidente inició un camino hacia la vulcanización moderna. Un día, en Eagle India Rubber Company en Woburn, Massachusetts, Charles Goodyear estaba mezclando brebajes químicos para preservar la forma natural de muchas variedades de caucho; Los racimos se derritieron en el horno un día de enero o se partieron por la mitad durante la helada de enero. Un día de 1839, mientras mezclaba caucho y azufre, Goodyear dejó caer accidentalmente la mezcla en una estufa caliente. En lugar de derretirse aún más, el caucho se carbonizó en los bordes y se mantuvo firme y, a medida que aplicaba más calor, en realidad se endureció. Este relato, extraído de Connecticut History.org y del biógrafo Charles Slack, captura el momento en que el caucho pasó de la curiosidad a convertirse en un producto industrial.
Goodyear quedó asombrado: la goma no se derritió. Y cuando subió el fuego, se hizo aún más fuerte.
Casi de inmediato siguió una carrera de patentes que sigue siendo una curiosidad de la historia industrial. El inventor británico Thomas Hancock presentó una patente británica para la vulcanización del azufre el 21 de noviembre de 1843, ocho semanas antes de la patente estadounidense de Goodyear el 30 de enero de 1844. La palabra “vulcanización” fue acuñada por William Brockedon, un amigo de Hancock, en honor a Vulcan, el dios romano del fuego. asociado con el azufre y los volcanes. Goodyear murió aproximadamente $200.000 endeudado a pesar de su avance; La famosa empresa de neumáticos que lleva su nombre fue fundada años después de su muerte como homenaje.
Otra rama sorprendente de este proceso: las antiguas culturas mesoamericanas vulcanizaban el caucho con jugos vegetales ricos en azufre aproximadamente 3.500 años antes de Goodyear, según un informe de MIT News de 1999 examinando la tecnología del caucho olmeca. Las civilizaciones antiguas crearon pelotas de juego, suelas de sandalias y recipientes herméticos a partir de este elastómero natural sin cáscara. El propio Goodyear no participó en el primer invento, pero sus innovaciones clave en el control de procesos fueron la razón por la que el caucho vulcanizado siguió siendo un elemento básico del comercio mundial.
La química: cómo el azufre entrecruza los polímeros de caucho
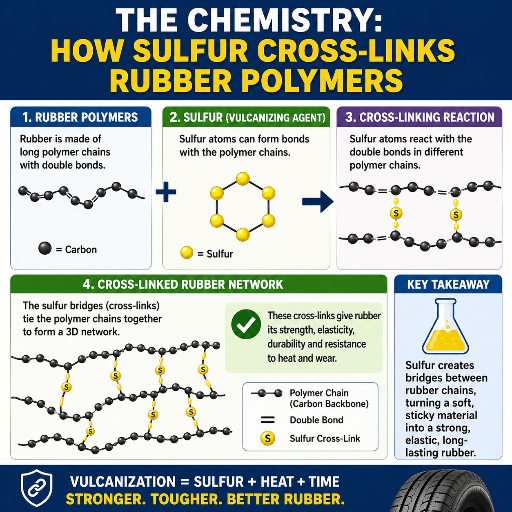
Calentar caucho con azufre es la forma más sencilla de describir lo que sucede durante la vulcanización, pero la química es más específica. La vulcanización del azufre se produce porque es notablemente sensible a la ubicación y al grado de ataque del azufre a la cadena del polímero de caucho. El caucho natural, el poliisopreno, sigue siendo un polímero de cadena larga (macromolécula) con intercalaciones regulares de dobles enlaces carbono-carbono. Los átomos adyacentes a los dobles enlaces exhiben átomos de hidrógeno desplazables que son ‘objetivos’ convenientes que los químicos denominan posiciones alílicas. Durante la vulcanización, los átomos de azufre individuales se desprenden de la molécula diatómica y forman puentes de varios átomos de azufre de longitud (polisulfuros) entre cadenas vecinas, bloqueándolos en una matriz tridimensional nueva, inamovible.
Los resultados son dramáticos. Las hojas de datos técnicos publicadas para el caucho vulcanizado natural precurado (publicado en Internet) de calidad de motor describen una tensión de rotura final de alrededor de 28 MPa, frente a apenas un dígito para el caucho en bruto. Este número concuerda dentro del error de medición con investigaciones independientes realizadas por instituciones académicas sobre látex de caucho natural prevulcanizado, que informan una resistencia a la tracción de 26,7 MPa. El desarrollo de otras propiedades incluye aumentos en la resistencia al desgarro, la resistencia al desgarro, la dureza y la elasticidad; y un ligero ajuste de la cadena polimérica a medida que la red se estrecha.
~28 MPa
Tensila NR vulcanizada
5–30%
Carga de azufre por masa
~3.500 de ani
Mesoamérica es anterior a Goodyear
El azufre por sí solo no es ideal: es lento y menos eficaz, y tiende a oxidarse y descomponerse. Las formulaciones comerciales actuales incluyen aceleradores como sulfenamidas, tiazoles, tiurams o guanidinas, y activadores que a menudo combinan óxido de zinc y ácido esteárico. No incluir la verdadera mezcla de aceleradores puede resultar en horas de lenta y débil reticulación libre de azufre de un material y mucha chatarra; George Oenslager desarrolló en 1912 un sistema de acelerador y activador verdadero y preciso, vendiendo el concepto y publicando un conjunto de recetas estándar de la industria, no solo Goodyear, que permitía la vulcanización del caucho a escala industrial.
Una vez formados, los enlaces cruzados no invierten las transformaciones químicas ni se rompen; esta característica irreversible define directamente un termoestable. Por inevitable que sea el entrecruzamiento el aumento asociado de la viscosidad durante el ciclo de curado; La llamada curva de curado es un concepto importante en la fabricación de caucho (el tiempo de curado 90% se conoce como t90 y se determina mediante la prueba del reómetro ASTM D2084). Una vez reticulados, se detiene la propensión de los materiales de caucho a deslizarse hacia atrás más allá de sí mismo.
Cómo funciona la vulcanización: el proceso paso a paso
Este proceso ocurre a través y desde un complejo de cuatro pasos clave. Cada paso eventualmente será la causa de piezas de desecho inutilizables:
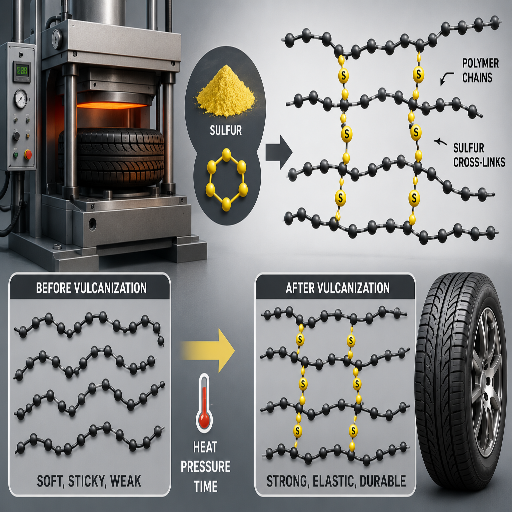
- Compuesto. El caucho en bruto, también conocido como compuesto, se mezcla con azufre (5-30% en masa), aceleradores, activadores, cargas (negro de carbón o sílice), antioxidantes y coadyuvantes de proceso en un molino de dos rodillos o en un recipiente interno. Los mezcladores garantizan que la mezcla permanezca por debajo de la temperatura de combustión de la mezcla hasta que se alimente aguas abajo para darle forma. De lo contrario, la forma en que se produzca la reticulación en el caucho comenzará a producirse prematuramente y afectará negativamente a las propiedades del caucho.
- Modelado. El compuesto de caucho no vulcanizado se extruye en perfiles de manguera o tiras de sellado calandradas en láminas, o se dosifica en un molde cerrado. La conformación debe completarse antes de la vulcanización para que el caucho aún pueda fluir antes de que los enlaces cruzados fuertes establezcan la forma una vez que se establezcan los enlaces cruzados de los compuestos.
- Curar. El calor y la presión se introducen en el caucho durante un período de tiempo deseado basado en la densidad reticulada”, que varía con el espesor, la formulación y los cauchos especificados del componente. En un autoclave, el vapor saturado transfiere calor a 140-180 °C, mientras que los platos calentados eléctricamente se utilizan para suministrar calor directamente a un molde en una prensa hidráulica. Un tiempo de curado requerido puede ser de 3 a 4 minutos para juntas delgadas hasta más de una hora para una cinta transportadora gruesa.
- Enfriamiento y acabado. Los enfriamientos controlados estabilizan la red reticulada. Luego se recorta el producto, se inspecciona la superficie y se prueba (ASTM D2240) antes del envío.
Un detalle de calidad sutil: el compuesto debe calentarse más allá de la temperatura de activación del acelerador elegido, no simplemente más allá del punto de fusión del azufre. No igualar el sistema de curado correcto para curar la temperatura es uno de los fallos más costosos en el procesamiento del caucho: los síntomas de los desajustes del sistema de azufre son pegajosidad de la superficie si se cura poco, tiza y pérdida de elasticidad si se cura demasiado (reversión).
Métodos de Vulcanización: Autoclave, Hot Press, Hot Air, RTV
En un entorno industrial, el artículo sobre vulcanización de Wikipedia enumera cinco sistemas de curado diferentes que se utilizan actualmente: reticulación de azufre, peróxido, óxido metálico, acetoxisilano y uretano. Cada sistema corresponde a un tipo diferente de química del caucho, que a su vez se correlaciona con un método de procesamiento diferente. La selección de la combinación correcta de proceso y formulación depende de la geometría de la pieza deseada, el volumen de producción y el entorno de servicio previsto.
| Método | Fuente de calor | Rango típico | Mejor para |
|---|---|---|---|
| Autoclave (vapor saturado) | Recipiente a presión + caldera de vapor | 140-170 °C, 4-6 barG, 30-90 min | Mangueras, cintas transportadoras, piezas de caucho vulcanizado grandes e irregulares |
| Prensa de molde de compresión | Platos calentados eléctricamente | 150-200 °C, 5-25 min | Neumáticos, juntas, juntas tóricas, productos de caucho moldeado de gran volumen |
| Túnel de aire caliente (línea CV) | Horno continuo | 180-220 °C, de segundos a minutos | Extrusiones continuas, tiras selladoras, burletes |
| Vulcanización a temperatura ambiente (RTV) | Humedad atmosférica/mezcla de dos componentes | 20-25 °C, 1-24 h | Calafateo de caucho de silicona, fabricación de moldes, piezas de bajo volumen |
| Peróxido/radiación | Peróxidos orgánicos o haz de electrones | 160-200 °C o ambiente + haz electrónico | Revestimiento de alambre, EPDM, silicona de grado médico |
Marco de decisión « Haga coincidir el método con la parte
- Gran geometría irregular, volumen bajo a medio → autoclave con vapor saturado de un caldera de vapor industrial
- Neumáticos de gran volumen, juntas, juntas tóricas → prensa de molde hidráulica
- Extrusión continua (tira de sellado, burletes) → túnel de aire caliente, a menudo suministrado por a horno de aire caliente
- Material de masilla o molde de silicona → RTV (no se necesita equipo)
- Aislamiento de cables, EPDM médico → peróxido o haz de electrones
Curado versus vulcanización: ¿son lo mismo?
El curado es el término general que cubre todas las vías de reticulación química aplicadas a los polímeros, incluida la vulcanización con azufre, el curado con peróxido, el curado con óxido metálico, el curado por radiación y el curado con humedad ambiental. La vulcanización originalmente se refería únicamente al curado del caucho natural a base de azufre como la técnica que descubrió Goodyear. Los profesionales de la industria los utilizan indistintamente de manera informal, pero las especificaciones, hojas de datos y patentes los distinguen cuando se trata de química.
Una regla general entre los dos procesos: si el agente reticulante es azufre (o un donante de azufre), llámelo vulcanización. Si el agente es un peróxido, óxido metálico, acetoxisilano o radiación de haz electrónico, llámelo curado, incluso si la red formada es similar. Ambos procesos dan como resultado caucho vulcanizado o curado que es más duro, más elástico y más resistente al calor que el caucho en bruto.
Una distinción importante en la adquisición: una junta de EPDM curada con peróxido y una junta de EPDM vulcanizada con azufre tienen una dureza Shore prácticamente idéntica, pero se esperaría que se comportaran de manera diferente en aceite caliente, ozono y vapor saturado. Especificar qué método de curado se utilizó es cómo los ingenieros evitan fallas prematuras.
A dónde va el caucho vulcanizado: neumáticos, sellos, correas y más

La mayoría de los productos de caucho producidos en la economía actual han sufrido vulcanización. Las cadenas poliméricas del caucho vulcanizado son responsables de proporcionar la combinación útil de características elásticas, de resistencia a la tracción, de resistencia a la abrasión, de dureza y de aislamiento eléctrico. Varios productos finales sólo difieren en la densidad de reticulación y la composición del paquete de relleno para adaptarse al entorno de servicio dado.
✔ Qué mejora la vulcanización
- Resistencia a la tracción (~3 MPa sin procesar → ~28 MPa vulcanizado)
- Elasticidad sobre una banda de temperatura más amplia
- Resistencia al calor y estabilidad dimensional
- Resistencia a la abrasión y al desgarro
- Resistencia a disolventes y aceites (dependiente del compuesto)
- Aislamiento eléctrico (en compuestos no conductores)
⚠ Compensaciones para planificar
- La reticulación es irreversible «el caucho vulcanizado no se puede volver a fundir
- El reciclaje requiere desvulcanización, rectificado mecánico o recuperación térmica
- El curado excesivo provoca reversión (pérdida de elasticidad)
- Algunos aceleradores (p. ej., ETU para neopreno) llevan banderas de salud ocupacional
- El sistema de curado debe ser compatible con la química del caucho y el entorno de servicio
Los usos finales comunes abarcan docenas de aplicaciones: neumáticos para vehículos, cintas transportadoras, sellos y juntas tóricas industriales, mangueras de caucho, suelas de zapatos, amortiguadores de vibraciones, amortiguadores, camisas de aislamiento eléctrico, membranas para techos, juntas de expansión y tanques revestidos de caucho. El poliisopreno y el caucho de estireno-butadieno son los polímeros más vulcanizados a nivel mundial, principalmente porque la industria del neumático consume la mayor parte de ambos.
Los neumáticos de caucho vulcanizado en sí mismos son una prueba de escala útil: cada año se desechan más de mil millones de neumáticos en todo el mundo, pero cada uno de esos neumáticos se sometió a un ciclo de curado por vulcanización durante la fabricación. Mediante una química similar de reticulación de azufre, la misma química también produce revestimientos de reactores químicos, juntas que sellan pasteurizadores de calidad alimentaria y casquillos que amortiguan los bogies de locomotoras (aplicaciones) atendidas plantas industriales de vulcanización en autoclave en seis continentes.
Vulcanización industrial: cómo el vapor y los autoclaves lo hacen posible
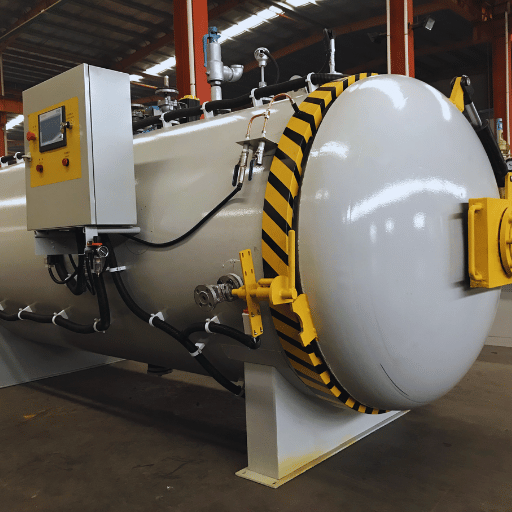
La vulcanización del caucho a escala industrial rara vez es un asunto de estufas. Para piezas grandes o irregulares «cintas transportadoras, longitudes de mangueras, tanques revestidos de caucho, neumáticos de camión recauchutados « la respuesta de producción es un recipiente a presión cilíndrico llamado autoclave de vulcanización, alimentado continuamente con vapor saturado desde aguas arriba caldera de vapor industrial. El recipiente eleva la pieza para curar la temperatura de manera uniforme, el vapor saturado transporta el calor al compuesto de caucho y la presión aplicada evita que los defectos de porosidad se desprendan de gas durante el curado.
Condiciones promedio de operación del autoclave: 140-170 °Celsius, presión de vapor saturado de 4-6 barG, duración del ciclo de 30-90 minutos. El vapor saturado se genera en un generador de vapor industrial exclusivo (gas natural, fueloil, biomasa, suministro eléctrico) y se canaliza a través de tuberías aisladas hacia la carcasa del recipiente del autoclave. Para ciclos de curado a mayor temperatura típicos de siliconas especiales y compuestos de peróxido, algunos densifican el suministro de calor disponible con a fuente de calor de aceite térmico en cambio, ya que el aceite térmico alcanza hasta 350 °C sin las altas presiones asociadas con el vapor saturado.
El diseño de los recipientes a presión utilizados para los autoclaves de vulcanización de caucho se define mediante los mismos códigos regulatorios que se aplican a recipientes a presión de proceso similares: Código de caldera y recipiente a presión ASME, Sección VIII, División 1 en los EE. UU. y GB/T 150 en China. Ambos exigen verificación por parte de terceros, exámenes hidrostáticos, documentación de procedimientos de soldadura e inspecciones periódicas frecuentes cuando están en servicio (la condición del autoclave es crítica). Nuestros ingenieros han fabricado autoclaves de vulcanización según los estándares ASME y GB/T 150 desde 1976, y han suministrado recauchutadores de neumáticos, fabricantes de mangueras y talleres de revestimiento de caucho en más de 100 países.
📐 Nota de ingeniería
Un ciclo de curado completo se define por tres parámetros acoplados: punto de ajuste de la presión del vapor (que determina la temperatura de saturación), tiempo de absorción a la temperatura (que gobierna la densidad del entrecruzamiento) y una rampa de enfriamiento controlada (que evita el agrietamiento por choque térmico). El curado insuficiente deja azufre residual y pegajosidad superficial en el producto terminado. El curado excesivo provoca reversión «la red de reticulación se rompe parcialmente, la dureza aumenta brevemente y la elasticidad colapsa. Los talleres de recauchutado de neumáticos suelen registrar cada ciclo de curado en un registrador gráfico para su trazabilidad frente a los objetivos de tiempo de curado ASTM D2084 t90.
Preguntas frecuentes
P: ¿Qué es la vulcanización en palabras simples?
Ver respuesta
La vulcanización consiste en calentar caucho con azufre para bloquear sus cadenas de polímeros con puentes químicos, convirtiendo el caucho crudo suave y pegajoso en un material elástico fuerte que mantiene su forma bajo calor, presión y tensión.
P: ¿Se sigue utilizando la vulcanización hoy en día?
Ver respuesta
Sí, la vulcanización sigue siendo el proceso dominante para producir casi todos los productos de caucho del mercado. Sólo la industria del neumático es responsable de la mayor parte del consumo mundial de caucho, y más de mil millones de neumáticos llegan al final de su vida útil cada año, cada uno curado durante la fabricación mediante vulcanización con azufre o un sistema de reticulación relacionado.
P: ¿Qué materiales se pueden vulcanizar?
Ver respuesta
El caucho natural, el caucho de estireno-butadieno, el caucho de nitrilo, el EPDM, el caucho de butilo, el neopreno (policloropreno) y los productos de caucho de silicona se vulcanizan o curan como estándar durante la fabricación final. Se utilizan diferentes sistemas de curado para cada uno: azufre para caucho natural y SBR, peróxido para EPDM y silicona, óxidos metálicos como óxido de zinc para neopreno y acetoxisilano para curar silicona a temperatura ambiente. Los termoplásticos como el polietileno no se pueden vulcanizar porque no tienen sitios de reticulación.
P: ¿Quién inventó la vulcanización del caucho?
Ver respuesta
Charles Goodyear descubrió el moderno proceso del azufre en 1839 en Woburn, Massachusetts, y recibió una patente estadounidense el 30 de enero de 1844. El inventor británico Thomas Hancock presentó una patente en el Reino Unido ocho semanas antes, el 21 de noviembre de 1843. Ambos inventores comparten el crédito y la palabra La “vulcanización” en sí fue sugerida por el amigo de Hancock, William Brockedon, en honor a Vulcano, el dios romano del fuego.
P: ¿Se puede reciclar el caucho vulcanizado?
Ver respuesta
El caucho vulcanizado no se puede volver a fundir, la red de reticulación es irreversible, por lo que el reciclaje sigue uno de tres caminos. El recauchutado de neumáticos reutiliza la carcasa y aplica caucho fresco en la banda de rodadura bajo un nuevo ciclo de vulcanización, a menudo dentro de un autoclave. La molienda mecánica produce caucho desmenuzado para mezclas de asfalto, relleno de césped deportivo, mantillo y esteras para ganado. La recuperación térmica convierte los neumáticos al final de su vida útil en combustible derivado de neumáticos para hornos de cemento y centrales eléctricas. La investigación sobre la devulcanización está activa pero aún no ha igualado las propiedades del caucho virgen a escala.
Referencias y fuentes
- Vulcanización « Definición, Inventor, Historia, Proceso y Hechos « Encyclopædia Britannica
- Vulcanización « Wikipedia (citando a Mark, Erman y Eirich, Ciencia y Tecnología del Caucho, ISBN 0-12-464786-3)
- Vulcanización « una descripción general « ScienceDirect Topics, Elsevier
- Charles Goodyear y la vulcanización del caucho -connectivity History.org, Humanidades de Connecticut
- Caucho procesado en la antigua Mesoamérica ñan MIT News (1999)
- Perspectivas sobre la gestión de neumáticos al final de su vida útil ñu Consejo Empresarial Mundial para el Desarrollo Sostenible, Proyecto Industria del Neumático
Artículos relacionados
- Caldera de gas y petróleo « Cómo funciona, tipos y guía de selección « el suministro de vapor aguas arriba para plantas de vulcanización basadas en autoclave
- Caldera de aceite térmico « Guía de tipos, selección y eficiencia « fuente de calor alternativa para sistemas de curado a alta temperatura
- Cómo los generadores de aire caliente alimentan los sistemas de secado industriales « la misma infraestructura de aire caliente utilizada en túneles de vulcanización continua
- Caldera de vapor versus calentador de fluido térmico « ¿Cuál debería elegir? «seleccionando el medio de transferencia de calor adecuado para los ciclos de curado
Acerca de esta guía de vulcanización
Esta guía fue preparada por el Equipo de ingeniería de calderas Taiguo, basándose en casi 50 años de diseño y fabricación de recipientes a presión y autoclaves para la vulcanización del caucho, la producción de bloques de CAA y la preservación de la madera. Las cifras de rendimiento citadas se cotejan con las hojas de datos de Britannica, Wikipedia, ScienceDirect y Proyecto de industria de neumáticos WBCSD; Los parámetros de curado reflejan los envoltorios operativos típicos de autoclave que nuestro equipo ha encargado en aplicaciones de procesamiento de alimentos, productos químicos, textiles y caucho. Las configuraciones específicas del ciclo siempre varían según el compuesto de caucho, la geometría de la pieza y las especificaciones de uso final. Solicite una consulta de proceso para los valores específicos del proyecto.